Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Calibration of Pressure GaugeDokument43 SeitenCalibration of Pressure GaugechonubobbyNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- BS 7882 - 2008 PaperDokument25 SeitenBS 7882 - 2008 PaperMohamed Naser0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- ISO 1402 - Rubber and Plastics Hoses and Assemblies - Hydrostatic Testing PDFDokument9 SeitenISO 1402 - Rubber and Plastics Hoses and Assemblies - Hydrostatic Testing PDFTiago Guimarães100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- EA-10-16rev00 - Guidelines On The Estimation of Uncertainty in Hardness Measurements PDFDokument24 SeitenEA-10-16rev00 - Guidelines On The Estimation of Uncertainty in Hardness Measurements PDFTiago GuimarãesNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Is Iso 6789 2003 PDFDokument22 SeitenIs Iso 6789 2003 PDFsuresh kumar100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- EA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Dokument20 SeitenEA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Tiago GuimarãesNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- ISO IEC 61672-1 - Eletroacoustics - Sound Level Meters PDFDokument45 SeitenISO IEC 61672-1 - Eletroacoustics - Sound Level Meters PDFTiago Guimarães100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- E433-71 (2013) Standard Reference Photographs For Liquid Penetrant InspectionDokument5 SeitenE433-71 (2013) Standard Reference Photographs For Liquid Penetrant InspectionAnonymous 5odj1IcNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- T7086 - Calibration Standard of A Dieal Gauge PDFDokument6 SeitenT7086 - Calibration Standard of A Dieal Gauge PDFTiago GuimarãesNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- EA-10-16rev00 - Guidelines On The Estimation of Uncertainty in Hardness Measurements PDFDokument24 SeitenEA-10-16rev00 - Guidelines On The Estimation of Uncertainty in Hardness Measurements PDFTiago GuimarãesNoch keine Bewertungen
- Ea 4 02Dokument79 SeitenEa 4 02Pippo VenetoNoch keine Bewertungen
- Ea 4 02Dokument79 SeitenEa 4 02Pippo VenetoNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- EA-4-02 REV01 - Expression of The Uncertainty of Measurement in CalibrationDokument29 SeitenEA-4-02 REV01 - Expression of The Uncertainty of Measurement in CalibrationTiago Guimarães100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- EA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Dokument20 SeitenEA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Tiago GuimarãesNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- EA-4-02 REV01 - Expression of The Uncertainty of Measurement in CalibrationDokument29 SeitenEA-4-02 REV01 - Expression of The Uncertainty of Measurement in CalibrationTiago Guimarães100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Ea 4 02Dokument79 SeitenEa 4 02Pippo VenetoNoch keine Bewertungen
- EA-4-02 REV01 - Expression of The Uncertainty of Measurement in CalibrationDokument29 SeitenEA-4-02 REV01 - Expression of The Uncertainty of Measurement in CalibrationTiago Guimarães100% (1)
- EA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Dokument20 SeitenEA-10-14 - Guidelines - Calibration Static Torque Measuring Devices - REV - 00Tiago GuimarãesNoch keine Bewertungen
- Is Iso 6789 2003 PDFDokument22 SeitenIs Iso 6789 2003 PDFsuresh kumar100% (1)
- BS 7882 - 2008 PaperDokument25 SeitenBS 7882 - 2008 PaperMohamed Naser0% (1)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- OIML R 60 Certificate Transformation RequirementsDokument8 SeitenOIML R 60 Certificate Transformation RequirementsTiago GuimarãesNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Series MV3 Midget Directional Control Valves: Bulletin HY14-2103/USDokument2 SeitenSeries MV3 Midget Directional Control Valves: Bulletin HY14-2103/USElias80Noch keine Bewertungen
- Intro Steady Flow Compressible Fluids EnglishDokument2 SeitenIntro Steady Flow Compressible Fluids EnglishOda DemissieNoch keine Bewertungen
