Das könnte Ihnen auch gefallen
- Made in Italy - EuropeDokument8 SeitenMade in Italy - EuropeenenickNoch keine Bewertungen
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicVon EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNoch keine Bewertungen
- Tubing Data ChartsDokument30 SeitenTubing Data ChartsIvo NunesNoch keine Bewertungen
- Flow TeeDokument1 SeiteFlow TeeMahesh BhansaliNoch keine Bewertungen
- VKVC Launcher-Receiver PDFDokument3 SeitenVKVC Launcher-Receiver PDFKRUNAL SHAHNoch keine Bewertungen
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Dokument31 SeitenStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaNoch keine Bewertungen
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Dokument6 SeitenInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaNoch keine Bewertungen
- R0607-Cm-Itr-08-606 321a PDFDokument13 SeitenR0607-Cm-Itr-08-606 321a PDFShelton S S SheltonNoch keine Bewertungen
- Trepanning Positioning Welding ManualDokument14 SeitenTrepanning Positioning Welding ManualGovindan PerumalNoch keine Bewertungen
- Bolt Tightening ProcedureDokument6 SeitenBolt Tightening Procedureal arabiNoch keine Bewertungen
- MTC, Annexure & Tally Sheet PDFDokument23 SeitenMTC, Annexure & Tally Sheet PDFashish.mathur1Noch keine Bewertungen
- Spectacle Blind FlangeDokument3 SeitenSpectacle Blind Flangemaniastur365Noch keine Bewertungen
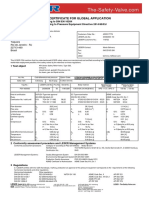
- LVF SPA - GLOBE VALVE - A105N - EN10204 3.1 Material CertificateDokument1 SeiteLVF SPA - GLOBE VALVE - A105N - EN10204 3.1 Material CertificateEMTC EMTCNoch keine Bewertungen
- UntitledDokument400 SeitenUntitledVeena NageshNoch keine Bewertungen
- Pig Launcher Data Sheet 91303 - 8 InchDokument4 SeitenPig Launcher Data Sheet 91303 - 8 InchSinaNoch keine Bewertungen
- AV GasketsDokument2 SeitenAV GasketsAliNoch keine Bewertungen
- PSV 430066 PDFDokument41 SeitenPSV 430066 PDFErikikoNoch keine Bewertungen
- Piping Spec: CS150 TFS 1021: Engineering StandardDokument4 SeitenPiping Spec: CS150 TFS 1021: Engineering Standardbmanojkumar16Noch keine Bewertungen
- Bi-Di PigDokument1 SeiteBi-Di PigrobyharyudhaNoch keine Bewertungen
- 1000 Wog Ball ValveDokument1 Seite1000 Wog Ball ValveSandi AslanNoch keine Bewertungen
- Roc-Master Swivel Ring Flange DatasheetDokument4 SeitenRoc-Master Swivel Ring Flange DatasheetlunloonNoch keine Bewertungen
- Pipes and Fittings BrochureDokument8 SeitenPipes and Fittings BrochurehaggNoch keine Bewertungen
- 2539 4046 02 A1001 003 - Datasheet For Manual Valve - Rev ADokument8 Seiten2539 4046 02 A1001 003 - Datasheet For Manual Valve - Rev ANguyễn ThựcNoch keine Bewertungen
- JIS Flange InformationDokument3 SeitenJIS Flange Informationmcoswald83Noch keine Bewertungen
- Ball Valve Passport 10x8 2500#Dokument43 SeitenBall Valve Passport 10x8 2500#Alejandro RojasNoch keine Bewertungen
- Catalogo SchulzDokument61 SeitenCatalogo SchulzIsabel PulidoNoch keine Bewertungen
- SAES Saudi Aramco Engineering Standard1Dokument14 SeitenSAES Saudi Aramco Engineering Standard1Ibraa IbraaNoch keine Bewertungen
- Sep2017 - Zip - 24785717 - TD - MEC 23R8 01 51 D2 T02 SU 6501 Vol II of II PDFDokument114 SeitenSep2017 - Zip - 24785717 - TD - MEC 23R8 01 51 D2 T02 SU 6501 Vol II of II PDFsuri345Noch keine Bewertungen
- Buried Pipes and Fittings Painting SpecDokument5 SeitenBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- SPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureDokument1 SeiteSPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureAris KancilNoch keine Bewertungen
- They Too Can Be Faked!!!: Certificates Are Not A Guarantee of Authenticity!!Dokument16 SeitenThey Too Can Be Faked!!!: Certificates Are Not A Guarantee of Authenticity!!deckyirawansusantoNoch keine Bewertungen
- Punch List Gas MeteringDokument4 SeitenPunch List Gas MeteringJamal BakhtNoch keine Bewertungen
- MTC - 274470Dokument2 SeitenMTC - 274470sreejith123456Noch keine Bewertungen
