Das könnte Ihnen auch gefallen
- Ch13 000Dokument44 SeitenCh13 000cirujeffNoch keine Bewertungen
- Target Costing PDFDokument44 SeitenTarget Costing PDFAnonymous dPkadxxNoch keine Bewertungen
- Cost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingDokument44 SeitenCost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingMuhamad SyofrinaldiNoch keine Bewertungen
- Chapter 10 Cost Planning For The ProductDokument44 SeitenChapter 10 Cost Planning For The ProductMuhamad SyofrinaldiNoch keine Bewertungen
- Chap 010Dokument38 SeitenChap 010Tendy WatoNoch keine Bewertungen
- Chap 013Dokument51 SeitenChap 013Renard100% (1)
- Answer To Questions: Strategic Cost Management - Solutions ManualDokument8 SeitenAnswer To Questions: Strategic Cost Management - Solutions ManualKyla Roxas67% (6)
- Chap 010Dokument38 SeitenChap 010Steven Andrian GunawanNoch keine Bewertungen
- Cost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingDokument44 SeitenCost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingSunny Khs100% (1)
- Strategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsDokument12 SeitenStrategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsNune SabanalNoch keine Bewertungen
- 8 Cost Planning For Product Life CycleDokument10 Seiten8 Cost Planning For Product Life CycleAryan LeeNoch keine Bewertungen
- Chapter 8Dokument8 SeitenChapter 8Shenne Minglana50% (4)
- Chapter 8Dokument30 SeitenChapter 8Allen DimaculanganNoch keine Bewertungen
- Life Cycle Costing SystemDokument11 SeitenLife Cycle Costing SystemnoorNoch keine Bewertungen
- Cost Analysis Through Life Cycle Analysis and Target CostingDokument35 SeitenCost Analysis Through Life Cycle Analysis and Target CostingSunny KhsNoch keine Bewertungen
- Strategic CostDokument12 SeitenStrategic CostTessie Mae Onongen PagtamaNoch keine Bewertungen
- Cost Management: Muhammad Dzakiy Fauzan Wahyudi A031191055 Faculty of Economics and Business Universitas Hasanuddin 2020Dokument4 SeitenCost Management: Muhammad Dzakiy Fauzan Wahyudi A031191055 Faculty of Economics and Business Universitas Hasanuddin 2020Ferial FerniawanNoch keine Bewertungen
- Management Accounting Tools and Techniques For Reduce CostDokument8 SeitenManagement Accounting Tools and Techniques For Reduce CostFYAJ ROHANNoch keine Bewertungen
- Strategic Cost Management: Questions For Writing and DiscussionDokument8 SeitenStrategic Cost Management: Questions For Writing and DiscussionPiter Bocah NangkaNoch keine Bewertungen
- What Is Target Costing? What Types of Firms Use It?Dokument5 SeitenWhat Is Target Costing? What Types of Firms Use It?Jhey SomeraNoch keine Bewertungen
- Chapter 8 SummaryDokument4 SeitenChapter 8 SummaryluistrosamaralaineNoch keine Bewertungen
- Atkinson6esm Chapter 08Dokument31 SeitenAtkinson6esm Chapter 08Jervin Labro100% (1)
- Chapter 8Dokument37 SeitenChapter 8Ailene QuintoNoch keine Bewertungen
- The Utilization of Target Costing in The Telecom IndustryDokument6 SeitenThe Utilization of Target Costing in The Telecom IndustryThe IjbmtNoch keine Bewertungen
- Chapter11 Solutions-Hansen6eDokument36 SeitenChapter11 Solutions-Hansen6eRahul Kadam33% (3)
- Cost Management For Product Life CycleDokument15 SeitenCost Management For Product Life CycleHannah Jane Arevalo LafuenteNoch keine Bewertungen
- FinalDokument7 SeitenFinallayansafsouf1Noch keine Bewertungen
- MAF 635 LCC ReportDokument10 SeitenMAF 635 LCC ReportTasha Derahman100% (1)
- Marginal Costing ProjectDokument27 SeitenMarginal Costing ProjectMeerarose travlsNoch keine Bewertungen
- Strategic Cost Management - A - STDokument14 SeitenStrategic Cost Management - A - STAnkush KriplaniNoch keine Bewertungen
