General Scientific Researches, Vol(3), No (1), February, 2015. pp.
5-10
TI Journals
General Scientific Researches
www.tijournals.com
ISSN:
2409-9872
Copyright 2015. All rights reserved for TI Journals.
Development of Furance with Microcontroller based Temperature
Control System
Babalola Michael Toluwase *
Physics Department, Federal University of Technology, P.M.B. 704, Akure, Ondo State, Nigeria.
Oluborode Gabriel Bayode
National Institute for Freshwater Fisheries Research, P.M.B. 6006, New Bussa, Niger State, Nigeria.
Ewetumo Theophilus
Physics Department, Federal University of Technology, P.M.B. 704, Akure, Ondo State, Nigeria.
*Corresponding author: tkayode2007@yahoo.co
Keywords
Abstract
Furnace
Microcontroller
Temperature
Control system
Refractory bricks
Furnace is an enclosed apparatus in which heat is produced, either by burning a fuel such as coal, or natural gas, or
by passing current through an electrical conductor.
The developed furnace with microcontroller based temperature control system consists of outer dimension of 60cm x
60cm x 75cm and inner dimension of 30cm x 18cm x 18 cm compartments. Nickel-chromium (80% nickel and
20%chromium) with ability to heat up the chamber up to 1280oC was coiled and used as a heating element. The inner
section of the furnace was heavily lagged with refractory bricks to conserve the heat. Type K thermocouple was used
to regulate and permits the temperature of the chamber to be fixed to desirable points. To improve the performance
of the furnace, temperature controllers which consist of high temperature sensor, pre-amplifier, buffer amplifier,
analog-digital converter, microcontroller and intelligent display was designed to monitor the temperature inside the
chamber. The temperature controller was calibrated using standard temperature probes such as mastech meter to
determine the accuracy and precision of the system. It shows that the furnace has perfect temperature control that
monitors the temperature of the chamber and responds appropriately. Testing was carried out to evaluate the
performance of the furnace. From the results obtained, it was observed that the test was successful as the furnace
heated up to 1082oC in less than 30mins with fast heating rate of 67oC/min and the efficiency of 71%, which is
comparable to muffle furnaces purchased from abroad. The lower cost of design of the furnace coupled with its good
heat retaining capacity, uniform heating rate, long estimated life time, safety and ease of maintenance. All these
justify the usage. The furnace can be used for drying, ashing, melting and firing.
1.
Introduction
A furnace is a device that produces heat or a device whose primary function is to apply heat to the interior of an enclosure called chamber. The
development of materials with properties that will suite service requirements is very fundamental in metallurgical and materials research [2]. In
metallic materials, heat treatment has been an age long process utilized to induce structural modification in the material to achieve some
desired properties. This process often relies on the use of furnaces to heat and cool the material following some predefined heating routine cycle
[5], [4], [3]. The desired structural modification can hardly be obtained without the use of the furnace. So furnaces play a crucial role in the
development of metallic materials and scientific research. Furnaces utilized for heat-treatment purposes are basically muffle furnaces and salt
bath furnaces. The working principles of both furnace types are well outlined [6]. Muffle furnaces are common in Nigeria because it is cheaper
and suitable for conventional heat-treatment processes.
Furnaces have numerous advantages that render it suitable in furnaces for metallurgical and scientific research. Such features include close
temperature and heat control, accurate analysis of melt, definite metal refining sequence, high thermal efficiency (as high as 70%), and
production of steel directly from pig iron and steel scrap.
Control of furnace temperature is also an important issue. Control systems are widely applied to satisfy safety requirement and regulation. When
considering the implementation of a control system in a furnace, several measures must be considered: control performance, process
performance and economic performance.
Furnace development requires some special materials that have properties that can withstand high temperature [2]. The amount of heat that is
produced in a furnace can be controlled. To minimize the heat loss by radiation, some furnaces, particularly those used in industries and
laboratories, are insulated. The temperature control system with microcontroller based temperature control supersedes these kinds of circuits [1].
