Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Love My LifeDokument5 SeitenLove My LifeLinda Veronica0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Pages From Cinematography-Theory and PracticeDokument74 SeitenPages From Cinematography-Theory and PracticeSalazar SliterinNoch keine Bewertungen
- GannZilla User GuideDokument20 SeitenGannZilla User GuideNiladri Jana100% (26)
- Introduction to Catalysis LectureDokument22 SeitenIntroduction to Catalysis LectureVhyiitrii Shanqk Peñjhaqa Haatii100% (1)
- Gay-Lussac's Law Problems and SolutionsDokument1 SeiteGay-Lussac's Law Problems and SolutionsBasic PhysicsNoch keine Bewertungen
- NPSH MarginDokument5 SeitenNPSH MarginKCFUNGNoch keine Bewertungen
- Worksheet On Quantum NumbersDokument2 SeitenWorksheet On Quantum NumbersJannah Mae IsioNoch keine Bewertungen
- Amarillo Endurance-OM-09.2022Dokument8 SeitenAmarillo Endurance-OM-09.2022Anonymous CMS3dL1TNoch keine Bewertungen
- Cavitation - Thoma GraphDokument1 SeiteCavitation - Thoma GraphAnonymous CMS3dL1TNoch keine Bewertungen
- Engine PumpsDokument4 SeitenEngine PumpsAnonymous CMS3dL1TNoch keine Bewertungen
- Dewatering PumpDokument5 SeitenDewatering PumpAnonymous CMS3dL1TNoch keine Bewertungen
- M7L7 PDFDokument8 SeitenM7L7 PDFRANJINI02VNoch keine Bewertungen
- MS 400, MS 650: Series Submersible MixerDokument25 SeitenMS 400, MS 650: Series Submersible MixerAnonymous CMS3dL1TNoch keine Bewertungen
- High Temp PumpsDokument4 SeitenHigh Temp PumpsAnonymous CMS3dL1TNoch keine Bewertungen
- Pump Column Loss ChartDokument2 SeitenPump Column Loss ChartAnonymous CMS3dL1TNoch keine Bewertungen
- Typical Pump Speed Torque Curve and FormulaDokument1 SeiteTypical Pump Speed Torque Curve and FormulaAnonymous CMS3dL1TNoch keine Bewertungen
- DespieceDokument1 SeiteDespieceAnonymous CMS3dL1TNoch keine Bewertungen
- Submersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsDokument2 SeitenSubmersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsAnonymous CMS3dL1TNoch keine Bewertungen
- Catalog IA117 EDokument5 SeitenCatalog IA117 EAnonymous CMS3dL1TNoch keine Bewertungen
- Mixer Input DataDokument6 SeitenMixer Input DataAnonymous CMS3dL1TNoch keine Bewertungen
- Catalog IA117 EDokument5 SeitenCatalog IA117 EAnonymous CMS3dL1TNoch keine Bewertungen
- 1103-Flygt-Compact Mixers-MixingDokument8 Seiten1103-Flygt-Compact Mixers-MixingcartagliNoch keine Bewertungen
- Mixer Theory 1Dokument5 SeitenMixer Theory 1Anonymous CMS3dL1TNoch keine Bewertungen
- Audex CatalogueDokument16 SeitenAudex CatalogueAnonymous CMS3dL1TNoch keine Bewertungen
- Mixer SelectDokument11 SeitenMixer SelectAnonymous CMS3dL1TNoch keine Bewertungen
- MMR (50Hz) Data Booklet IA158-ADokument15 SeitenMMR (50Hz) Data Booklet IA158-AAnonymous CMS3dL1TNoch keine Bewertungen
- AerationDokument9 SeitenAerationfriends1xo123Noch keine Bewertungen
- Catalog Ib102-G KtzeDokument5 SeitenCatalog Ib102-G KtzeAnonymous CMS3dL1TNoch keine Bewertungen
- Click Back to Continental EnginesDokument1 SeiteClick Back to Continental EnginesAnonymous CMS3dL1TNoch keine Bewertungen
- Fire Pump: Client: Plant: No. of Pumps Req'dDokument3 SeitenFire Pump: Client: Plant: No. of Pumps Req'dAnonymous CMS3dL1TNoch keine Bewertungen
- Folleto KTZ - ENDokument4 SeitenFolleto KTZ - ENAnonymous CMS3dL1TNoch keine Bewertungen
- Hazardous or Classified LocationsDokument1 SeiteHazardous or Classified LocationsAnonymous CMS3dL1TNoch keine Bewertungen
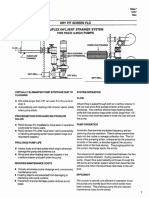
