Das könnte Ihnen auch gefallen
- SailPointCustomConnectors PDFDokument17 SeitenSailPointCustomConnectors PDFprudhvi reddy0% (1)
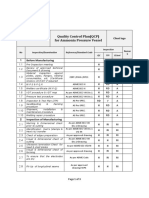
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDokument3 SeitenQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Standards and Codes: Asme Section ViiiDokument44 SeitenStandards and Codes: Asme Section ViiiNitin LuhadiyaNoch keine Bewertungen
- CSWIP Plant Inspection - Levels 1,2 and 3: An Internationally Recognised Certification of CompetenceDokument1 SeiteCSWIP Plant Inspection - Levels 1,2 and 3: An Internationally Recognised Certification of Competenceafiq ahmadNoch keine Bewertungen
- QA/QC Inspector CV - Static Equipment, Welding, Tank InspectionDokument5 SeitenQA/QC Inspector CV - Static Equipment, Welding, Tank InspectionMohammed IlliasuddinNoch keine Bewertungen
- Process Piping Inspection Procedure Rev.2 PDFDokument34 SeitenProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- Chapter 7 - Transient Heat Conduction PDFDokument64 SeitenChapter 7 - Transient Heat Conduction PDFhaqjmiNoch keine Bewertungen
- API & Asme PSV, PZV Orifice AreaDokument2 SeitenAPI & Asme PSV, PZV Orifice AreaUmmer BavaNoch keine Bewertungen
- Pressure Vessel Design Safety in Gas ProcessingDokument7 SeitenPressure Vessel Design Safety in Gas ProcessingTeuku Muhammad ArrahmanNoch keine Bewertungen
- Risk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonDokument20 SeitenRisk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonRichard KoehlerNoch keine Bewertungen
- API 572 Inspection of Pressure VesselsDokument14 SeitenAPI 572 Inspection of Pressure VesselsTahseen JwadNoch keine Bewertungen
- When Should Category M Fluid Service be Selected for ASME B31.3 Piping SystemsDokument2 SeitenWhen Should Category M Fluid Service be Selected for ASME B31.3 Piping Systemsgpskumar22Noch keine Bewertungen
- Pressure Vessel Inspection 01Dokument9 SeitenPressure Vessel Inspection 01Bhavani PrasadNoch keine Bewertungen
- ASME VIII Div 1 ReportDokument12 SeitenASME VIII Div 1 ReportAmir Zamri100% (2)
- Inspection and Test Plan For Process PipingDokument4 SeitenInspection and Test Plan For Process PipingRobin GuNoch keine Bewertungen
- Lifetime Extension Steam TurbineDokument10 SeitenLifetime Extension Steam Turbineramakantinamdar100% (1)
- Pressure Vessel Plate Material RequirementsDokument4 SeitenPressure Vessel Plate Material RequirementsYetkin ErdoğanNoch keine Bewertungen
- To Commissioning Manual: Appendix No. 1Dokument7 SeitenTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNoch keine Bewertungen
- Design DocumentDokument10 SeitenDesign DocumentLiza WoodsNoch keine Bewertungen
- Sea Course - PG Diploma in Pressure Vessel Design Engg PDFDokument10 SeitenSea Course - PG Diploma in Pressure Vessel Design Engg PDFumeshNoch keine Bewertungen
- SiliconeSurfactants SILTECHDokument6 SeitenSiliconeSurfactants SILTECHA MahmoodNoch keine Bewertungen
- Piping B31.3Dokument30 SeitenPiping B31.3Tito Fernandez100% (2)
- Wetex Middle East Exhibitors 2016Dokument7 SeitenWetex Middle East Exhibitors 2016Dinkar JoshiNoch keine Bewertungen
- PetroSync - ASME PCC 2 - Pressure of Equipment 2018Dokument5 SeitenPetroSync - ASME PCC 2 - Pressure of Equipment 2018Ali AsgharNoch keine Bewertungen
- (Developments in Geotechnical Engineering 75) Sven Hansbo (Eds.) - Foundation Engineering-Academic Press, Elsevier (1994) PDFDokument534 Seiten(Developments in Geotechnical Engineering 75) Sven Hansbo (Eds.) - Foundation Engineering-Academic Press, Elsevier (1994) PDFপ্রিয়দীপ প্রিয়মNoch keine Bewertungen
- Piping Inspection Basics For The BeginnersDokument6 SeitenPiping Inspection Basics For The Beginnersramyatan SinghNoch keine Bewertungen
- Hot TapingDokument61 SeitenHot TapingMuzaffar100% (1)
- Electrode Cert PDFDokument5 SeitenElectrode Cert PDFMohd Farid OsmanNoch keine Bewertungen
- HarvestersDokument132 SeitenHarvestersLeTraitimbenletkNoch keine Bewertungen
