Das könnte Ihnen auch gefallen
- Planilla de Remuneraciones y Boletas de PagoDokument3 SeitenPlanilla de Remuneraciones y Boletas de PagoRony Castro AlvarezNoch keine Bewertungen
- SILABO - Planeamiento y Control de Operaciones - 2017-0-VeranoDokument6 SeitenSILABO - Planeamiento y Control de Operaciones - 2017-0-VeranoAlexandraP.AlarcónNoch keine Bewertungen
- Cal Culo ExpDokument6 SeitenCal Culo ExpAlexandraP.AlarcónNoch keine Bewertungen
- Ley General de PescaDokument15 SeitenLey General de PescaJuan Carlos Matos OchoaNoch keine Bewertungen
- Silabo 2016Dokument6 SeitenSilabo 2016AlexandraP.AlarcónNoch keine Bewertungen
- Pregunta 4Dokument3 SeitenPregunta 4AlexandraP.AlarcónNoch keine Bewertungen
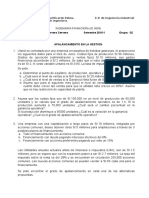
- Practica Dirigida - Apalancamiento en La GestionDokument1 SeitePractica Dirigida - Apalancamiento en La GestionAlexandraP.AlarcónNoch keine Bewertungen
- Calendar I oDokument1 SeiteCalendar I oAlexandraP.AlarcónNoch keine Bewertungen
- Paper 01Dokument8 SeitenPaper 01AlexandraP.AlarcónNoch keine Bewertungen
- Cuestionario No 02 de Procesos de Manufactura IDokument2 SeitenCuestionario No 02 de Procesos de Manufactura ICameliNoch keine Bewertungen
- Lab 01 BioDokument17 SeitenLab 01 BioAlexandraP.AlarcónNoch keine Bewertungen
- Silabo de Procesos de Manufactura I 2011-IIDokument5 SeitenSilabo de Procesos de Manufactura I 2011-IIAlexandraP.AlarcónNoch keine Bewertungen
- Lab. Equip - RefrigDokument4 SeitenLab. Equip - RefrigAlexandraP.AlarcónNoch keine Bewertungen
- PAPER 01eDokument7 SeitenPAPER 01eAlexandraP.AlarcónNoch keine Bewertungen
- BalancedemasaenelprocesodDokument10 SeitenBalancedemasaenelprocesodAlexandraP.AlarcónNoch keine Bewertungen
- Problema Del Agente ViajeroDokument5 SeitenProblema Del Agente ViajeroAlexandraP.AlarcónNoch keine Bewertungen
- Paper 01Dokument7 SeitenPaper 01AlexandraP.AlarcónNoch keine Bewertungen
- Laboratorio 2 (1) DDokument15 SeitenLaboratorio 2 (1) DAlexandraP.AlarcónNoch keine Bewertungen
- Rol Parciales 2015-1Dokument6 SeitenRol Parciales 2015-1AlexandraP.AlarcónNoch keine Bewertungen
- Ejercicios de E::quipos - 1era PCDokument21 SeitenEjercicios de E::quipos - 1era PCAlexandraP.AlarcónNoch keine Bewertungen
- Ejercicios de E::quipos - 1era PCDokument21 SeitenEjercicios de E::quipos - 1era PCAlexandraP.AlarcónNoch keine Bewertungen
- Lab 05 BioDokument20 SeitenLab 05 BioAlexandraP.AlarcónNoch keine Bewertungen
- Algoritmos GRAFOS Y Redes IO3Dokument10 SeitenAlgoritmos GRAFOS Y Redes IO3AlexandraP.AlarcónNoch keine Bewertungen
- Laboratorio 7 Pan Rico PanDokument6 SeitenLaboratorio 7 Pan Rico PanAlexandraP.AlarcónNoch keine Bewertungen
- Lab. 07 Laminado y Conformado de MetalesDokument9 SeitenLab. 07 Laminado y Conformado de MetalesLicasr134Noch keine Bewertungen
- Laboratorio 05 PulvimetalurgiaDokument23 SeitenLaboratorio 05 PulvimetalurgiaAlexandraP.AlarcónNoch keine Bewertungen
- Práctica 3 y 4 QuímicaDokument7 SeitenPráctica 3 y 4 QuímicaFrank Leonardo Centeno PonceNoch keine Bewertungen
- Curso Maniobra OtisDokument68 SeitenCurso Maniobra OtisWilmer Alberto Carrero Fonseca100% (1)
- Curvas de SecadoDokument25 SeitenCurvas de SecadoGAGADAYNoch keine Bewertungen
