Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Practical Guide To Free-Energy DevicesDokument6 SeitenPractical Guide To Free-Energy Devicesoveryounity100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
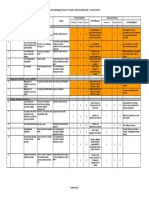
- Environemental Management System - Risk Register - Aspect and Impacts RegisterDokument6 SeitenEnvironemental Management System - Risk Register - Aspect and Impacts Registersjmpak100% (8)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Heavy Fuel OilsDokument114 SeitenHeavy Fuel Oilsrenatomico2Noch keine Bewertungen
- Checklist For Installation Testing & Commissioning of AHU's & FAHU's Rev.02Dokument16 SeitenChecklist For Installation Testing & Commissioning of AHU's & FAHU's Rev.02vhin84Noch keine Bewertungen
- Silkroad Ultimate Guide To PerformanceDokument12 SeitenSilkroad Ultimate Guide To PerformancesjmpakNoch keine Bewertungen
- 2006-2011 Yaris OEM Cruise Control DIY 20110315Dokument34 Seiten2006-2011 Yaris OEM Cruise Control DIY 20110315juanNoch keine Bewertungen
- WeldingDokument193 SeitenWeldingavutu_kunduruNoch keine Bewertungen
- D-11 Chapter 9 Turb Alignment and S P ClearancesDokument17 SeitenD-11 Chapter 9 Turb Alignment and S P ClearancesHernan Giraut100% (2)
- Gas PurificationDokument26 SeitenGas PurificationMahmud Rahman BizoyNoch keine Bewertungen
- Girls Hostel CitdDokument74 SeitenGirls Hostel CitdShyam Raj JillaNoch keine Bewertungen
- PGS-WI-MC-02 Cranes Load Test ProcedureDokument6 SeitenPGS-WI-MC-02 Cranes Load Test ProceduresjmpakNoch keine Bewertungen
- BRKCRS 3146Dokument89 SeitenBRKCRS 3146sjmpakNoch keine Bewertungen
- Flushing ProcedureDokument4 SeitenFlushing ProcedureSarif IslamNoch keine Bewertungen
- CR800 Hybrid Low ResDokument8 SeitenCR800 Hybrid Low RestappannNoch keine Bewertungen
- Centrifugal Pumps and SealDokument32 SeitenCentrifugal Pumps and SealAnatoli KarpobNoch keine Bewertungen
- Assesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFDokument87 SeitenAssesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFVishal Duggal100% (1)
- Kampa Filey 5 Air TentDokument6 SeitenKampa Filey 5 Air TentRichardNoch keine Bewertungen
- Yanmar Engine L48N L100N User ManualDokument104 SeitenYanmar Engine L48N L100N User ManualDavid Alfonso Caraballo100% (5)
- Requirements For Azure Information Protection - AIP - Microsoft DocsDokument2 SeitenRequirements For Azure Information Protection - AIP - Microsoft DocssjmpakNoch keine Bewertungen
- Requirements For Azure Information Protection - AIP - Microsoft DocsDokument5 SeitenRequirements For Azure Information Protection - AIP - Microsoft DocssjmpakNoch keine Bewertungen
- Diamond Threat ModelingDokument21 SeitenDiamond Threat ModelingsjmpakNoch keine Bewertungen
- Requirements For Azure Information Protection - AIP - Microsoft DocsDokument5 SeitenRequirements For Azure Information Protection - AIP - Microsoft DocssjmpakNoch keine Bewertungen
- Diamond PDFDokument61 SeitenDiamond PDFsjmpakNoch keine Bewertungen
- SBM - Screening Form (14412)Dokument2 SeitenSBM - Screening Form (14412)sjmpakNoch keine Bewertungen
- Business Plan Template: Executive SummaryDokument2 SeitenBusiness Plan Template: Executive SummarysjmpakNoch keine Bewertungen
- PGS-FM-MC-01 Measuring Tape Verification RecordDokument1 SeitePGS-FM-MC-01 Measuring Tape Verification RecordsjmpakNoch keine Bewertungen
- Safety GramDokument4 SeitenSafety GramsjmpakNoch keine Bewertungen
- Risk Based Thinking in ISO 9001 2015 PaperDokument5 SeitenRisk Based Thinking in ISO 9001 2015 PapersjmpakNoch keine Bewertungen
- Guidance For StakeholdersDokument25 SeitenGuidance For StakeholderssjmpakNoch keine Bewertungen
- Guidance For OrganisationsDokument24 SeitenGuidance For OrganisationssjmpakNoch keine Bewertungen
- Using DNP3 & IEC 60870-5 Communication Protocols in The Oil & Gas IndustryDokument4 SeitenUsing DNP3 & IEC 60870-5 Communication Protocols in The Oil & Gas IndustryzdnNoch keine Bewertungen
- Articulo de TQM e ISODokument14 SeitenArticulo de TQM e ISONelson GonzalezNoch keine Bewertungen
- 17ME64 DME II Module 5Dokument13 Seiten17ME64 DME II Module 5Shridhar ChinuuNoch keine Bewertungen
- QUOTATION Handling Stretcher & DecoaterDokument10 SeitenQUOTATION Handling Stretcher & DecoaterRaj Kumar GiriNoch keine Bewertungen
- DMC 2016 Plasma MIG PresentationDokument24 SeitenDMC 2016 Plasma MIG PresentationKaushik SenguptaNoch keine Bewertungen
- Fulid-Structure Interaction Webinar SlidesDokument37 SeitenFulid-Structure Interaction Webinar SlidesHarshit AgrahariNoch keine Bewertungen
- Product Series MKX: Gear Pump UnitsDokument24 SeitenProduct Series MKX: Gear Pump UnitstranceinttNoch keine Bewertungen
- Catalytic Dewaxing ProcessDokument45 SeitenCatalytic Dewaxing ProcessBóng Đá- Quán bia tổng hợpNoch keine Bewertungen
- AHTN2022 CHAPTER39 wNOTESDokument17 SeitenAHTN2022 CHAPTER39 wNOTESdoookaNoch keine Bewertungen
- Hermes-Pjt Training Manual: RSJ1/RSH1Dokument152 SeitenHermes-Pjt Training Manual: RSJ1/RSH1Cesar Calderon Gr100% (2)
- Selection PDFDokument5 SeitenSelection PDFKevin RioNoch keine Bewertungen
- Corrosion Guide Galvanic Chart SummaryDokument1 SeiteCorrosion Guide Galvanic Chart SummaryDan CosacNoch keine Bewertungen
- Дизельные электростанции EMSADokument52 SeitenДизельные электростанции EMSABrizmotorsNoch keine Bewertungen
- MSDS Dan LainnyaDokument5 SeitenMSDS Dan Lainnyachristian de vano vienijghansNoch keine Bewertungen
- Introduccion Al Polietileno Industrial PDFDokument29 SeitenIntroduccion Al Polietileno Industrial PDFFabrizzio Valer89% (9)
- Pyrolysis of Poultry Litter Fractions For Bio-Char and Bio-Oil ProductionDokument8 SeitenPyrolysis of Poultry Litter Fractions For Bio-Char and Bio-Oil ProductionMauricio Escobar LabraNoch keine Bewertungen
- HSCDokument13 SeitenHSCrexdindigulNoch keine Bewertungen
- CERAVAC Transmitter: Operating Manual 17200257 - 002 - 02Dokument32 SeitenCERAVAC Transmitter: Operating Manual 17200257 - 002 - 02mayito12093120Noch keine Bewertungen