- Cost Reduction and ControlDokument25 SeitenCost Reduction and Controlparthasadhak100% (1)
- Cost Planning For The Product Life CycleDokument23 SeitenCost Planning For The Product Life CyclesugihartiniNoch keine Bewertungen
- Lifecycle CostDokument13 SeitenLifecycle CostMusab AhmedNoch keine Bewertungen
- 6 Cost ManagementDokument9 Seiten6 Cost ManagementZenCamandangNoch keine Bewertungen
- Discussion QuestionDokument11 SeitenDiscussion QuestionElaine LimNoch keine Bewertungen
- Management-Finding Number of Furnaces - Basant KashyaDokument10 SeitenManagement-Finding Number of Furnaces - Basant KashyaBESTJournalsNoch keine Bewertungen
- Target Costing: Kenneth Crow DRM AssociatesDokument6 SeitenTarget Costing: Kenneth Crow DRM AssociatesAhmed RazaNoch keine Bewertungen
- Target Costing AccountsDokument32 SeitenTarget Costing Accountsac27rocksNoch keine Bewertungen
- Ch 08 -عبير العليمات وأسماء ربيعDokument28 SeitenCh 08 -عبير العليمات وأسماء ربيعAbeer Al OlaimatNoch keine Bewertungen
- Analysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisDokument10 SeitenAnalysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisEmdad YusufNoch keine Bewertungen
- Absorption Costing: CHAPTER 1: Specialist Cost and Management Accounting TechniquesDokument21 SeitenAbsorption Costing: CHAPTER 1: Specialist Cost and Management Accounting TechniquesYashna SohawonNoch keine Bewertungen
- Target and Kaizen Costing in ConstructionDokument7 SeitenTarget and Kaizen Costing in ConstructionJordano Bruno MoraesNoch keine Bewertungen
- Applied Management Accounting Professor: Jason Cade FEBRUARY 2, 2015Dokument7 SeitenApplied Management Accounting Professor: Jason Cade FEBRUARY 2, 2015SugaNoch keine Bewertungen
- 1: Traditional/Advanced Costing Methods: Why Need To Know Cost/unit?Dokument52 Seiten1: Traditional/Advanced Costing Methods: Why Need To Know Cost/unit?dwalcotNoch keine Bewertungen
- Life Cycle Costing (LLC) in Value EngineeringDokument37 SeitenLife Cycle Costing (LLC) in Value EngineeringanantarajkhanalNoch keine Bewertungen
- 2 Target PDFDokument13 Seiten2 Target PDFمحمد زرواطيNoch keine Bewertungen
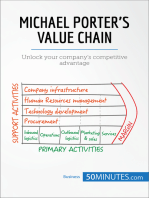
- Michael Porter's Value Chain: Unlock your company's competitive advantageVon EverandMichael Porter's Value Chain: Unlock your company's competitive advantageBewertung: 4 von 5 Sternen4/5 (1)
- Inventory and Production ManagementDokument23 SeitenInventory and Production ManagementWatiq KhanNoch keine Bewertungen
- ACCA F5 - Part A - Specialist Cost and Management Accounting TechniquesDokument5 SeitenACCA F5 - Part A - Specialist Cost and Management Accounting TechniquesMuneera Al Hassan100% (2)
- BCAS-10 Target CostingDokument11 SeitenBCAS-10 Target CostingZiaul HuqNoch keine Bewertungen
- Innovative Inventory and Production Management TechniquesDokument24 SeitenInnovative Inventory and Production Management TechniquesPatricia Anne BolivarNoch keine Bewertungen
- Purchasing II PDFDokument107 SeitenPurchasing II PDFfeteneNoch keine Bewertungen
- Main Cost Reduction Strategies: Costs Profits Services ProductDokument2 SeitenMain Cost Reduction Strategies: Costs Profits Services ProductakanshaNoch keine Bewertungen
- Life Cycle Costing TheoryDokument6 SeitenLife Cycle Costing TheoryVikas SinghNoch keine Bewertungen
- Target Costing Research PaperDokument5 SeitenTarget Costing Research Paperl1wot1j1fon3100% (1)
- CMA Essay Questions 2015Dokument10 SeitenCMA Essay Questions 2015Shameem JazirNoch keine Bewertungen
- Product Life CycleDokument8 SeitenProduct Life CyclesajidNoch keine Bewertungen
