Das könnte Ihnen auch gefallen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- 2014-4966-1M-1008 Rev D Hot Water Circulation Pump DatasheetDokument10 Seiten2014-4966-1M-1008 Rev D Hot Water Circulation Pump DatasheetSamuel JohnsonNoch keine Bewertungen
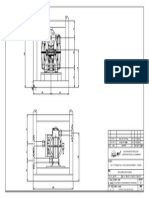
- Southern Petroleum Construction J.S Company: Equipment Arrangement DrawingsDokument1 SeiteSouthern Petroleum Construction J.S Company: Equipment Arrangement DrawingsSamuel JohnsonNoch keine Bewertungen
- GA DrawingDokument8 SeitenGA DrawingSamuel JohnsonNoch keine Bewertungen
- 2014-4966-1M-1008 Rev D Hot Water Circulation Pump DatasheetDokument10 Seiten2014-4966-1M-1008 Rev D Hot Water Circulation Pump DatasheetSamuel JohnsonNoch keine Bewertungen
- Pressure Safety ValveDokument2 SeitenPressure Safety ValveSamuel JohnsonNoch keine Bewertungen
- Pressure Safety ValveDokument2 SeitenPressure Safety ValveSamuel JohnsonNoch keine Bewertungen
- Pressure Safety ValveDokument2 SeitenPressure Safety ValveSamuel JohnsonNoch keine Bewertungen
- ASCO Filter RegulatorDokument4 SeitenASCO Filter RegulatorSamuel JohnsonNoch keine Bewertungen
- RAL and BS British Standard Paint Colour ChartDokument9 SeitenRAL and BS British Standard Paint Colour Chartashish8Noch keine Bewertungen
- Radioactive Source License Schedule PDFDokument1 SeiteRadioactive Source License Schedule PDFSamuel JohnsonNoch keine Bewertungen
- Formula For: Word Formula: Letter Formula:: Pump Outlet FlowDokument2 SeitenFormula For: Word Formula: Letter Formula:: Pump Outlet FlowSamuel JohnsonNoch keine Bewertungen
- Flowrate & Pipe Size PDFDokument10 SeitenFlowrate & Pipe Size PDFSamuel JohnsonNoch keine Bewertungen
- Type of Valve: 1, Gate ValveDokument3 SeitenType of Valve: 1, Gate ValveSamuel JohnsonNoch keine Bewertungen
- Pages From TBDP-A-M-SP-0008 - Rev 0 SPEC FOR CENTRIFUGAL PUMP PDFDokument12 SeitenPages From TBDP-A-M-SP-0008 - Rev 0 SPEC FOR CENTRIFUGAL PUMP PDFSamuel JohnsonNoch keine Bewertungen
- Hello WorldDokument1 SeiteHello WorldSamuel JohnsonNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Assistant Engineer in KamcoDokument16 SeitenAssistant Engineer in KamcoLearn Mechanical EngineeringNoch keine Bewertungen
- FlowCon Fabric Air Diffuser Design ManualDokument12 SeitenFlowCon Fabric Air Diffuser Design Manuallheo cayabasNoch keine Bewertungen
- Annexure-II: West Kuwait GC-01 01-FIT-5102 9/nov/18 Crude OilDokument3 SeitenAnnexure-II: West Kuwait GC-01 01-FIT-5102 9/nov/18 Crude Oila.r.sarateNoch keine Bewertungen
- Joye Et Al.2003.the Canadian Journal of Chemical EngineeringDokument6 SeitenJoye Et Al.2003.the Canadian Journal of Chemical Engineeringvelap15504Noch keine Bewertungen
- PIP PCEFL001-2017 Flow Measurement GuidelinesDokument28 SeitenPIP PCEFL001-2017 Flow Measurement Guidelines刘旭Noch keine Bewertungen
- Bsen 3310 Flow Meter Discharge Coefficient EstimationDokument7 SeitenBsen 3310 Flow Meter Discharge Coefficient Estimationapi-300980681Noch keine Bewertungen