Microcontroller control systems are equipped with special input output units appropriate in furnaces. Furnace has been already developed and
available everywhere. The available ones especially (laboratory furnace) are too costly and they are developed with low temperature. In this
work, a furnace of low cost with microcontroller control system with high temperature will be developed to solve this problem. The aim of this
project work is to develop an electric furnace of temperature range of 70 o C - 1100 oC with microcontroller based temperature control system
using locally available materials.
2.
Materials and methods
2.1 Production of Refractory Bricks from Kaolin Ore
Firstly, the raw materiels mainly kaolin were crushed with an impact crusher and the crushed raw materials are screened. Required raw
materials such as coarse grain of 4 kg, fine grain of 4 kg and powder of 4 kg were weighed. Proper amount of binder was added to make mud
material to form the brick. In this work, magnesium chloride with clean water (300 ml) was used as chemical binder. The material were
adequately and properly mixed and kneaded for 10 minutes after adding the binder to obtain homogeneous mud material. The mixed substance
were carried to the slinger machine where the product was moulded to form the required shape as shown in figure 1.
Babalola Michael Toluwase *, Oluborode Gabriel Bayode, Ewetumo Theophilus
General Scientific Researches Vol(3), No (1), February, 2015.
Before the brick was fired, they were transferred to the drying chamber at temperature of 200 C for about 12 hours to remove excess moisture.
The dried bricks were fired in kiln at 1500C for 52 hours.
2.2 Furnace chamber Fabrication
The furnace developed and constructed has two major parts. The first is heating chamber or the body of the furnace while the second is the
temperature control system. The constructed furnace is made of metal box with outer dimension of 60cm x 60cm x 75cm and inner dimension of
30cm x 18cm x 18cm. Two lengths of angle bar irons were used for the framework of the furnace. On the framework, refractory bricks of
6cmx4cmx4cm in dimension were prepared from kaolin and arranged inform of house blocks as a lagging materials inside the heating chamber. Iron
sheets of 2mm thick were welded to cover the entire body of the furnace (as in figure 2a).
Heating element made of Nichrome wire (80% nickel and 20% chromium) uniformly wound on the muffle was used as shown in figure 2b. It has ability
of maximum heating temperature of 1280C (2336F).
Figure 1. Fired Bricks
Figure 2a: Fabricated Furnace after Installation
Figure 2b: Interior of the furnace
2.3 Construction of temperature control circuits and system
The temperature control system unit consists of a high temperature sensor, pre-amplifier, buffer amplifier, analog-to-digital converter, micro-controller
and intelligent display unit as shown in block diagram in figure.3. A standard thermocouple is connected to a constant voltage source. The temperature
inside the furnace is sensed by the thermocouple and a thermo-emf is produced which is proportional to the measured temperature.
Sensor
(thermocouple)
Intelligent
Display
Pre-amplifier
Microcontroller
Buffer
amplifier
ADC
Figure 3. Block Diagram of Temperature Control System
The output voltage of the thermocouple is fed to an op amp connected as a non-inverting amplifier with a voltage gain Avf given by:
A vf 1
Rf
R1
The output of op amp is fed to a buffer which serves as a link between non-inverting amplifier and ADC. Unwanted high frequency noise was removed
by analog low pass filter and digitalized voltage is read and processed by microcontroller. The temperature is finally displayed on a suitable digital
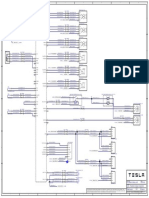
display which connected to a port 3 of the microcontroller. The complete circuit diagram of temperature control system is shown in figure 4.
Type K (Chromel&Alumel) thermocouple was used in this project work according to R.S. Catalogue (1993) it have the sensitivity of 40.6V/oC
at 25oC.
2.4 Operation of the ADC
Figure 5 shows the AD7701 operating in the Asynchronous Communications (AC) mode (MODE pin tied to 5 V). The SCLK pin was
configured as an input, and data was transmitted in two bytes, each in a universal asynchronous receiver and transmitter (UART) compatible
interface that allows the AD7701 to transmit data asynchronously to AT89C52 Microcontroller with one start bit and two stop bits.