- Vessel TrainingDokument42 SeitenVessel TrainingManoranjan pratap Singh100% (1)
- Visual Inspection Pr.Dokument7 SeitenVisual Inspection Pr.mtariqmasood100% (1)
- Piping Shop ExxonDokument12 SeitenPiping Shop ExxonJosua Sahat Parulian Sinaga100% (1)
- TH10 - Pipe Loop or Expansion JointsDokument3 SeitenTH10 - Pipe Loop or Expansion JointsloukatsNoch keine Bewertungen
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDokument10 SeitenEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNoch keine Bewertungen
- Cswip 3.1 & 3.2 Details NewDokument16 SeitenCswip 3.1 & 3.2 Details NewPranay Kumar100% (1)
- Shell and Tube Heat Exchanger TPIDokument9 SeitenShell and Tube Heat Exchanger TPIpstechnical_43312697Noch keine Bewertungen
- Inspection Pressure Vessels Heads PDFDokument4 SeitenInspection Pressure Vessels Heads PDFKarthikeyan GanesanNoch keine Bewertungen
- Inline Inspection of Pipeline: Intelligent PiggingDokument10 SeitenInline Inspection of Pipeline: Intelligent PiggingMitesh JuikarNoch keine Bewertungen
- TUV India PRESSURE VESSEL InspectionDokument24 SeitenTUV India PRESSURE VESSEL InspectionParthiban NCNoch keine Bewertungen
- Quality Assurance Audit For Piping FabricationDokument3 SeitenQuality Assurance Audit For Piping Fabricationapply19842371Noch keine Bewertungen
- Preguntas Practicas ASME B31.3Dokument25 SeitenPreguntas Practicas ASME B31.3Andres BermudezNoch keine Bewertungen
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDokument18 SeitenInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNoch keine Bewertungen
- QC TolaranceDokument35 SeitenQC TolaranceRajkumar A100% (1)
- Piping IsometricDokument8 SeitenPiping IsometricMohamad AzuwanNoch keine Bewertungen
- Boliers and Pressure VesselsDokument33 SeitenBoliers and Pressure VesselslourenceNoch keine Bewertungen
- Form U-1Dokument2 SeitenForm U-14508366279Noch keine Bewertungen
- Introduction To Pressure VesselsDokument17 SeitenIntroduction To Pressure Vesselsvenky2hema100% (1)
- Alignment Methods in Rotating EquipmentDokument6 SeitenAlignment Methods in Rotating EquipmentInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Sample Shutdown Schedule For Heat Exchanger Cleaning and InspectionDokument3 SeitenSample Shutdown Schedule For Heat Exchanger Cleaning and Inspectionman alamNoch keine Bewertungen
- Pressure Vessels AsmeDokument45 SeitenPressure Vessels AsmeetayhailuNoch keine Bewertungen
- WPS SummaryDokument33 SeitenWPS SummaryMidhun K ChandraboseNoch keine Bewertungen
- API 570 Piping Inspector Certification PrepDokument4 SeitenAPI 570 Piping Inspector Certification Prepahmedm2020Noch keine Bewertungen
- API 570 Piping Inspector Training SyllabusDokument2 SeitenAPI 570 Piping Inspector Training SyllabusBidari MediNoch keine Bewertungen
- Types of Flanges-Definition of FlangesDokument4 SeitenTypes of Flanges-Definition of FlangesindikumaNoch keine Bewertungen
- Joint Fit Up and Alignment - StudentDokument22 SeitenJoint Fit Up and Alignment - StudentSankar KrishnanNoch keine Bewertungen
- Asme Sec Ix IntroDokument24 SeitenAsme Sec Ix IntroTim Joseph AlvaroNoch keine Bewertungen
- Fabrication of Pipes PDFDokument2 SeitenFabrication of Pipes PDFLakeisha0% (1)
- 00000-Hx-0001 - Pressure Vessels General SpecificationsDokument8 Seiten00000-Hx-0001 - Pressure Vessels General SpecificationsFernando SpinolaNoch keine Bewertungen
- (Package-2-Mech Works) : Clean Fuels ProjectDokument17 Seiten(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneNoch keine Bewertungen
- LAPESADokument16 SeitenLAPESAmusewejamesoumaNoch keine Bewertungen
- Heat Exchanger Concepts (Att. VIII)Dokument28 SeitenHeat Exchanger Concepts (Att. VIII)Syed M. Imran Ali100% (1)
- Basic WeldingDokument119 SeitenBasic Weldingবিপ্লব পাল100% (2)
- QC Weld PDFDokument13 SeitenQC Weld PDFSATHAM HUSSAINNoch keine Bewertungen
- Asmepcc 2repairleaks Article 4Dokument23 SeitenAsmepcc 2repairleaks Article 4amalhaj2013Noch keine Bewertungen
- OCS Engineering & Construction Visual Inspection ReportDokument1 SeiteOCS Engineering & Construction Visual Inspection ReportvinothNoch keine Bewertungen
