Das könnte Ihnen auch gefallen
- Blasting and Painting Inspection and Test PlanDokument3 SeitenBlasting and Painting Inspection and Test PlanNnamdi Amadi80% (5)
- Flame Straightening S355Dokument9 SeitenFlame Straightening S355Anonymous oI04sS100% (1)
- 6-Hot Dip Galvanizing Procedure - Rev 0-PDokument9 Seiten6-Hot Dip Galvanizing Procedure - Rev 0-PNguyen Anh Tuan75% (4)
- Saudi Aramco Inspection ChecklistDokument5 SeitenSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsDokument11 SeitenPractical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsNguyen Duc Dung100% (1)
- Visual Examination ProcedureDokument10 SeitenVisual Examination Proceduresantanurini50% (2)
- Hot Dip GalvanizeDokument9 SeitenHot Dip GalvanizeDetoned StonedNoch keine Bewertungen
- QAQC Procedure For FabricationDokument7 SeitenQAQC Procedure For FabricationRajesh K Pillai100% (6)
- Feroxyl and Copper Sulfate TestingDokument23 SeitenFeroxyl and Copper Sulfate TestingPrashant RaneNoch keine Bewertungen
- Pickling and Passivation Work InstructionDokument18 SeitenPickling and Passivation Work InstructionPlata Elpidio100% (1)
- QAQC Procedure For Fabrication - Flare KOD Rev ADokument9 SeitenQAQC Procedure For Fabrication - Flare KOD Rev ARajesh K Pillai100% (1)
- Galvanizing ProcedureDokument7 SeitenGalvanizing Proceduresilverware1100% (2)
- Safe Storage and Disposal of PaintsDokument22 SeitenSafe Storage and Disposal of PaintsAr Sitha Maha LakshmiNoch keine Bewertungen
- Site Paint Repair Procedure IntumescentDokument4 SeitenSite Paint Repair Procedure Intumescentrimshadtp100% (3)
- Galvanizing Design Manual PDFDokument38 SeitenGalvanizing Design Manual PDFResita Ichsani100% (1)
- Repair ProcedureDokument6 SeitenRepair ProcedureTomy GeorgeNoch keine Bewertungen
- Galvanizing Procedure PDFDokument7 SeitenGalvanizing Procedure PDFkhuzafa50% (4)
- Weld Log - 5000 WeldDokument234 SeitenWeld Log - 5000 WeldRichard MitchellNoch keine Bewertungen
- Pickling & Passivation - InspectionDokument7 SeitenPickling & Passivation - InspectionBhanu Pratap ChoudhuryNoch keine Bewertungen
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Dokument2 SeitenWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNoch keine Bewertungen
- Gmaw Complete Aws d1.6Dokument1 SeiteGmaw Complete Aws d1.6Hamza Nouman100% (1)
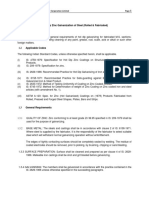
- 1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeDokument8 Seiten1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeRajneesh KatochNoch keine Bewertungen
- BI in FMCG Industry - Raj Basu: ©company ConfidentialDokument30 SeitenBI in FMCG Industry - Raj Basu: ©company ConfidentialAmit AndreNoch keine Bewertungen
- Vacume Box Test ProcedureDokument5 SeitenVacume Box Test ProcedureFarhan Sheikh100% (3)
- Welding InspectionDokument139 SeitenWelding Inspectionvanchai sapaNoch keine Bewertungen
- Paint Guide For GI SteelDokument12 SeitenPaint Guide For GI SteelDiLungBanNoch keine Bewertungen
- PFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFDokument6 SeitenPFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFJeffri Malau100% (1)
- WAM PresentationDokument10 SeitenWAM PresentationAlicia BakerNoch keine Bewertungen
- API 571 SpreadsheetDokument38 SeitenAPI 571 Spreadsheetjasminnee100% (3)