Data transmission was initiated by chip select (CS) going low. If CS is low on a falling edge of SCLK, the AD7701 begins transmitting an 8-bit
data byte (DB8 to DB15) with one start bit and two stop bits, as in Figure 6. The SDATA output will then go three-state. The second byte was
transmitted by bringing CS low again and DB0 to DB7 are transmitted in the same format as the first byte. When data ready (DRDY) is high, the
output (pin 28) of ADC is at high impedance. The data received by microcontroller were processed and then compared the temperature values
after conversion with the preset values. If the measured value is less than preset value, the relay is OFF. The flowchart in figure 7 illustrated the
Development of Furance with Microcontroller based Temperature Control System
General Scientific Researches Vol(3), No (1), February, 2015.
L ED
7
8 7
8 7 8
7 8 9
5
V
Rf
5
V
22k
S/H AMP
10k
1 1
0 1
Lm358
Lm358
ANALOG
LOW-PASS
FILTER
Buffer Amplifier
COMPARATOR
+
DIGITAL
FILTER
Sensor
R
1k
2
1
2
3
4
5
6
7
8
9
1
41
13
12
10
1
15
16
17
18
29
0
4
30
39
83
37
63
35
34
3
32
13
20
29
28
27
26
25
24
23
2
1
T89C52 Microcontroller
DAC
Non- inverting Amplifier
General Sigma-Delta ADC
Figure 4. Complete circuit diagram of microcontroller based control system
Figure 5. Shows basic connection of AD7701
Figure 6. Timing diagram of Asynchronous communication mode of AD7701
1 1 1
2 3 4
Babalola Michael Toluwase *, Oluborode Gabriel Bayode, Ewetumo Theophilus
General Scientific Researches Vol(3), No (1), February, 2015.
Figure 7. The flowchart of the temperature controller
2.5 Testing and Examination of the Furnace
The following tests were carryout to check the performance and efficiency of the furnace. (i).The first test were carry out to check if there is any
linkage that can cause electric shock. The Heating system was connected to mains power supply and switched on; electric tester was used to test
all the part of the system including the heating element to check may be there is any linkage that may cause electric shock.
(ii)The second test of the system was simple heating experiment. The system was run empty to check may be the system respond and cut off
when reach the pre-set temperature and also check its maximum temperature it can reach with the corresponding time. The test was successful as
the furnace heated up to 1082oC in less than 30mins.
o
(a) 406 oC
(b) 1082 C
Figure 8. (a, b). Show readings at certain temperatures
(a) Load condition
(b) No load condition
Fig. 9 (a, b)
(iii) The third test is firing test. The furnace was tested under load and no loaded condition. The pre-set temperature is 800oC. Some bricks plates
were placed inside the heating chamber and fired as shown in figure 9. The time reach the pre-set temperature in each case was recorded. The
reach time for no load condition is 12mins while for load condition is 17mins.
Development of Furance with Microcontroller based Temperature Control System
General Scientific Researches Vol(3), No (1), February, 2015.
Table 1. Showing Temperature Variation of Mastech and Furnace
Time (min)
10
11
12
15
16
Temp. of the furnace (oC)
67
134
201
268
353
402
469
534
600
667
734
800
860
879
Temp. of the Mastech (oC)
66
133
202
269
351
399
468
535
600
666
733
801
859
Time (min)
17
18
19
20
21
22
23
24
25
26
27
29
30
Temp. of the furnace (o C)
894
909
924
939
954
969
983
997
1012
1026
1039
1067
1082
Temp. of the Mastech (oC)
894
907
924
938
953
969
984
996
1011
1026
1039
1067
1081
879
Table 2. Shows Cost Analysis of the furnace
MATERIALS
1mm Steel Sheet
angle bar
Body Filler
Paint
Kaolin
Bricks production
Binder
Thermocouple
Welding Electrode
Heating element
Wires (Industrial and Resistance)
Control system
Transportation
Labour
TOTAL
QUANTITY
2 Sheets
2 Lengths
1
1
2 bags(750 kg)
Lot
3
1
COST( N)
5100
1900
450
700
3000
10000
380
1200
700
14100
1300
23200
26000
22500
96,130
2.7 Calibration of Temperature System
A mastech meter that has the same type of thermocouple and resolution was placed together with the system at room temperature. The
temperature indicated by mastech meter at room temperature was 28.5oC. The Rf in figure 4 was adjusted until equal temperature were obtained.