- Allied Piping Catalouge 2018Dokument8 SeitenAllied Piping Catalouge 2018ArshadNoch keine Bewertungen
- Tractebel SpecificationDokument69 SeitenTractebel SpecificationShyam MurugesanNoch keine Bewertungen
- Hot Tap Daily Welding Report 1Dokument1 SeiteHot Tap Daily Welding Report 1Jamal BakhtNoch keine Bewertungen
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Dokument64 SeitenPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- Anchor FlangeDokument4 SeitenAnchor FlangeHector MejiaNoch keine Bewertungen
- Company Profile - A&S Co (1) .,LTDDokument20 SeitenCompany Profile - A&S Co (1) .,LTDKhairul Azlan MohamadNoch keine Bewertungen
- Hydrostatic Test Procedure (Rev.1)Dokument8 SeitenHydrostatic Test Procedure (Rev.1)lukman100% (1)
- Material ManagementDokument106 SeitenMaterial ManagementRomi AfriansyahNoch keine Bewertungen
- Valve GF Valve Price List 2015Dokument208 SeitenValve GF Valve Price List 2015Cristian Antonio ParradoNoch keine Bewertungen
- b2020-Tdc-Fas-004 Fasteners r3Dokument2 Seitenb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNoch keine Bewertungen
- List of Stainless Steel and Nickel Alloy Welding ElectrodesDokument3 SeitenList of Stainless Steel and Nickel Alloy Welding ElectrodesFernando RomeroNoch keine Bewertungen
- Pts Industrial & Pipeline Technologies (India) Private LimitedDokument3 SeitenPts Industrial & Pipeline Technologies (India) Private LimitedSomxeshNoch keine Bewertungen
- Form Welding SchematicDokument1 SeiteForm Welding SchematicZainudinNoch keine Bewertungen
- Specifications of LR BendDokument11 SeitenSpecifications of LR BendPrafulla PatilNoch keine Bewertungen
- Data Sheet - Pipeline Barred Tee: Category Sl. Attribute ValueDokument2 SeitenData Sheet - Pipeline Barred Tee: Category Sl. Attribute ValueYusri Fakhrizal100% (1)
- Hydro Forming of T-JOINTDokument12 SeitenHydro Forming of T-JOINTSenthamilselvi RamachandranNoch keine Bewertungen
- Low Pressure Gas Piping Pressure Loss CalculationDokument1 SeiteLow Pressure Gas Piping Pressure Loss CalculationJohn ANoch keine Bewertungen
- EIL - Specification Sheet123Dokument1 SeiteEIL - Specification Sheet123Dinesh ChouguleNoch keine Bewertungen
- Reference List Barred Tee PDFDokument7 SeitenReference List Barred Tee PDFRahmat Riski100% (2)
- CIT Procedure - 14.02.2020 - Rev.01 PDFDokument9 SeitenCIT Procedure - 14.02.2020 - Rev.01 PDFAashish MoyalNoch keine Bewertungen
- Piping Class San 3120 P Et 003Dokument42 SeitenPiping Class San 3120 P Et 003cecilNoch keine Bewertungen
- Datasheet For Steel Grades Special Alloy Gs-25Crmo4Dokument2 SeitenDatasheet For Steel Grades Special Alloy Gs-25Crmo4ssvrNoch keine Bewertungen
- Material Test Certificate: To EN 10204 3.1:2004 Traceability Sheets/Mill/PressureDokument1 SeiteMaterial Test Certificate: To EN 10204 3.1:2004 Traceability Sheets/Mill/PressureMohamed RaafatNoch keine Bewertungen
- Equipment Delivery Erection Schedule-PCB Project 1Dokument1 SeiteEquipment Delivery Erection Schedule-PCB Project 1K.praveenNoch keine Bewertungen
- Sumitomo LinepipeDokument46 SeitenSumitomo LinepipeDekky Mulyadi100% (1)
- Catalog of Seamless Steel Line Pipe of NSSMCDokument8 SeitenCatalog of Seamless Steel Line Pipe of NSSMCRoshan ShanmughanNoch keine Bewertungen
- VP125 Fi (Sj25ja)Dokument117 SeitenVP125 Fi (Sj25ja)张连杉Noch keine Bewertungen
- Butterfly Valve Lug Type 710702-01Dokument1 SeiteButterfly Valve Lug Type 710702-01advantage025Noch keine Bewertungen
- Catalog DC Sports 2013Dokument36 SeitenCatalog DC Sports 2013TeloImportamosNoch keine Bewertungen
- Flow and Level MeterDokument16 SeitenFlow and Level MeterDimas Ady PratamaNoch keine Bewertungen
- Installation and Operation Instruction: Flowcon SM 2"-10", 50-250MmDokument8 SeitenInstallation and Operation Instruction: Flowcon SM 2"-10", 50-250MmBlack SmithNoch keine Bewertungen
- PVEclc-6847-0.1 Generic Vessel PDFDokument61 SeitenPVEclc-6847-0.1 Generic Vessel PDFKarthik AnandanNoch keine Bewertungen