- 1 Assignment-2Dokument4 Seiten1 Assignment-2chickenalfredoNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- TURBOMACHINERY EXAMDokument5 SeitenTURBOMACHINERY EXAMfeutseuNoch keine Bewertungen
- ViscosityDokument15 SeitenViscositydiya786Noch keine Bewertungen
- Ex 01Dokument23 SeitenEx 01Sadia HasanNoch keine Bewertungen
- For Turbine: For Pump & Compressor:: Design Parameter - NPH - NQH Specific Speed of TurbineDokument7 SeitenFor Turbine: For Pump & Compressor:: Design Parameter - NPH - NQH Specific Speed of TurbineVirender SawaliyaNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- NACA TN 3169 RoshkoDokument30 SeitenNACA TN 3169 RoshkodickysilitongaNoch keine Bewertungen
- Catalogue English - Industry - CompressedDokument20 SeitenCatalogue English - Industry - CompressedWelly LukmanulhakimNoch keine Bewertungen
- Venturimeter Report PDFDokument7 SeitenVenturimeter Report PDFAhmed M. El-DyastyNoch keine Bewertungen
- Soil Mechanics I Laboratory Class 2: Permeability, Hydraulic ConductivityDokument2 SeitenSoil Mechanics I Laboratory Class 2: Permeability, Hydraulic ConductivityRobert PrinceNoch keine Bewertungen
- Miscellaneous Glue-Code Options Servodyn Elastodyn Aerodyn InflowwindDokument38 SeitenMiscellaneous Glue-Code Options Servodyn Elastodyn Aerodyn InflowwindWernher BraunNoch keine Bewertungen
- Conversion of Gas Flow From m3 To Nm3Dokument2 SeitenConversion of Gas Flow From m3 To Nm3vvijaybhan100% (1)
- Wind Energy 2019Dokument51 SeitenWind Energy 2019Senthil KumarNoch keine Bewertungen
- Development of A Solver For The Heat Equation Using MATLABDokument14 SeitenDevelopment of A Solver For The Heat Equation Using MATLABManan Academy100% (2)
- Saudi Aramco centrifugal pump data sheetDokument7 SeitenSaudi Aramco centrifugal pump data sheetBilel MahjoubNoch keine Bewertungen
- Guidelines for Optimal Pump System DesignDokument2 SeitenGuidelines for Optimal Pump System Designdhanu_aquaNoch keine Bewertungen
- OVAL Corporation: Comblnatlon Alr Ellmlnator-StralnerDokument4 SeitenOVAL Corporation: Comblnatlon Alr Ellmlnator-StralnerChuong DongNoch keine Bewertungen
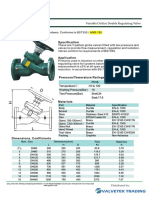
- 1 Gala Balancing Valve Variable Orifice FT Fig DRVF 1210-Df Pn16 65mm To 450mmDokument1 Seite1 Gala Balancing Valve Variable Orifice FT Fig DRVF 1210-Df Pn16 65mm To 450mmNon Etabas GadnatamNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Synthetic Refrigeration Lubricants: Nycolube 7000 SeriesDokument2 SeitenSynthetic Refrigeration Lubricants: Nycolube 7000 SeriesNIKS BHARDWAJNoch keine Bewertungen
- Material Balance Equations PresentationDokument9 SeitenMaterial Balance Equations PresentationDeddy NurfaqihNoch keine Bewertungen
- Culvert PDFDokument12 SeitenCulvert PDFAmeer eng 9 7Noch keine Bewertungen
- Calculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchDokument4 SeitenCalculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchFran CarnaceNoch keine Bewertungen
- Article Summary Enriching The Sea To DeathDokument3 SeitenArticle Summary Enriching The Sea To Deathapi-236051971Noch keine Bewertungen
- LPG Valves and Equipment 2022 23 Rev5.0 WebDokument88 SeitenLPG Valves and Equipment 2022 23 Rev5.0 WebRadient MushfikNoch keine Bewertungen
- A Step-by-Step Approach To Pump Selection Pumps & SystemsDokument6 SeitenA Step-by-Step Approach To Pump Selection Pumps & SystemsABRAHAM ESTRADANoch keine Bewertungen
- Table of Contents (Centrifugal Pumps)Dokument4 SeitenTable of Contents (Centrifugal Pumps)Ton BlokNoch keine Bewertungen
- Applied Fluid Mechanics (MECH 2002)Dokument16 SeitenApplied Fluid Mechanics (MECH 2002)chandan VishvakarmaNoch keine Bewertungen
- Fluid Mechanics Energy EquationDokument61 SeitenFluid Mechanics Energy EquationzezinzezeNoch keine Bewertungen
- 123Dokument7 Seiten123Jennifer Damasco100% (2)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesVon EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertBewertung: 3 von 5 Sternen3/5 (2)