Then the thermocouple of the meter was inserted into the furnace together with the thermocouple of the temperature control system and the
readings shown in table 1 were obtained at every 1 minute interval.
2.8 Cost analysis
The bill for Engineering Management and Evaluation for the newly designed furnace is presented in Table 2. The total cost is #96,130 ($612.29),
although the cost of other minor accessories such as Timer, Switch and Plug was not incorporated. The minimum cost of acquiring a furnace of
the same temperature range from abroad ranges between #314,000 - #549,500 ($2,000 - $3,500). This clearly indicates that the newly designed
furnace is cheaper since the parts were sourced locally. The most expensive part of the developed furnace is the heating element which was
purchased at the rate of #14,100.00 ($89.24). The average life span of the element is over 20 years if the manufacturers guide is followed and the
recommended simple routine maintenance performed regularly.
If the furnace is to be produced on a large scale, the cost of acquiring the furnace will be cheaper since components will be purchased in bulk
which will attract some discounts
3.
Results and discussion
The performance and working efficiency of the furnace was evaluated by determining the furnace heating rate and ability to maintain constant
temperature. The furnace has been tested under load and no load conditions. The time to the pre-set temperature has been measured for each
condition. For the no load condition it was 12mins while for load condition it was 17mins. The time reach in load condition takes more time
because of physic-chemical reactions [7] such as dehydration, decomposition, evaporation and reaction during the fired state. The heating rate
was evaluated using the pre-set temperature and the corresponding time taken.
(1)
The efficiency of the furnace was calculated using
= 0.24
(2)
Where, Q is heat energy (kcal), p is power (watts), t is the time (mins)
( )=
100 %
(3)
Where is efficiency, Q nl is heat energy of no load condition, Ql is heat energy of load.
From the results obtained, it was observed that the tests were successful with fast heating rate of 67oC/min and the efficiency of 71%. The result
shows that it required less than 30 minutes for the furnace to heat up to 1082oC. The temperature of 0 - 1082oC was achieved at resolution of
1oC. Throughout the tests, no crack was observed in the refractory lining, the refractory material used showed high insulation and thermal
stability.
The temperature controller is digital which makes the reading sensed to be accurate; also there is regular temperature check using an external
probe to calibrate the temperature controller thereby guaranteeing effective temperature reading.
Babalola Michael Toluwase *, Oluborode Gabriel Bayode, Ewetumo Theophilus
10
General Scientific Researches Vol(3), No (1), February, 2015.
1200
Temperature (oC)
1000
800
600
Series2
400
Series3
200
0
1
11
16
Time (min)
21
26
Figure 10. Graph of temperature variation of mastech and furnace
Comparing the readings obtained from the calibration of the system in a time interval under the different conditions. It shows that the sensor was
specified with accuracy. The accuracy indicates how closely the sensor can measure the actual or real temperature values. The more accurate a
sensor is, better it will perform. Table 2 shows the result of the calibration of the system. It shows that the furnace has perfect temperature
control that monitors the temperature of the chamber and responds appropriately.
Also, figure 10 shows the variation in temperature reading between the probe meter and the temperature control of the system. It shows that
there is no significant difference between the temperature reading of the meter and the control system.
4.
Conclusion
A step-by-step approach in designing a microcontroller based system for temperature measurement in furnace has been followed. According to
the study and analysis of various parts of the system, a design has been carried out and tested. The results obtained from the temperature
measurement have shown that the system perform well under all the conditions.