- Cost Management: A Case for Business Process Re-engineeringVon EverandCost Management: A Case for Business Process Re-engineeringNoch keine Bewertungen
- How to Manage Future Costs and Risks Using Costing and MethodsVon EverandHow to Manage Future Costs and Risks Using Costing and MethodsNoch keine Bewertungen
- Zero DefectsDokument16 SeitenZero DefectsZero DefectsNoch keine Bewertungen
- Romney Ais13 PPT 14Dokument9 SeitenRomney Ais13 PPT 14auditNoch keine Bewertungen
- Lean Theory PDFDokument29 SeitenLean Theory PDFEduardo GrandeNoch keine Bewertungen
- Process Costing ReviewDokument12 SeitenProcess Costing ReviewAbraham ChinNoch keine Bewertungen
- Letter To The Mayor Bill de Blasio On RecyclingDokument6 SeitenLetter To The Mayor Bill de Blasio On RecyclingcrainsnewyorkNoch keine Bewertungen
- Composite Material Machining Guide Aerospace PDFDokument22 SeitenComposite Material Machining Guide Aerospace PDFXu WeixingNoch keine Bewertungen
- Variant Configuration of Sap SDDokument5 SeitenVariant Configuration of Sap SDiqbal1439988Noch keine Bewertungen
- IEC62304 Intro 01Dokument8 SeitenIEC62304 Intro 01georgesmaccarioNoch keine Bewertungen
- Product and Product MixDokument28 SeitenProduct and Product MixPrashant Upashi SonuNoch keine Bewertungen
- OMBC 204 Unit 1 - 13 Self Assessment MCQsDokument39 SeitenOMBC 204 Unit 1 - 13 Self Assessment MCQsPriyanka MahajanNoch keine Bewertungen
- IRIS Beyond ISO 9001 - HandoutDokument83 SeitenIRIS Beyond ISO 9001 - HandoutAnkur DhirNoch keine Bewertungen
- Introduction To Industrial ManagementDokument11 SeitenIntroduction To Industrial ManagementPankaj Medhi100% (4)
- MCE 493 MCE 593 CH 2 and 3Dokument47 SeitenMCE 493 MCE 593 CH 2 and 3Toto TitiNoch keine Bewertungen
- CostsDokument54 SeitenCostsMahrukh MalikNoch keine Bewertungen
- Chapter 11Dokument10 SeitenChapter 11CristiSantínNoch keine Bewertungen
- Assignemnt 1-Winter2023Dokument2 SeitenAssignemnt 1-Winter2023Omotara YusufNoch keine Bewertungen
- Vendor Managed Inventory - Project ReportDokument11 SeitenVendor Managed Inventory - Project ReportTauheedalHasan100% (2)
- Q9 HistoryDokument19 SeitenQ9 HistoryAlinaNoch keine Bewertungen
- Chapter Four: Theory of Production and Cost 4.1 Introduction: Definition and Basic ConceptsDokument34 SeitenChapter Four: Theory of Production and Cost 4.1 Introduction: Definition and Basic Conceptsbrook zelekeNoch keine Bewertungen
- Introduction To Production and Operation Management: Chapter OutlineDokument12 SeitenIntroduction To Production and Operation Management: Chapter Outlineyza gunidaNoch keine Bewertungen
- Cep Ex PVC Fittings 4949Dokument54 SeitenCep Ex PVC Fittings 4949vanmorrison69Noch keine Bewertungen
- Chapter 4 Jobbing and BatchDokument39 SeitenChapter 4 Jobbing and BatchDavid HồNoch keine Bewertungen
- Job Order CostingDokument8 SeitenJob Order CostingAndrea Nicole MASANGKAYNoch keine Bewertungen
- Aluminum Profile Production ProcessDokument4 SeitenAluminum Profile Production ProcessEdith AlanemeNoch keine Bewertungen
- INTRODUCTIONDokument16 SeitenINTRODUCTIONnurul ainiNoch keine Bewertungen
- Strategic Quality Management MBM 745 Group 19 MembersDokument19 SeitenStrategic Quality Management MBM 745 Group 19 MembersNIXON MOYONoch keine Bewertungen
- APQP GoodDokument70 SeitenAPQP Goodtrung100% (1)
- Lolp Supply Chain ManagementDokument9 SeitenLolp Supply Chain Managementtotan_suri8060Noch keine Bewertungen
- Push Pull Boundary SCMDokument40 SeitenPush Pull Boundary SCMniteshaptNoch keine Bewertungen
- Master Production SchedulingDokument14 SeitenMaster Production SchedulingosbianiNoch keine Bewertungen