- Dry Pit Screen FlowDokument2 SeitenDry Pit Screen FlowAnonymous CMS3dL1TNoch keine Bewertungen
- KTZ Ktze KTD Ib107-EDokument11 SeitenKTZ Ktze KTD Ib107-EAnonymous CMS3dL1TNoch keine Bewertungen
- Guideline For The Selection of Vacuum PumpsDokument6 SeitenGuideline For The Selection of Vacuum PumpsAnonymous CMS3dL1TNoch keine Bewertungen
- Nozzle Flowmeter Calculation For Liquids. ISO-5167 EquationDokument4 SeitenNozzle Flowmeter Calculation For Liquids. ISO-5167 EquationAnonymous CMS3dL1TNoch keine Bewertungen
- Filter Vessel Calculations Per As Me Viii 1Dokument40 SeitenFilter Vessel Calculations Per As Me Viii 1Anonymous J1vjrU2Noch keine Bewertungen
- Development of Biomass-Based Plastic Resins From Natural Algal PolysaccharidesDokument72 SeitenDevelopment of Biomass-Based Plastic Resins From Natural Algal Polysaccharidesjustin_domingo_2100% (2)
- Teacher Guide Activity 2 AccelerationDokument4 SeitenTeacher Guide Activity 2 AccelerationCanada Railway TimesNoch keine Bewertungen
- Hamilton-Jacobi-Bellman Equation ExplainedDokument7 SeitenHamilton-Jacobi-Bellman Equation ExplainedMakinita CerveraNoch keine Bewertungen
- IOE, TU Questions and Solutions: Engineering Physics (for BE first yearDokument235 SeitenIOE, TU Questions and Solutions: Engineering Physics (for BE first yearRajeev PaudelNoch keine Bewertungen
- 4363 111 Machine Design IDokument6 Seiten4363 111 Machine Design Iyogesh_b_k100% (2)
- Measuring Vapour Pressure of Hydrocarbon LiquidsDokument3 SeitenMeasuring Vapour Pressure of Hydrocarbon LiquidsAnnelzNoch keine Bewertungen
- Principles of CT and CT TechnologyDokument15 SeitenPrinciples of CT and CT TechnologyLida Velasquez SierraNoch keine Bewertungen
- Norma Japonesa Aij-Rlb-1996Dokument36 SeitenNorma Japonesa Aij-Rlb-1996AnaApcarianNoch keine Bewertungen
- Curtain Wall System From Technal - Geode-BrochureDokument38 SeitenCurtain Wall System From Technal - Geode-BrochurebatteekhNoch keine Bewertungen
- Cooling Tower Pumping and Piping: LegendDokument46 SeitenCooling Tower Pumping and Piping: LegendDenise Koh Chin HuiNoch keine Bewertungen
- EssayDokument5 SeitenEssayRobert MariasiNoch keine Bewertungen
- Antimicrobial Properties of Silver NanoparticlesDokument37 SeitenAntimicrobial Properties of Silver NanoparticlesbasavarajitnalNoch keine Bewertungen
- Heat Exchangers Types & Applications, LMTD Derivation & ProblemsDokument11 SeitenHeat Exchangers Types & Applications, LMTD Derivation & Problemsananth2012Noch keine Bewertungen
- 03 Modern Photoelectric Effect LabDokument3 Seiten03 Modern Photoelectric Effect LabJuan David ParraNoch keine Bewertungen
- Master1 AM CoursesDokument3 SeitenMaster1 AM CoursesParokotil MidhunNoch keine Bewertungen
- 53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnDokument7 Seiten53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnJohn Aries Almelor Sarza100% (1)
- MCQ Electromagnetism Self-AssessmentDokument2 SeitenMCQ Electromagnetism Self-AssessmentJunaidKhanNoch keine Bewertungen
- 85 Describing Motion OrganizerDokument10 Seiten85 Describing Motion OrganizerFernando Sorto50% (2)
- An Overview of FMCW Systems in MATLABDokument7 SeitenAn Overview of FMCW Systems in MATLABHenry TangNoch keine Bewertungen
- Anti Derivative Chain RuleDokument4 SeitenAnti Derivative Chain Ruletutorciecle123Noch keine Bewertungen
- Engineering Mechanics by TimoshenkoDokument607 SeitenEngineering Mechanics by TimoshenkoJagadish50% (2)
- Unit 6 WS3Dokument2 SeitenUnit 6 WS3Kaitlyn TranNoch keine Bewertungen