- Summary List WPS & PQR Structure RE - AFCDokument8 SeitenSummary List WPS & PQR Structure RE - AFCFerdie OS100% (1)
- The ABC's of Arc Welding and InspectionDokument93 SeitenThe ABC's of Arc Welding and Inspectionmichaeldtalbott100% (1)
- 1method Statement For Passivation and PicklingDokument6 Seiten1method Statement For Passivation and PicklinggatoNoch keine Bewertungen
- Painting Inspection Grade 2Dokument17 SeitenPainting Inspection Grade 2Midhun K Chandrabose100% (3)
- Supporting Supply Chain Planning & SchedulingDokument8 SeitenSupporting Supply Chain Planning & SchedulingsizwehNoch keine Bewertungen
- Painting Course Important Topic: DFT WFT X 100Dokument6 SeitenPainting Course Important Topic: DFT WFT X 100AMALENDU PAUL100% (1)
- Weld Repair - PR - 0XXDokument10 SeitenWeld Repair - PR - 0XXRAMAKRISHNANoch keine Bewertungen
- Pickling Passivation Procedure by JSDokument2 SeitenPickling Passivation Procedure by JSAkhilesh Kumar67% (3)
- Handbook of RefractoryDokument331 SeitenHandbook of RefractoryAamirMalikNoch keine Bewertungen
- Aws d1.1 RT Inspection ProcedureDokument14 SeitenAws d1.1 RT Inspection ProcedureMohanadNoch keine Bewertungen
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDokument14 SeitenInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNoch keine Bewertungen
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dokument16 Seiten2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- Pull Off Testing ProcedureDokument5 SeitenPull Off Testing ProcedureWamiq100% (1)
- SSPC SP 1 PDFDokument2 SeitenSSPC SP 1 PDFAndang85100% (1)
- VT Procedure: 1 - PurposeDokument4 SeitenVT Procedure: 1 - PurposeElvin Menlibai100% (1)
- F. Robert Jacobs, Richard B. Chase - Operations and Supply Chain Management (2018, McGraw Hill) - Chapter 7Dokument6 SeitenF. Robert Jacobs, Richard B. Chase - Operations and Supply Chain Management (2018, McGraw Hill) - Chapter 7payalkhndlwlNoch keine Bewertungen
- For Fillet Weld Joint Project:Production ManifoldDokument1 SeiteFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- BPV IX-16-3 QW-283 - ButteringDokument1 SeiteBPV IX-16-3 QW-283 - ButteringyutweldingNoch keine Bewertungen
- Esab Storage HandlingDokument4 SeitenEsab Storage HandlingTasmanijskaNema100% (1)
- Sample Galvanizing Procedure +ITPDokument14 SeitenSample Galvanizing Procedure +ITPsubash sivalingam67% (3)
- Repair and Buttering ProcedureDokument14 SeitenRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- TDS - Galvanizing ProcessDokument7 SeitenTDS - Galvanizing ProcessPappu Kishore Kumar100% (1)
- Storing and Redrying Electrodes-Lincoln ElectricDokument3 SeitenStoring and Redrying Electrodes-Lincoln ElectricjasminneeNoch keine Bewertungen
- API 653 PC 26feb05 Question BankDokument80 SeitenAPI 653 PC 26feb05 Question Bankraobabar21Noch keine Bewertungen
- PT CW 1Dokument6 SeitenPT CW 1jasminneeNoch keine Bewertungen
- Asme Sec Ix (Welder Qualification)Dokument39 SeitenAsme Sec Ix (Welder Qualification)VinodNoch keine Bewertungen
- Larsen & Toubro Atco Saudi LLC: Procedure For Repair Touch-Up Paint of Equipment, Structural and PipingDokument10 SeitenLarsen & Toubro Atco Saudi LLC: Procedure For Repair Touch-Up Paint of Equipment, Structural and PipingPrince Jose100% (1)