The development and performance evaluation of a furnace with microcontroller based temperature control system using locally sourced
materials was carried out in this project work. This clearly indicates that the newly designed furnace is cheaper since the parts were sourced
locally. The results obtained during testing of the furnace reveal that the furnace has a heating rate of 67oC/min and efficiency of 71%, which are
comparable to existing standard furnaces attaining a temperature of well over 1082oC within 30mins. The lower cost of design of the furnace
coupled with its good performance justifies the usage. The furnace can be used for drying, ashing, melting, and firing. Using microcontroller for
the temperature control provided effective, efficient, reliable and robust result.
References
[1]
[2]
[3]
[4]
[5]
[6]
[7]
Clifford J. P and Michael T. M, (1993). Recent development and future trends in PLC programming language and programming tools for real time control,
IEEE Cement Industry Technical Conference, Toronto, Canada. Pg. 220-230.
Flemings, C. M. (2001). Why Materials Science and Engineering is good for Metallurgy. The 2000 Distinguished Lecture in Materials and Society, ASM
International, Metal. Mater.Trans., 32A, Pg.853 860.
Hasanuzzaman, M., Saidur, R., Rahim, N. A. (2010). Analysis of Energy and Exergy of an Annealing Furnace, Proceeding of the 2010 International
Conference on Mechanical and Aerospace Engineering (ICMAE 2010), 26-28 November 2010, Mines Wellness Hotel, Kuala Lumpur, Malaysia, 60-64
Howes, H. (2007). New Approaches to Steel Heat Treatment.2nd Edition, Butterworth, Germany.
Netsushori, K. (1998). Various heat treatment technology, Trends and prospects of heat treatment in 21st century. 3rd Edition, Pg. 201-233.
Rajan T.V., Sharma C.P. and Sharma, A. (1989).Heat Treatment Processes and Technique, 2nd Edition, Prentice Hall of India, New Delhi.
Singer F. and Singer S.S (1979): Industrial Ceramics (Chapman and Hall press, London). Pg. 868-869.
Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Ideal Type of University in Knowledge Society and Compilating Its Indicators in Comparison To The Traditional UniversityDokument5 SeitenThe Ideal Type of University in Knowledge Society and Compilating Its Indicators in Comparison To The Traditional UniversityTI Journals PublishingNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Novel Microwave Assisted Synthesis of Anionic Methyl Ester Sulfonate Based On Renewable SourceDokument5 SeitenNovel Microwave Assisted Synthesis of Anionic Methyl Ester Sulfonate Based On Renewable SourceTI Journals PublishingNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Language Free Character Recognition Using Character Sketch and Center of Gravity ShiftingDokument5 SeitenLanguage Free Character Recognition Using Character Sketch and Center of Gravity ShiftingTI Journals PublishingNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Investigating A Benchmark Cloud Media Resource Allocation and OptimizationDokument5 SeitenInvestigating A Benchmark Cloud Media Resource Allocation and OptimizationTI Journals PublishingNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Effects of Priming Treatments On Germination and Seedling Growth of Anise (Pimpinella Anisum L.)Dokument5 SeitenEffects of Priming Treatments On Germination and Seedling Growth of Anise (Pimpinella Anisum L.)TI Journals PublishingNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Empirical Analysis of The Relationship Between Economic Growth and Energy Consumption in Nigeria: A Multivariate Cointegration ApproachDokument12 SeitenEmpirical Analysis of The Relationship Between Economic Growth and Energy Consumption in Nigeria: A Multivariate Cointegration ApproachTI Journals PublishingNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Numerical Optimization of Biogas Absorber Geometry For Highest Methane Purity of The Egyptian BiogasDokument5 SeitenNumerical Optimization of Biogas Absorber Geometry For Highest Methane Purity of The Egyptian BiogasTI Journals PublishingNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Does Book-to-Market Ratio Matter in Profitability of Momentum Investment Strategy in Tehran Stock Exchange?Dokument5 SeitenDoes Book-to-Market Ratio Matter in Profitability of Momentum Investment Strategy in Tehran Stock Exchange?TI Journals PublishingNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Right To Clean and Safe Drinking Water: The Case of Bottled WaterDokument6 SeitenThe Right To Clean and Safe Drinking Water: The Case of Bottled WaterTI Journals PublishingNoch keine Bewertungen
- Economic Impacts of Fertilizers Subsidy Removal in Canola Production in IranDokument5 SeitenEconomic Impacts of Fertilizers Subsidy Removal in Canola Production in IranTI Journals PublishingNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Impact of Economic Growth and Trade On The Environment: The Canadian CaseDokument11 SeitenThe Impact of Economic Growth and Trade On The Environment: The Canadian CaseTI Journals PublishingNoch keine Bewertungen
- Simulation of Control System in Environment of Mushroom Growing Rooms Using Fuzzy Logic ControlDokument5 SeitenSimulation of Control System in Environment of Mushroom Growing Rooms Using Fuzzy Logic ControlTI Journals PublishingNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Factors Affecting Medication Compliance Behavior Among Hypertension Patients Based On Theory of Planned BehaviorDokument5 SeitenFactors Affecting Medication Compliance Behavior Among Hypertension Patients Based On Theory of Planned BehaviorTI Journals PublishingNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Impact of El Nino and La Nina On The United Arab Emirates (UAE) RainfallDokument6 SeitenThe Impact of El Nino and La Nina On The United Arab Emirates (UAE) RainfallTI Journals PublishingNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Assessment of Some Factors Affecting The Mechanical Properties of Potato TubersDokument6 SeitenAssessment of Some Factors Affecting The Mechanical Properties of Potato TubersTI Journals PublishingNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Simulation of Conditional Least Squares Estimators and Weighted Conditional Least Squares Estimators For The Offspring Mean in A Subcritical Branching Process With ImmigrationDokument7 SeitenThe Simulation of Conditional Least Squares Estimators and Weighted Conditional Least Squares Estimators For The Offspring Mean in A Subcritical Branching Process With ImmigrationTI Journals PublishingNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Evaluation of Efficiency of A Setup Designed For Analysis of Radon Using Electronic Radon DetectorDokument7 SeitenEvaluation of Efficiency of A Setup Designed For Analysis of Radon Using Electronic Radon DetectorTI Journals PublishingNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- Dynamic Hysteresis Band Fixed Frequency Current ControlDokument4 SeitenDynamic Hysteresis Band Fixed Frequency Current ControlTI Journals PublishingNoch keine Bewertungen
- Allelopathic Effects of Aqueous Extracts of Bermuda Grass (Cynodon Dactylon L.) On Germination Characteristics and Seedling Growth of Corn (Zea Maize L.)Dokument3 SeitenAllelopathic Effects of Aqueous Extracts of Bermuda Grass (Cynodon Dactylon L.) On Germination Characteristics and Seedling Growth of Corn (Zea Maize L.)TI Journals PublishingNoch keine Bewertungen
