Das könnte Ihnen auch gefallen
- LoVOCoat - For Low VOC High Performance Solvent Borne CoatingsDokument4 SeitenLoVOCoat - For Low VOC High Performance Solvent Borne CoatingskarlaNoch keine Bewertungen
- Croda How To LoVOCoatDokument6 SeitenCroda How To LoVOCoatkarla100% (1)
- AkzoNobel Paint Eng Tcm54-18194Dokument20 SeitenAkzoNobel Paint Eng Tcm54-18194a2009sNoch keine Bewertungen
- Li Edaplan Metolat Dispersing TechnologyDokument15 SeitenLi Edaplan Metolat Dispersing TechnologyPulbere NeagraNoch keine Bewertungen
- Rhodoline Ote 500Dokument2 SeitenRhodoline Ote 500ReginaldojoaquimNoch keine Bewertungen
- FoamStar ST 2412 August 2018 R3 ED2Dokument2 SeitenFoamStar ST 2412 August 2018 R3 ED2APEX SONNoch keine Bewertungen
- UC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFDokument24 SeitenUC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFchayanunNoch keine Bewertungen
- Clariant Brochure Emulsion Polymerization Portfolio 2017 EN PDFDokument4 SeitenClariant Brochure Emulsion Polymerization Portfolio 2017 EN PDF幸福100% (1)
- 07 Hungary Interior VINNAPAS VAE Dispersions 2018e KotschiDokument62 Seiten07 Hungary Interior VINNAPAS VAE Dispersions 2018e KotschiForeverNoch keine Bewertungen
- SC2889 PDFDokument15 SeitenSC2889 PDFA MahmoodNoch keine Bewertungen
- Can Coating Formulations (Sheet 1 To 4)Dokument3 SeitenCan Coating Formulations (Sheet 1 To 4)No NameNoch keine Bewertungen
- How To Achieve Better Than Acrylic Performance Without Acrylics For Architectural and Masonry PaintsDokument45 SeitenHow To Achieve Better Than Acrylic Performance Without Acrylics For Architectural and Masonry Paintssriatul2006Noch keine Bewertungen
- Primal Ac 369sDokument20 SeitenPrimal Ac 369shongducxxx100% (1)
- 07 ELEMENTIS Wood CoatingsDokument112 Seiten07 ELEMENTIS Wood CoatingsAmit MahajanNoch keine Bewertungen
- Cong Thuc SonDokument23 SeitenCong Thuc Sonvanhung68Noch keine Bewertungen
- Economic Paint RedaDokument1 SeiteEconomic Paint RedaForeverNoch keine Bewertungen
- Acrysol rm-8w 3Dokument4 SeitenAcrysol rm-8w 3Forever0% (1)
- Crayamid 115X - 70%Dokument2 SeitenCrayamid 115X - 70%WALTER KLISSMANNoch keine Bewertungen
- LUBRIZOL General BrochureDokument20 SeitenLUBRIZOL General BrochureMuhammad Ali100% (1)
- Multifunctional Additives: For Paints and CoatingsDokument2 SeitenMultifunctional Additives: For Paints and Coatingspandep22Noch keine Bewertungen
- Evonik-Ancamide 221-X70 - EUDokument5 SeitenEvonik-Ancamide 221-X70 - EUMOHAMED100% (1)
- OMG Americas - Additives BrochureDokument8 SeitenOMG Americas - Additives BrochureUsama AwadNoch keine Bewertungen
- SpecialChem - Coalescing Agents in Coatings - Definition, Types & PropertiesDokument5 SeitenSpecialChem - Coalescing Agents in Coatings - Definition, Types & Propertiesichsan hakimNoch keine Bewertungen
- 01 - 2K PU SB Auto Refinish & Ind Systems 08-10Dokument67 Seiten01 - 2K PU SB Auto Refinish & Ind Systems 08-10محمد عزتNoch keine Bewertungen
- Eastman Coatings: Formulating Solutions: Meeting VOC Regulations With CoalescentsDokument4 SeitenEastman Coatings: Formulating Solutions: Meeting VOC Regulations With Coalescentsvijay662Noch keine Bewertungen
- Long Durability Exterior CoatingDokument1 SeiteLong Durability Exterior CoatingAmit BholaNoch keine Bewertungen
- Acronal ECO 702 AP TI EDA Nov 07Dokument3 SeitenAcronal ECO 702 AP TI EDA Nov 07nanoNoch keine Bewertungen
- Additive Coatings and Inks Ver 2.1 2021Dokument8 SeitenAdditive Coatings and Inks Ver 2.1 2021nano100% (1)