- Sop of SGI PDFDokument10 SeitenSop of SGI PDFPankaj Adhikari100% (2)
- Dewpoint: Coating & Painting InspectionDokument6 SeitenDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- 25 Tack Welder - ABSDokument7 Seiten25 Tack Welder - ABSvudinhnambrNoch keine Bewertungen
- Capacitated Planned MaintenanceDokument309 SeitenCapacitated Planned MaintenanceMarcelo Ziulkoski100% (1)
- Mos Galvanizing ProceduresDokument23 SeitenMos Galvanizing ProceduresRajeswaran Rajachockalingam100% (1)
- Buma 30033 Business Process Outsourcing 102 UpdatedDokument140 SeitenBuma 30033 Business Process Outsourcing 102 Updatednicole bondocNoch keine Bewertungen
- Method Statement For Cold GalvanizationDokument1 SeiteMethod Statement For Cold GalvanizationsaravanakumarpalaniNoch keine Bewertungen
- Pickling Heat Tint For SSDokument2 SeitenPickling Heat Tint For SSTuan DangNoch keine Bewertungen
- Welding Procedure For BOXNR Wagon (WPS)Dokument8 SeitenWelding Procedure For BOXNR Wagon (WPS)Shekher Nikhil100% (1)
- Defining Mechanical Surface Preparation Standards With Power ToolsDokument8 SeitenDefining Mechanical Surface Preparation Standards With Power ToolsAryo Wicaksono100% (1)
- NRL Pipeline Hydrotest Format PDFDokument1 SeiteNRL Pipeline Hydrotest Format PDFJaved Mohammed100% (1)
- Fdocuments - in - Inspection Procedure For GalvanizingDokument14 SeitenFdocuments - in - Inspection Procedure For Galvanizingmanno200Noch keine Bewertungen
- Procedure - 3lpe - Msl-Rev.00Dokument15 SeitenProcedure - 3lpe - Msl-Rev.00Suresh KrishnanNoch keine Bewertungen
- Thermax Limited: Inspection Procedure For GalvanizingDokument14 SeitenThermax Limited: Inspection Procedure For GalvanizingNsidibe Michael EtimNoch keine Bewertungen
- Procedure - 3lpe - Msl-Rev.01Dokument15 SeitenProcedure - 3lpe - Msl-Rev.01Suresh KrishnanNoch keine Bewertungen
- Improve 20selection 20and 20sizing 20of 20storage 20tanksDokument6 SeitenImprove 20selection 20and 20sizing 20of 20storage 20tanksjasminneeNoch keine Bewertungen
- 015 Emat Slofec TechniqueDokument9 Seiten015 Emat Slofec TechniquejasminneeNoch keine Bewertungen
- PT CW 3Dokument6 SeitenPT CW 3jasminneeNoch keine Bewertungen
- Twi Training & Certification (S.E. Asia) SDN - BHDDokument1 SeiteTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNoch keine Bewertungen
- UT PrinciplesDokument26 SeitenUT Principlesdzamir203Noch keine Bewertungen
- Penetrant Testing: No Name / Position Company/Address Contact NosDokument2 SeitenPenetrant Testing: No Name / Position Company/Address Contact NosjasminneeNoch keine Bewertungen
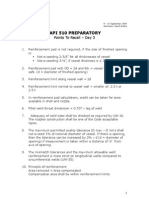
- Api 510 Preparatory: Points To Recall - Day 5Dokument1 SeiteApi 510 Preparatory: Points To Recall - Day 5jasminneeNoch keine Bewertungen
- Q PTDokument17 SeitenQ PTEzhil Vendhan PalanisamyNoch keine Bewertungen
- Api 510 Preparatory: Points To Recall - Day 1Dokument2 SeitenApi 510 Preparatory: Points To Recall - Day 1jasminneeNoch keine Bewertungen
- Api 510 Preparatory: Points To Recall - Day 9Dokument4 SeitenApi 510 Preparatory: Points To Recall - Day 9jasminneeNoch keine Bewertungen
- 510 PC OCT04 QAR Ex7 Closed PSJDokument6 Seiten510 PC OCT04 QAR Ex7 Closed PSJjasminneeNoch keine Bewertungen