- Documentation of Rice Production Process in Semi-Traditional and Semi-Mechanized Systems in Dargaz, IranDokument5 SeitenDocumentation of Rice Production Process in Semi-Traditional and Semi-Mechanized Systems in Dargaz, IranTI Journals PublishingNoch keine Bewertungen
- Unstable Economy: Reflections On The Effects and Consequences in The Event of Deflation (The Case of Italy)Dokument12 SeitenUnstable Economy: Reflections On The Effects and Consequences in The Event of Deflation (The Case of Italy)TI Journals PublishingNoch keine Bewertungen
- Flexural Properties of Finely Granulated Plastic Waste As A Partial Replacement of Fine Aggregate in ConcreteDokument4 SeitenFlexural Properties of Finely Granulated Plastic Waste As A Partial Replacement of Fine Aggregate in ConcreteTI Journals PublishingNoch keine Bewertungen
- Prediction of Output Energy Based On Different Energy Inputs On Broiler Production Using Application of Adaptive Neural-Fuzzy Inference SystemDokument8 SeitenPrediction of Output Energy Based On Different Energy Inputs On Broiler Production Using Application of Adaptive Neural-Fuzzy Inference SystemTI Journals PublishingNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Emerging Stock Markets and Global Economic System: The Nigeria ExperienceDokument3 SeitenEmerging Stock Markets and Global Economic System: The Nigeria ExperienceTI Journals PublishingNoch keine Bewertungen
- How Does Cooperative Principle (CP) Shape The News? Observance of Gricean Maxims in News Production ProcessDokument6 SeitenHow Does Cooperative Principle (CP) Shape The News? Observance of Gricean Maxims in News Production ProcessTI Journals Publishing100% (1)
- A Review of The Effects of Syrian Refugees Crisis On LebanonDokument11 SeitenA Review of The Effects of Syrian Refugees Crisis On LebanonTI Journals Publishing100% (1)
- Relationship Between Couples Communication Patterns and Marital SatisfactionDokument4 SeitenRelationship Between Couples Communication Patterns and Marital SatisfactionTI Journals PublishingNoch keine Bewertungen
- The Changes of College Students Value Orientation For Womens Social AdvancementDokument5 SeitenThe Changes of College Students Value Orientation For Womens Social AdvancementTI Journals PublishingNoch keine Bewertungen
- Comparison of Addicted and Non-Addicted University Students in Loneliness and Mental HealthDokument3 SeitenComparison of Addicted and Non-Addicted University Students in Loneliness and Mental HealthTI Journals PublishingNoch keine Bewertungen
- The Investigation of Vegetation Cover Changes Around of Hoze-Soltan Lake Using Remote SensingDokument3 SeitenThe Investigation of Vegetation Cover Changes Around of Hoze-Soltan Lake Using Remote SensingTI Journals PublishingNoch keine Bewertungen
- US Navy Course - Fluid Power NAVEDTRA 14105 PDFDokument248 SeitenUS Navy Course - Fluid Power NAVEDTRA 14105 PDFadalghusaNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Hwa Home Warranty of AmericaDokument2 SeitenHwa Home Warranty of Americaapi-297204333Noch keine Bewertungen
- Shaberth Users ManualDokument255 SeitenShaberth Users Manualanhntran4850Noch keine Bewertungen
- GeneralChemistry1 Q1 Mod5 GasesI Version1-1Dokument33 SeitenGeneralChemistry1 Q1 Mod5 GasesI Version1-1Thea Louise Garcia50% (2)
- Sharing Boiler CFB PT Indonesia Power PDFDokument30 SeitenSharing Boiler CFB PT Indonesia Power PDFhamzahNoch keine Bewertungen
- Combustion of Fuels: Calorific Values and Factors Affecting RateDokument25 SeitenCombustion of Fuels: Calorific Values and Factors Affecting RateMuhammad AliNoch keine Bewertungen
- SPECIFIC HEAT AND PHASE CHANGESDokument4 SeitenSPECIFIC HEAT AND PHASE CHANGESMichael Harrichandsingh100% (1)
- Presentation 2 Cooling TowerDokument29 SeitenPresentation 2 Cooling Towereng_moh04Noch keine Bewertungen
- RDW 9 DIVA Air Conditioner Product DetailsDokument1 SeiteRDW 9 DIVA Air Conditioner Product DetailsdzukaNoch keine Bewertungen