- Dow Performance Solvents: - Your Choice of Coalescent in Waterborne CoatingsDokument4 SeitenDow Performance Solvents: - Your Choice of Coalescent in Waterborne CoatingsAPEX SONNoch keine Bewertungen
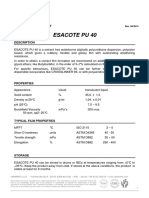
- Esacote Pu 40: Technical Data SheetDokument2 SeitenEsacote Pu 40: Technical Data SheetShambhatiaNoch keine Bewertungen
- Oxylink - Technical Product Information: Additive For Waterborne Resin SystemsDokument32 SeitenOxylink - Technical Product Information: Additive For Waterborne Resin SystemsAPEX SONNoch keine Bewertungen
- Attagel 50: AttapulgiteDokument2 SeitenAttagel 50: AttapulgiteAPEX SON100% (1)
- 24 391 01 Coatings and Inks Additive Selection GuideDokument16 Seiten24 391 01 Coatings and Inks Additive Selection GuideLong An DoNoch keine Bewertungen
- Primal™ SF-016 ErDokument8 SeitenPrimal™ SF-016 ErAPEX SONNoch keine Bewertungen
- 7020P Version 7thDokument1 Seite7020P Version 7thDuc NguyenNoch keine Bewertungen
- PerstorpDokument8 SeitenPerstorpSundarNoch keine Bewertungen
- 8 Interior and Exterior Emulsion PaintsDokument28 Seiten8 Interior and Exterior Emulsion PaintsAPEX SON100% (1)
- Akzonobel Formulation 2C 75 01Dokument1 SeiteAkzonobel Formulation 2C 75 01culiniNoch keine Bewertungen
- ProductsDokument6 SeitenProductsapi-3733260Noch keine Bewertungen
- Dirt-Pickup Resistance Inlowt Elastomeric Coatings: Robert Sandoval, PH.DDokument31 SeitenDirt-Pickup Resistance Inlowt Elastomeric Coatings: Robert Sandoval, PH.Dichsan hakimNoch keine Bewertungen
- Brand+Acronal Brochure Resins+Industrial+Coatings+Selection+Guide EnglishDokument15 SeitenBrand+Acronal Brochure Resins+Industrial+Coatings+Selection+Guide Englishgemm88Noch keine Bewertungen
- Arkema Generalbrochure SmallDokument9 SeitenArkema Generalbrochure SmallRajNoch keine Bewertungen
- RHOPLEX™ MC-1834P: Cement Mortar ModifierDokument6 SeitenRHOPLEX™ MC-1834P: Cement Mortar Modifierhemantrulz100% (1)
- Brochure Matting Agents EDokument60 SeitenBrochure Matting Agents Efrox123Noch keine Bewertungen
- Adekanol Uh-420: Thickener Rheology ModifiersDokument6 SeitenAdekanol Uh-420: Thickener Rheology ModifierszxcvxcvxzcvNoch keine Bewertungen
- Architectural EN-VINAVIL PDFDokument36 SeitenArchitectural EN-VINAVIL PDFSeafar YachtingNoch keine Bewertungen
- Automotive Coatings Product Guide: Resins, Polymers, Dispersants & AdditivesDokument7 SeitenAutomotive Coatings Product Guide: Resins, Polymers, Dispersants & AdditivesAmado ElzNoch keine Bewertungen
- RosinDokument42 SeitenRosinVingiu Katre100% (1)
- Paints and CoatingsDokument10 SeitenPaints and CoatingsJesus Erazo100% (1)
- A New APEO-free Surfactant Solution For The Paint - SolvayDokument24 SeitenA New APEO-free Surfactant Solution For The Paint - Solvayichsan hakimNoch keine Bewertungen
- Supreme: Premium Opacifying Mineral For Titanium Dioxide ExtensionDokument2 SeitenSupreme: Premium Opacifying Mineral For Titanium Dioxide Extensionkensley oliveiraNoch keine Bewertungen
- Arkema Global Coatings Offer 2014Dokument12 SeitenArkema Global Coatings Offer 2014Ahmed TahaNoch keine Bewertungen
- Maxemul Alkyd Emulsifiers How ToDokument13 SeitenMaxemul Alkyd Emulsifiers How ToFernando Stuar Campos Mendoza100% (1)
- Technical Data Sheet: Rexin DP 127Dokument1 SeiteTechnical Data Sheet: Rexin DP 127sriatul2006Noch keine Bewertungen
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Von EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Noch keine Bewertungen
- Issue #9 Printing and Graphics Science Group NewsletterVon EverandIssue #9 Printing and Graphics Science Group NewsletterNoch keine Bewertungen