- API Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesDokument2 SeitenAPI Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesjasminneeNoch keine Bewertungen
- Api 510 Preparatory: Points To Recall - Day 3Dokument2 SeitenApi 510 Preparatory: Points To Recall - Day 3jasminneeNoch keine Bewertungen
- 653 Section 06 ReviewDokument1 Seite653 Section 06 ReviewjasminneeNoch keine Bewertungen
- Epicor Welding Industries Malaysia CS ENSDokument2 SeitenEpicor Welding Industries Malaysia CS ENSLuís Pedro Oliveira100% (1)
- Lux Vs Godrej No.1 (By Ayush Patel)Dokument30 SeitenLux Vs Godrej No.1 (By Ayush Patel)Ayush PatelNoch keine Bewertungen
- Staples - The B2B Powerhouse Case #6 - CSDokument5 SeitenStaples - The B2B Powerhouse Case #6 - CSCaleb SaylorsNoch keine Bewertungen
- Retail Technology Management: End-Term AssignmentDokument18 SeitenRetail Technology Management: End-Term AssignmentAnchal AryanNoch keine Bewertungen
- Chemical Composition. Recommended Heat Treating Practice Normalizing. AnnealingDokument4 SeitenChemical Composition. Recommended Heat Treating Practice Normalizing. AnnealingGil CabreraNoch keine Bewertungen
- Summary by Phio Andre ArfianDokument7 SeitenSummary by Phio Andre ArfianPhio ANoch keine Bewertungen
- 1 Information System ConceptsDokument35 Seiten1 Information System ConceptsSushila SinghNoch keine Bewertungen
- Logistics ConceptsDokument24 SeitenLogistics ConceptsAbhishek NayakNoch keine Bewertungen
- Candelabrum Chapter 17Dokument73 SeitenCandelabrum Chapter 17majasalonga123Noch keine Bewertungen
- Product Mix-With Examples: WidthDokument5 SeitenProduct Mix-With Examples: WidthIshika ChouhanNoch keine Bewertungen
- Manufacturing Event GuidelinesDokument3 SeitenManufacturing Event GuidelinesTinu MawaleNoch keine Bewertungen
- Unit 15 Strategic Control and EvaluationDokument4 SeitenUnit 15 Strategic Control and EvaluationlaxmikatshankhiNoch keine Bewertungen
- Problem 2Dokument3 SeitenProblem 2Mohammed Al ArmaliNoch keine Bewertungen
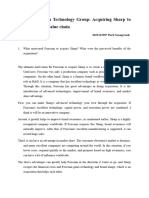
- Case 4 Foxconn Technology Group Acquiring Sharp To Move Up TDokument2 SeitenCase 4 Foxconn Technology Group Acquiring Sharp To Move Up Tdoctec2005Noch keine Bewertungen
- Assignment 1Dokument2 SeitenAssignment 1Ceres TheaNoch keine Bewertungen
- 192 Modele CV OrgDokument3 Seiten192 Modele CV Orgaymane abd elmalekNoch keine Bewertungen
- Assignment On QualityDokument83 SeitenAssignment On QualityPradip SigdelNoch keine Bewertungen
- Brand Equity: Pakistan Tobacco Company LimitedDokument26 SeitenBrand Equity: Pakistan Tobacco Company LimitedAsif RiazNoch keine Bewertungen
- Final Project On Innovation of Textiles (NCBA&E)Dokument29 SeitenFinal Project On Innovation of Textiles (NCBA&E)Amna KhanNoch keine Bewertungen
- Quiz1 DMC AnswersDokument7 SeitenQuiz1 DMC AnswersmadenNoch keine Bewertungen
- InventoryDokument46 SeitenInventoryAnkit SharmaNoch keine Bewertungen
- AUD 2 InventoryDokument25 SeitenAUD 2 InventoryJayron NonguiNoch keine Bewertungen
- Hdian Standard: Tolerances For Closed Die Steel Forgings (Dokument59 SeitenHdian Standard: Tolerances For Closed Die Steel Forgings (Deepak kumarNoch keine Bewertungen
- Evolve Brands: The Factory at WorkDokument28 SeitenEvolve Brands: The Factory at WorkrajimedNoch keine Bewertungen