- Qualification Test Methods For Satellite ACS Thrusters (Coste)Dokument12 SeitenQualification Test Methods For Satellite ACS Thrusters (Coste)GoldRocket44Noch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Ice PlantDokument101 SeitenIce PlantZa Yon100% (5)
- ASTM D 852 - 02 Solidification Point of BenzeneDokument4 SeitenASTM D 852 - 02 Solidification Point of Benzenealin2005100% (1)
- Online HACCP Plan for RestaurantDokument97 SeitenOnline HACCP Plan for RestaurantDarja Subotički80% (10)
- Aspen Energy Analyzer: User GuideDokument204 SeitenAspen Energy Analyzer: User GuideMatteo TorinoNoch keine Bewertungen
- High Temperature Dry Block Calibrator H23600-500Dokument2 SeitenHigh Temperature Dry Block Calibrator H23600-500Anita VishwakarmaNoch keine Bewertungen
- Rubber ElasticityDokument65 SeitenRubber ElasticityMohd Bashree Abu Bakar100% (1)
- Pin On Disc Test ResultsDokument9 SeitenPin On Disc Test Resultsgaminigsuresh4069Noch keine Bewertungen
- A New Mathematical Dynamic Model For HVAC System Components Based On Matlab SimulinkDokument6 SeitenA New Mathematical Dynamic Model For HVAC System Components Based On Matlab SimulinkFinigan JoyceNoch keine Bewertungen
- Furnace Handbook: General InformationDokument6 SeitenFurnace Handbook: General Informationრაქსშ საჰაNoch keine Bewertungen
- Carrier 24ACC6 PDFDokument20 SeitenCarrier 24ACC6 PDFJojo FernandezNoch keine Bewertungen
- Combustion and Flame Volume 123 Issue 1-2 2000 [Doi 10.1016_s0010-2180(00)00144-9] J.J Saastamoinen; R Taipale; M Horttanainen; P Sarkomaa -- Propagation of the Ignition Front in Beds of Wood ParticlesDokument13 SeitenCombustion and Flame Volume 123 Issue 1-2 2000 [Doi 10.1016_s0010-2180(00)00144-9] J.J Saastamoinen; R Taipale; M Horttanainen; P Sarkomaa -- Propagation of the Ignition Front in Beds of Wood Particleshamed12077Noch keine Bewertungen
- 01Dokument22 Seiten01Ato KwamenaNoch keine Bewertungen
- HVAC Interview QuestionsDokument2 SeitenHVAC Interview Questionsamithkm89% (9)
- CF Combi, SLB Leaflet, enDokument4 SeitenCF Combi, SLB Leaflet, enFlorian_AngererNoch keine Bewertungen
- Refrigeration Commissioning ProcedureDokument12 SeitenRefrigeration Commissioning ProcedureLmaoNoch keine Bewertungen
- C426Dokument5 SeitenC426Rufo CascoNoch keine Bewertungen
- A 1070 - 16Dokument8 SeitenA 1070 - 16Nguyễn Như ThếNoch keine Bewertungen
- ImplosionDokument134 SeitenImplosionAmanat Hossain SumonNoch keine Bewertungen
- 2013 Model S Wiring: LHD Sop2+Eu: Do Not Scale Drawing SheetDokument1 Seite2013 Model S Wiring: LHD Sop2+Eu: Do Not Scale Drawing SheetTan BuiNoch keine Bewertungen
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Handbook of Mechanical and Materials EngineeringVon EverandHandbook of Mechanical and Materials EngineeringBewertung: 5 von 5 Sternen5/5 (4)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (50)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsVon EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNoch keine Bewertungen
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationVon EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationBewertung: 1 von 5 Sternen1/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- The Laws of Thermodynamics: A Very Short IntroductionVon EverandThe Laws of Thermodynamics: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (10)



























































































![Combustion and Flame Volume 123 Issue 1-2 2000 [Doi 10.1016_s0010-2180(00)00144-9] J.J Saastamoinen; R Taipale; M Horttanainen; P Sarkomaa -- Propagation of the Ignition Front in Beds of Wood Particles](https://imgv2-2-f.scribdassets.com/img/document/218948874/149x198/3faec8205c/1397800744?v=1)