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachVon EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudBewertung: 5 von 5 Sternen5/5 (1)
- Carboxylic Ortho Acid Derivatives: Preparation and Synthetic Applications: Preparation and Synthetic ApplicationsVon EverandCarboxylic Ortho Acid Derivatives: Preparation and Synthetic Applications: Preparation and Synthetic ApplicationsNoch keine Bewertungen
- Epoxycoat Tag TdsDokument5 SeitenEpoxycoat Tag TdsEvonne TanNoch keine Bewertungen
- Epoxy Flooring QuoteDokument2 SeitenEpoxy Flooring QuoteEvonne TanNoch keine Bewertungen
- Epinamel UC230Dokument3 SeitenEpinamel UC230Evonne TanNoch keine Bewertungen
- Food MicrobiologyDokument1 SeiteFood MicrobiologyEvonne TanNoch keine Bewertungen
- EMP20221209 - Memorandum Pay SecrecyDokument2 SeitenEMP20221209 - Memorandum Pay SecrecyEvonne TanNoch keine Bewertungen
- Pharmaceutics 06 00530 s001Dokument2 SeitenPharmaceutics 06 00530 s001Evonne TanNoch keine Bewertungen
- Pay Secrecy LOV - 20221209Dokument1 SeitePay Secrecy LOV - 20221209Evonne TanNoch keine Bewertungen
- Sexual Harassment and Discrimination Memorandum - FinalDokument7 SeitenSexual Harassment and Discrimination Memorandum - FinalEvonne TanNoch keine Bewertungen
- Emergency Response Procedure - Violent Terror Hostage Incident 70077-1Dokument2 SeitenEmergency Response Procedure - Violent Terror Hostage Incident 70077-1Evonne TanNoch keine Bewertungen
- EMP20221208 - Register Pay SecrecyDokument2 SeitenEMP20221208 - Register Pay SecrecyEvonne TanNoch keine Bewertungen
- God in Creation 2011: Date Group Lesson Lesson Topic Memory VerseDokument3 SeitenGod in Creation 2011: Date Group Lesson Lesson Topic Memory VerseEvonne TanNoch keine Bewertungen
- FORM - Airborne Infectious Diseases Risk Assessment Tool - v1.0Dokument7 SeitenFORM - Airborne Infectious Diseases Risk Assessment Tool - v1.0Evonne TanNoch keine Bewertungen
- Emergency Response Procedure - Threatening Situation 70075-1 1Dokument1 SeiteEmergency Response Procedure - Threatening Situation 70075-1 1Evonne TanNoch keine Bewertungen
- Employsure - COVID Safety Plan TemplateDokument30 SeitenEmploysure - COVID Safety Plan TemplateEvonne TanNoch keine Bewertungen
- Employsure - Compassionate Leave and Sexual Harassment - Employee Handbook Memo - October 2021Dokument2 SeitenEmploysure - Compassionate Leave and Sexual Harassment - Employee Handbook Memo - October 2021Evonne TanNoch keine Bewertungen
- Agrochem Cals Agrochem Cals: Conference OnDokument43 SeitenAgrochem Cals Agrochem Cals: Conference OnEvonne TanNoch keine Bewertungen
- Codex Alimentarius PDFDokument186 SeitenCodex Alimentarius PDFEvonne TanNoch keine Bewertungen
- QSRMC Regulations 2017 PDFDokument107 SeitenQSRMC Regulations 2017 PDFEvonne TanNoch keine Bewertungen
- Difference Between Continual and Continuous ImprovementsDokument1 SeiteDifference Between Continual and Continuous ImprovementsEvonne Tan100% (1)
- Healthcare Quality Assurance ManualDokument77 SeitenHealthcare Quality Assurance ManualEvonne Tan100% (1)
- InPro Corporation-BioPrism Brochure ColoresDokument2 SeitenInPro Corporation-BioPrism Brochure ColoresSam UriarteNoch keine Bewertungen
- Indian Standard: Safety Code For Scaffolds and LaddersDokument33 SeitenIndian Standard: Safety Code For Scaffolds and LaddersUppala Krishna ChaitanyaNoch keine Bewertungen
- Alpers Bruegel's Festive PeasantsDokument15 SeitenAlpers Bruegel's Festive PeasantsKaren BenezraNoch keine Bewertungen
