Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chemistry and Manufacture of Hydrogen PDFDokument175 SeitenChemistry and Manufacture of Hydrogen PDFSirius KnightNoch keine Bewertungen
- Mississippi - David J. Hally - King - The Social Archaeology of A Late Mississippian Town in Northwestern Georgia (2008)Dokument614 SeitenMississippi - David J. Hally - King - The Social Archaeology of A Late Mississippian Town in Northwestern Georgia (2008)Thigpen Fockspace100% (1)
- Emax Ep1501Dokument2 SeitenEmax Ep1501Gregory Virhuez NietoNoch keine Bewertungen
- 14-10-03 Apple's Opening Brief in Injunction-Related Appeal PDFDokument194 Seiten14-10-03 Apple's Opening Brief in Injunction-Related Appeal PDFFlorian MuellerNoch keine Bewertungen
- Joaquin, Jr. vs. DrilonDokument7 SeitenJoaquin, Jr. vs. DrilonRA De JoyaNoch keine Bewertungen
- Full Download Learning Principles and Applications 7th Edition Klein Test BankDokument12 SeitenFull Download Learning Principles and Applications 7th Edition Klein Test Banklucas3pkcarterNoch keine Bewertungen
- Lord Teach Us To Pray Ebook PDFDokument288 SeitenLord Teach Us To Pray Ebook PDFJose Lucaban100% (3)
- Abbey St. Bathans Census 1841Dokument7 SeitenAbbey St. Bathans Census 1841grahammaxwellNoch keine Bewertungen
- SANDVIK CJ412:01: Wear Parts CatalogDokument12 SeitenSANDVIK CJ412:01: Wear Parts CatalogIsaias Martins Resende100% (3)
- LIP Case DigestDokument5 SeitenLIP Case DigestJett LabillesNoch keine Bewertungen
- Mud Pumps 1Dokument2 SeitenMud Pumps 1John RongNoch keine Bewertungen
- Spec HWC560S DatasheetDokument2 SeitenSpec HWC560S DatasheetmanyaonislandNoch keine Bewertungen
- GM 10098488 Antenna Part Sales Statistics and InformationDokument9 SeitenGM 10098488 Antenna Part Sales Statistics and InformationJack MitchellNoch keine Bewertungen
- Gil Hyatt USPTO Motion To StayDokument125 SeitenGil Hyatt USPTO Motion To StayAnonymous VXeDekPNoch keine Bewertungen
- Defiant Earth: The Fate of Humans in The Anthropocene by Clive Hamilton (Extract)Dokument10 SeitenDefiant Earth: The Fate of Humans in The Anthropocene by Clive Hamilton (Extract)Allen & Unwin100% (1)
- Hereward Carrington - Vitality, Fasting and Nutrition - A Physiological Study of The Curative Power of F 0Dokument719 SeitenHereward Carrington - Vitality, Fasting and Nutrition - A Physiological Study of The Curative Power of F 0DumnezescuNoch keine Bewertungen
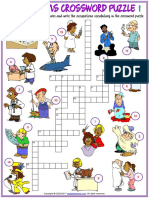
- Occupations Vocabulary Esl Crossword Puzzle Worksheets For Kids PDFDokument10 SeitenOccupations Vocabulary Esl Crossword Puzzle Worksheets For Kids PDFLeonardoSouzaNoch keine Bewertungen
- P and P Imports v. 99 Cents Only Stores - Amended ComplaintDokument70 SeitenP and P Imports v. 99 Cents Only Stores - Amended ComplaintSarah BursteinNoch keine Bewertungen
- ChineseDokument12 SeitenChineseziNoch keine Bewertungen
- ZTE GU Network Performance Improvement Service Proposal - R1.0Dokument7 SeitenZTE GU Network Performance Improvement Service Proposal - R1.0hammadleo100% (1)
- Dwnload Full Foundations of Marketing 8th Edition Pride Solutions Manual PDFDokument12 SeitenDwnload Full Foundations of Marketing 8th Edition Pride Solutions Manual PDFruhsanlefikat100% (11)
- Dwnload Full System Dynamics 3rd Edition Palm Solutions Manual PDFDokument6 SeitenDwnload Full System Dynamics 3rd Edition Palm Solutions Manual PDFdorioclarence305100% (11)
- K 604192 - 11 - Varidor 30AP C2 PDFDokument61 SeitenK 604192 - 11 - Varidor 30AP C2 PDFTaufik Hidayat KurniansyahNoch keine Bewertungen
- Daitin & Associates's Firm BrochureDokument10 SeitenDaitin & Associates's Firm BrochureGolden SwineNoch keine Bewertungen
- Chapter 02Dokument17 SeitenChapter 02Anonymous JTpHoIFnyuNoch keine Bewertungen
- Abercrombie & Fitch Co. v. Hunting World, Inc., 537 F. 2d 4 - Court of Appeals, 2nd Circuit 1976 - Google ScholarDokument7 SeitenAbercrombie & Fitch Co. v. Hunting World, Inc., 537 F. 2d 4 - Court of Appeals, 2nd Circuit 1976 - Google ScholarICNoch keine Bewertungen
- Math Magic Special UserGuide - USDokument90 SeitenMath Magic Special UserGuide - USSuryami GeoffreyNoch keine Bewertungen
- Aelg. 7, 1928. 1,680.238: Pyri IIIDokument13 SeitenAelg. 7, 1928. 1,680.238: Pyri IIIatkilt mechNoch keine Bewertungen
- River - Flows - in - You TabsDokument8 SeitenRiver - Flows - in - You TabsVĩnh Tường Lê PhúcNoch keine Bewertungen