Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Homework 1 PDFDokument3 SeitenHomework 1 PDFrt3ll3zNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Spring 2012. March 23Dokument2 SeitenSpring 2012. March 23rt3ll3zNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Spring 2012. Feb. 10Dokument3 SeitenSpring 2012. Feb. 10rt3ll3zNoch keine Bewertungen
- Spring 2012. Feb. 24Dokument2 SeitenSpring 2012. Feb. 24rt3ll3zNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Fall 2011. No. 18Dokument2 SeitenFall 2011. No. 18rt3ll3zNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Fall 2011. Oct. 21Dokument3 SeitenFall 2011. Oct. 21rt3ll3zNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- التقطير المستمرDokument8 Seitenالتقطير المستمرمحمد باسل الحلبيNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Tray Distillation ColumnsDokument27 SeitenTray Distillation ColumnsRajeshkumar Elango0% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Distillation BasicsDokument46 SeitenDistillation BasicsMàâçhë ĶămęłNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Taller Balance Sin RXN QCADokument4 SeitenTaller Balance Sin RXN QCAValentina BaldovinosNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Distillation Column Tray DesignDokument10 SeitenDistillation Column Tray Designvenkatesh801Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Chemistry-Ch 21 - Experimental Design and Separation TechniquesDokument11 SeitenChemistry-Ch 21 - Experimental Design and Separation TechniquesHassan Riaz100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Removal of Benzene From GasolineDokument24 SeitenRemoval of Benzene From GasolineNicholas Cecil Munsami100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Crude Oil RefiniringDokument96 SeitenCrude Oil RefiniringNamwangala Rashid Natindu100% (1)
- Iesc102 PDFDokument17 SeitenIesc102 PDFdr mbaluNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Distilasi Teori 2 (Coulson Bab 11)Dokument8 SeitenDistilasi Teori 2 (Coulson Bab 11)Dewi ApriyaniNoch keine Bewertungen
- Theoretical Plates Calculation by McCabe-Thiele MethodDokument4 SeitenTheoretical Plates Calculation by McCabe-Thiele Methodmohammad shoaibNoch keine Bewertungen
- Argonproperties Book PDFDokument277 SeitenArgonproperties Book PDFDuo EnergyNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Moulin Blanc Nitrocellulose Plantin France Processand Improvementsinthe 1880 Sandearly 1890 SDokument23 SeitenThe Moulin Blanc Nitrocellulose Plantin France Processand Improvementsinthe 1880 Sandearly 1890 SpriyankaNoch keine Bewertungen
- Optimize Energy Use in Distillation: Reactions and SeparationsDokument7 SeitenOptimize Energy Use in Distillation: Reactions and SeparationsVictor RamirezNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- 1725S1TKCE60132018 - Operasi Teknik Kimia III - Pertemuan 8 - TugasDokument2 Seiten1725S1TKCE60132018 - Operasi Teknik Kimia III - Pertemuan 8 - TugasPaulus Sampe LambiNoch keine Bewertungen
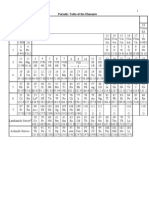
- Periodic Table of The ElementsDokument36 SeitenPeriodic Table of The ElementsJayakaran PachiyappanNoch keine Bewertungen
- Simulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentDokument12 SeitenSimulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentViona WidyaNoch keine Bewertungen
- 5 Shortcut Distillation Distillation ChemcadDokument25 Seiten5 Shortcut Distillation Distillation ChemcadGianmarco CANoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Corrosion in Distillation ColuDokument5 SeitenCorrosion in Distillation ColuOmar EzzatNoch keine Bewertungen
- AssignmentDokument9 SeitenAssignmentJuliene HindsNoch keine Bewertungen
- Final Simulation Paper Chem ConDokument11 SeitenFinal Simulation Paper Chem ConSzidonia DeeNoch keine Bewertungen
- Continuous Distillation Column Lab ReportDokument13 SeitenContinuous Distillation Column Lab ReportAli AhmadNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Feedforward Control of Distillation ColumnsDokument8 SeitenFeedforward Control of Distillation ColumnsjulixeneiseNoch keine Bewertungen
- L1AE - Air Emissions Manual (v1509)Dokument71 SeitenL1AE - Air Emissions Manual (v1509)Samuel ValbuenaNoch keine Bewertungen
- Vle Written Report 2Dokument19 SeitenVle Written Report 2api-408316181Noch keine Bewertungen
- Dehydrogenation Process Description المشروعDokument5 SeitenDehydrogenation Process Description المشروعsaeed909909Noch keine Bewertungen
- Tar and PitchDokument31 SeitenTar and PitchGovind ManglaniNoch keine Bewertungen
- Fractional Distillation of Crude OilDokument7 SeitenFractional Distillation of Crude Oilchuks felix michaelNoch keine Bewertungen
- 071 - 88 Ing.3Dokument18 Seiten071 - 88 Ing.3Leonardo SaggiomoNoch keine Bewertungen
- Preprint - Methods of Stabilization of Gas CondensatesDokument10 SeitenPreprint - Methods of Stabilization of Gas CondensatesMuhammad NaeemNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)