- Manual Operation Isolation ValveDokument4 SeitenManual Operation Isolation ValveEhitishamNoch keine Bewertungen
- Yanbu: Export Refinery ProjectDokument7 SeitenYanbu: Export Refinery ProjectJanakiraman MalligaNoch keine Bewertungen
- Indicative Inspection & Test Plan : Project: - Iocl PanipatDokument2 SeitenIndicative Inspection & Test Plan : Project: - Iocl PanipatAshish DhokNoch keine Bewertungen
- Nema Motor Frame SizesDokument4 SeitenNema Motor Frame SizesjavadNoch keine Bewertungen
- Types of Butterfly Valves (API 609) - ProjectmaterialsDokument19 SeitenTypes of Butterfly Valves (API 609) - Projectmaterialssornapudi.pradeep1991Noch keine Bewertungen
- Flow Meter ManualDokument70 SeitenFlow Meter Manualrommel duranNoch keine Bewertungen
- AVK ValveDokument2 SeitenAVK Valvemih4iNoch keine Bewertungen
- Process Equipment Catalog: Pumping Solutions For Process IndustriesDokument76 SeitenProcess Equipment Catalog: Pumping Solutions For Process IndustriesBilel MahjoubNoch keine Bewertungen
- Yamaha Gts1000ae Aec 1Dokument80 SeitenYamaha Gts1000ae Aec 1Portugalmotorcycletour MototurismoNoch keine Bewertungen
- TransRec 125 SpecDokument15 SeitenTransRec 125 SpecDavid HenrionNoch keine Bewertungen
- 6.1 Data Sheet For Pipeline Ball ValveDokument3 Seiten6.1 Data Sheet For Pipeline Ball ValveDeepak PalNoch keine Bewertungen
- Criticality of High Speed Separable AlignmentDokument27 SeitenCriticality of High Speed Separable AlignmentJose Luis RattiaNoch keine Bewertungen
- C-SP-55-017 - Vertical Turbine PuDokument20 SeitenC-SP-55-017 - Vertical Turbine PuEsteban Rios PitaNoch keine Bewertungen
- Insurance Risk Survey: Eleme Petrochemical Company LimitedDokument19 SeitenInsurance Risk Survey: Eleme Petrochemical Company Limitedkirandevi1981Noch keine Bewertungen
- 3 Fybroc 2530 Series Brochure EnglishDokument12 Seiten3 Fybroc 2530 Series Brochure Englishsai vivekNoch keine Bewertungen
- Hydrant Dispenser 1000gpmDokument2 SeitenHydrant Dispenser 1000gpmJèfrì PìnémNoch keine Bewertungen
- Steam & Condensate Piping PDFDokument7 SeitenSteam & Condensate Piping PDF황철Noch keine Bewertungen
- AFG-1075 Taper-LokConnectors Catalog LowResDokument20 SeitenAFG-1075 Taper-LokConnectors Catalog LowResTTNoch keine Bewertungen
- Genuine Metaris Vane Product Technical Catalog: Pumps & Components - V10/V20, VTM, V, VQ, VQH SeriesDokument63 SeitenGenuine Metaris Vane Product Technical Catalog: Pumps & Components - V10/V20, VTM, V, VQ, VQH SeriesJose Leandro Neves FerreiraNoch keine Bewertungen
- Concentric Butterfly Valve: Complete Solutions For Industrial ValvesDokument10 SeitenConcentric Butterfly Valve: Complete Solutions For Industrial ValvesFederico MoranNoch keine Bewertungen
- Level 3: Machine Level 4: Component Level 5: Unit (1st Digit) Level 6: Unit (2nd Digit)Dokument14 SeitenLevel 3: Machine Level 4: Component Level 5: Unit (1st Digit) Level 6: Unit (2nd Digit)Ace MiadzNoch keine Bewertungen
- Series Picv: (Pressure Independent Control Valve)Dokument40 SeitenSeries Picv: (Pressure Independent Control Valve)rasheedillikkalNoch keine Bewertungen
- 06C1 GHH PDFDokument3 Seiten06C1 GHH PDFm.b.homsyNoch keine Bewertungen
- Hydrowa Piston AccumulatorDokument2 SeitenHydrowa Piston AccumulatorAshish JhaNoch keine Bewertungen
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneVon EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesVon EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNoch keine Bewertungen
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsVon EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNoch keine Bewertungen
- A Baker's Dozen: Real Analog Solutions for Digital DesignersVon EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersBewertung: 4 von 5 Sternen4/5 (1)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionVon EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNoch keine Bewertungen
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessVon EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNoch keine Bewertungen