- AGA8 DetailDokument3 SeitenAGA8 DetailIndra RosandiNoch keine Bewertungen
- Hydraulics problems and solutionsDokument2 SeitenHydraulics problems and solutionsDarlene Mae ZaraNoch keine Bewertungen
- Halliburton Main Menu Calculations Grey BookDokument66 SeitenHalliburton Main Menu Calculations Grey BookmimostarNoch keine Bewertungen
- ME4803 Motion Control: The Strengths and Design of Fluid Power SystemsDokument36 SeitenME4803 Motion Control: The Strengths and Design of Fluid Power SystemssayproNoch keine Bewertungen
- APPLICATIONS OF BERNOULLI'S EQUATIONDokument23 SeitenAPPLICATIONS OF BERNOULLI'S EQUATIONRahul ChandrawarNoch keine Bewertungen
- Treatment Plant Hydraulics ProfileDokument11 SeitenTreatment Plant Hydraulics ProfileMadhavan DurairajNoch keine Bewertungen
- Requirements for Fire Pump Suction PipingDokument1 SeiteRequirements for Fire Pump Suction Pipingbhima irabattiNoch keine Bewertungen
- 22.water and Wastewater Treatment Plant HydraulicsDokument127 Seiten22.water and Wastewater Treatment Plant HydraulicsPuerto Parra Plan Aguas SantanderNoch keine Bewertungen
- Technical Data: Foam Chambers Model FCDokument5 SeitenTechnical Data: Foam Chambers Model FCjhoger2012Noch keine Bewertungen
- Van Zyl 2017 JHE Realistic Modeling of Leakage and Intrusion Flows Through Leak Openings in Pipes Abstract PDFDokument1 SeiteVan Zyl 2017 JHE Realistic Modeling of Leakage and Intrusion Flows Through Leak Openings in Pipes Abstract PDFguhmoroNoch keine Bewertungen
- Scanner 2000 Hardware ManualDokument190 SeitenScanner 2000 Hardware ManualKaaberNoch keine Bewertungen
- Oripac-5300 SS316 Orifice Plate Flow MeteringDokument8 SeitenOripac-5300 SS316 Orifice Plate Flow MeteringkicsnerNoch keine Bewertungen
- Sigma Marine Coatings Manual - Part113Dokument2 SeitenSigma Marine Coatings Manual - Part113Tommy2020Noch keine Bewertungen
- Choke ManifoldDokument2 SeitenChoke Manifoldjay_rajeshirke100% (1)
- Ide-242 FinalDokument30 SeitenIde-242 FinalBhausaheb BhavarNoch keine Bewertungen
- Gas Calculation C50 ApiDokument73 SeitenGas Calculation C50 Apidrjonesg19585102Noch keine Bewertungen
- Api 682Dokument132 SeitenApi 682Raul Gonzalez FernandezNoch keine Bewertungen
- Flow Meter 1 PDFDokument24 SeitenFlow Meter 1 PDFcoolNoch keine Bewertungen
- Tmco Single Chamber ManualDokument13 SeitenTmco Single Chamber ManualamcodocontNoch keine Bewertungen
- Understanding ISA S20 API 554 API 555 ISDokument5 SeitenUnderstanding ISA S20 API 554 API 555 ISCeline Dian SitorusNoch keine Bewertungen
- 1.ijewm2201-0417nagamalleswararao 187840Dokument11 Seiten1.ijewm2201-0417nagamalleswararao 187840PIDNoch keine Bewertungen
- CE Lab Manual Covers Fluid Properties ExperimentsDokument39 SeitenCE Lab Manual Covers Fluid Properties ExperimentsPatrick Yañez LaborNoch keine Bewertungen
- KSFC2015-15 HydraForce HTD HF CoverDokument7 SeitenKSFC2015-15 HydraForce HTD HF CoverJesus N RodriguezNoch keine Bewertungen
- Demonstration of Bernoulli's EquationDokument27 SeitenDemonstration of Bernoulli's Equationmahbub1332100% (5)