- AL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCDokument5 SeitenAL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCCaptainToniesNoch keine Bewertungen
- Vertical Pressure Vessel Engineering EssayDokument17 SeitenVertical Pressure Vessel Engineering EssayÑůti Yė ÃbůNoch keine Bewertungen
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokument11 SeitenASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNoch keine Bewertungen
- P2 Maths SA2 2018 Nanyang Exam PapersDokument30 SeitenP2 Maths SA2 2018 Nanyang Exam PapersRho Natta MatahariNoch keine Bewertungen
- Cabin Crew Photo GuidelinesDokument2 SeitenCabin Crew Photo GuidelinesWynn DizonNoch keine Bewertungen
- MTM1412 Assignment 5Dokument11 SeitenMTM1412 Assignment 5Rho Natta MatahariNoch keine Bewertungen
- Assignment 2 PDFDokument6 SeitenAssignment 2 PDFRho Natta MatahariNoch keine Bewertungen
- MTM1412 Assignment 4 PDFDokument9 SeitenMTM1412 Assignment 4 PDFRho Natta MatahariNoch keine Bewertungen
- Solar Cell Chapter 1 Introduction To PhotovoltaicsDokument10 SeitenSolar Cell Chapter 1 Introduction To PhotovoltaicsRho Natta MatahariNoch keine Bewertungen
- MTM1412 Assignment 3 PDFDokument9 SeitenMTM1412 Assignment 3 PDFRho Natta MatahariNoch keine Bewertungen
- 2 InterpolationDokument7 Seiten2 InterpolationRho Natta MatahariNoch keine Bewertungen
- Internal Combustion EngineDokument3 SeitenInternal Combustion EngineRho Natta MatahariNoch keine Bewertungen
- Introduction To Soil MechanicsDokument20 SeitenIntroduction To Soil MechanicsMaeen AhmedNoch keine Bewertungen
- STAAD Pro Tutorial - Lesson 04 - Selection ToolsDokument3 SeitenSTAAD Pro Tutorial - Lesson 04 - Selection ToolsEBeeNoch keine Bewertungen
- Introduction To Strain GaugesDokument32 SeitenIntroduction To Strain GaugesManjunatha Babu N.s100% (1)
- Catalogue Cable Tray RevDokument40 SeitenCatalogue Cable Tray RevhardiyantodonniNoch keine Bewertungen
- Physical and Chemical Changes Lab ReportDokument5 SeitenPhysical and Chemical Changes Lab ReportWilliam CarriereNoch keine Bewertungen
- Geotech Final ReportDokument38 SeitenGeotech Final Reportapi-320590292Noch keine Bewertungen
- Mastertop TC 458 PDFDokument3 SeitenMastertop TC 458 PDFFrancois-Noch keine Bewertungen
- 7088-Unit 1 A Guide To The IALA MBS 1 An Introduction To The IALA MBSDokument5 Seiten7088-Unit 1 A Guide To The IALA MBS 1 An Introduction To The IALA MBSZuri MpowerNoch keine Bewertungen
- Louie Langas Resume 2019Dokument1 SeiteLouie Langas Resume 2019Louie LangasNoch keine Bewertungen
- Catalog DuctingDokument9 SeitenCatalog DuctingchristiadiargaNoch keine Bewertungen
- HTML DOM TutorialDokument11 SeitenHTML DOM Tutorialapi-3819971100% (1)
- Consolidation: Photocopiable © University of Dayton Publishing, 2012Dokument3 SeitenConsolidation: Photocopiable © University of Dayton Publishing, 2012borboleta_sNoch keine Bewertungen
- Ce R&D/Dli-22/CHANDI/2010-2011 Ce R&D/Dli - 24/CHANDI/2010-2011Dokument61 SeitenCe R&D/Dli-22/CHANDI/2010-2011 Ce R&D/Dli - 24/CHANDI/2010-2011rajjjjjiNoch keine Bewertungen
- Coke Bottle Tutorial For MayaDokument42 SeitenCoke Bottle Tutorial For MayadumbledoreaaaaNoch keine Bewertungen
- TBR Wipro LeanDokument8 SeitenTBR Wipro LeanAnonymous fVnV07HNoch keine Bewertungen
- AMSOIL 10W40 and 10W30 Synthetic Metric Motorycle Oils (MCT - MCF)Dokument2 SeitenAMSOIL 10W40 and 10W30 Synthetic Metric Motorycle Oils (MCT - MCF)amsoildealerNoch keine Bewertungen
- Solid WastesDokument47 SeitenSolid WasteskevinjorgeramosNoch keine Bewertungen
- PNG382 FT en 11Dokument2 SeitenPNG382 FT en 11Misu1983Noch keine Bewertungen
- Foundation DesignDokument7 SeitenFoundation DesignPrasad GNNoch keine Bewertungen
- Customer service records for auto repairsDokument30 SeitenCustomer service records for auto repairsAsad LaghariNoch keine Bewertungen
- EC 351 AC Analog Communication Lab ManualDokument117 SeitenEC 351 AC Analog Communication Lab Manualhodibaaba1Noch keine Bewertungen