- Anexo Constantes de Van Der WaalsDokument5 SeitenAnexo Constantes de Van Der WaalsCarlos RocaNoch keine Bewertungen
- Format CPP Esm Martillado PDFDokument1 SeiteFormat CPP Esm Martillado PDFANNEL JHONANoch keine Bewertungen
- RefracciónDokument55 SeitenRefracciónKaren Daliris MRNoch keine Bewertungen
- Antoine LavoisierDokument3 SeitenAntoine LavoisierLuis Andres Muñoz OsoresNoch keine Bewertungen
- Determinacion de GrasaDokument11 SeitenDeterminacion de GrasaJose AlaniaNoch keine Bewertungen
- Materiales PeligrososDokument23 SeitenMateriales PeligrososYohana MartinezNoch keine Bewertungen
- Escaramujo628 Que Es Titanio Extraccion Chiapas GuatemalaDokument11 SeitenEscaramujo628 Que Es Titanio Extraccion Chiapas GuatemalaDanae Álvarez Reina del MezcalNoch keine Bewertungen
- LimnologiaDokument11 SeitenLimnologiaSair SiratoNoch keine Bewertungen
- Trabajo Colaborativo Fase 2 TermodinamicaDokument11 SeitenTrabajo Colaborativo Fase 2 TermodinamicaAsdrubal RoaNoch keine Bewertungen
- Curso P Standard Modulo AviancaDokument128 SeitenCurso P Standard Modulo AviancaErikcang100% (40)
- Eett Protector Cutaneo 3MDokument1 SeiteEett Protector Cutaneo 3MUCINEO HEVESNoch keine Bewertungen
- Quimica 1Dokument6 SeitenQuimica 1winder rojasNoch keine Bewertungen
- Ecuacion de TransporteDokument7 SeitenEcuacion de TransporteRoger Alvaro Aguirre TorresNoch keine Bewertungen
- Examenes Primer ParcialDokument85 SeitenExamenes Primer ParcialMamani Loayza Carly100% (1)
- Especificaciones Técnicas Construcción Infraestrcutura Redes Fibra ÓpticaDokument69 SeitenEspecificaciones Técnicas Construcción Infraestrcutura Redes Fibra Ópticajoaquic100% (1)
- Producción de Sedimentos en CuencasDokument2 SeitenProducción de Sedimentos en CuencasMiguel CrisNoch keine Bewertungen
- S01.s01 Esfuerzo 01Dokument47 SeitenS01.s01 Esfuerzo 01Ronny Cervantes RojasNoch keine Bewertungen
- Memoria de Prácticas Enzimologí1Dokument14 SeitenMemoria de Prácticas Enzimologí1Laura PlazueloNoch keine Bewertungen
- Conductividad TérmicaDokument2 SeitenConductividad TérmicahonnhiNoch keine Bewertungen
- Actividad 12: Control de Las Actividades Celulares: FimcborDokument8 SeitenActividad 12: Control de Las Actividades Celulares: FimcborPedro PulecioNoch keine Bewertungen
- INFORME No. 1 BIOSEGUIRDAD Y CONOCIMENTO DE NORMAS PARA EL TRABAJO EN LABORATORIODokument5 SeitenINFORME No. 1 BIOSEGUIRDAD Y CONOCIMENTO DE NORMAS PARA EL TRABAJO EN LABORATORIOcristoferNoch keine Bewertungen
- Hoja de Seguridad Klorkleen PDFDokument4 SeitenHoja de Seguridad Klorkleen PDFFabianAlejandroNeira100% (1)
- Cómo Convertir El Almidón en Azúcar de MaltaDokument1 SeiteCómo Convertir El Almidón en Azúcar de MaltaIxta Gelato YogNoch keine Bewertungen
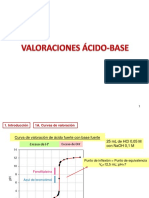
- Semana 7 Valoración Ácido-BaseDokument19 SeitenSemana 7 Valoración Ácido-BaseYhonneer LizarasoNoch keine Bewertungen
- Clase 7Dokument10 SeitenClase 7Alonso Castillo ValderramaNoch keine Bewertungen
- Inorgánic. GuiasDokument25 SeitenInorgánic. GuiasNorman TerceroNoch keine Bewertungen
- Fabricacion de Envases de PlasticoDokument22 SeitenFabricacion de Envases de PlasticoPedro BernabeNoch keine Bewertungen