- CMP 1 RainDokument6 SeitenCMP 1 Rainapi-318407364Noch keine Bewertungen
- Visual Artist: Juan AlcazarenDokument10 SeitenVisual Artist: Juan AlcazarenTheNoch keine Bewertungen
- The Uncanny Experiments in Cyborg Culture Chapter 1 Bruce GrenvilleDokument46 SeitenThe Uncanny Experiments in Cyborg Culture Chapter 1 Bruce GrenvilleTaylor ElliottNoch keine Bewertungen
- Writing A College Level EssayDokument4 SeitenWriting A College Level Essayjvscmacaf100% (2)
- GAYATRI Brochure1Dokument8 SeitenGAYATRI Brochure1ChaudharyDakshNoch keine Bewertungen
- Paints and Varnishes - General Tests Methods - Vol 2 - IndexDokument3 SeitenPaints and Varnishes - General Tests Methods - Vol 2 - IndexGilberto ManhattanNoch keine Bewertungen
- Family Tree RubricDokument3 SeitenFamily Tree Rubricapi-214194222Noch keine Bewertungen
- Super Mario Bros PDFDokument6 SeitenSuper Mario Bros PDFJuan RodrigoNoch keine Bewertungen
- 6f Structural Repair Techniques C PDFDokument103 Seiten6f Structural Repair Techniques C PDFTanay WaghNoch keine Bewertungen
- Estimate Construction of London PalaceDokument6 SeitenEstimate Construction of London PalaceRajwinder Singh BansalNoch keine Bewertungen
- Art Market & Nahmad FamilyDokument29 SeitenArt Market & Nahmad FamilyIsaac S HassanNoch keine Bewertungen
- Andy Glynn Portfolio 2016Dokument14 SeitenAndy Glynn Portfolio 2016Andrew GlynnNoch keine Bewertungen
- Paul Harris, Work of The ImaginationDokument11 SeitenPaul Harris, Work of The ImaginationFaith McClure100% (1)
- Advanced Color Image Processing and AnalysisDokument513 SeitenAdvanced Color Image Processing and AnalysisGulzar A BaigNoch keine Bewertungen
- Holy Marriages and Their Outcomes Depicted On Near East Cylinder Seals Tom Van BakelDokument9 SeitenHoly Marriages and Their Outcomes Depicted On Near East Cylinder Seals Tom Van BakelSrini KalyanaramanNoch keine Bewertungen
- History of Photography p23 p176Dokument0 SeitenHistory of Photography p23 p176Emi CabreraNoch keine Bewertungen
- Illustration and Branding With Akram WilliamDokument58 SeitenIllustration and Branding With Akram WilliamGamila ElkordyNoch keine Bewertungen
- Art Appreciation Reviewer FNLDokument22 SeitenArt Appreciation Reviewer FNLSHEEESHNoch keine Bewertungen
- Gaskell, Ivan - Vermeer, Jan-Vermeer's Wager - Speculations On Art History, Theory and Art Museums-Reaktion Books (2000)Dokument272 SeitenGaskell, Ivan - Vermeer, Jan-Vermeer's Wager - Speculations On Art History, Theory and Art Museums-Reaktion Books (2000)inadequacaoNoch keine Bewertungen
- 01 La Exaltacion Del Lugar en La Colonia Britz Emilia Hernandez PezziDokument6 Seiten01 La Exaltacion Del Lugar en La Colonia Britz Emilia Hernandez PezzigaonaleivaNoch keine Bewertungen
- Carpentry Hand Tools and Basic Timber Joints: Draft OnlyDokument28 SeitenCarpentry Hand Tools and Basic Timber Joints: Draft OnlyChristian Rey AbuanNoch keine Bewertungen
- Waste Water Pumping Station-BOQDokument21 SeitenWaste Water Pumping Station-BOQAnton kristanto0% (1)
- How To Mark A Book by Mortimer AdlerDokument4 SeitenHow To Mark A Book by Mortimer AdlerpoddarmNoch keine Bewertungen
- Airfix Club Magazine 11Dokument12 SeitenAirfix Club Magazine 11Silverio100% (2)
- Ascolite - Tile & Stone Fixing ProductsDokument24 SeitenAscolite - Tile & Stone Fixing ProductsNitin LalwaniNoch keine Bewertungen
- Reflection 1aevansDokument1 SeiteReflection 1aevansapi-242735410Noch keine Bewertungen
- Long Span BeamsDokument9 SeitenLong Span BeamsraktalNoch keine Bewertungen