Das könnte Ihnen auch gefallen
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforVon EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNoch keine Bewertungen
- Corrosion and its Consequences for Reinforced Concrete StructuresVon EverandCorrosion and its Consequences for Reinforced Concrete StructuresNoch keine Bewertungen
- Universidad Tecnológica de Altamira: Non Destructive TestDokument21 SeitenUniversidad Tecnológica de Altamira: Non Destructive TestMax BalboaNoch keine Bewertungen
- Automated Coiled Tubing Integrity Monitoring (ACIM) : TechnologyDokument4 SeitenAutomated Coiled Tubing Integrity Monitoring (ACIM) : TechnologyArgonauta_navegadorNoch keine Bewertungen
- Corrosion Under Insulation - Out of Sight Out of MindDokument4 SeitenCorrosion Under Insulation - Out of Sight Out of Mindengr_ahmednassarNoch keine Bewertungen
- NSC LECTURE Sept 2010 - Inspection of Pressure VesselsDokument21 SeitenNSC LECTURE Sept 2010 - Inspection of Pressure VesselsMohammad Abubakar SiddiqNoch keine Bewertungen
- Pitting CorrosionDokument6 SeitenPitting CorrosionKamal JayarajNoch keine Bewertungen
- 2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIDokument10 Seiten2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIAgniva Dutta100% (1)
- 17 - Repairing Internal Corrosion Defects in Pipelines - A Case Study PDFDokument26 Seiten17 - Repairing Internal Corrosion Defects in Pipelines - A Case Study PDF김원재100% (4)
- Case Study On Boiler Welded Joints InspectionDokument10 SeitenCase Study On Boiler Welded Joints Inspectionprakush01975225403100% (2)
- Hull Survey MethodsDokument21 SeitenHull Survey MethodsSanta Clara100% (2)
- Examen de Evaluación API 571Dokument18 SeitenExamen de Evaluación API 571berray2007100% (2)
- CSWIP 3.1U RevisionDokument12 SeitenCSWIP 3.1U Revisionayman coreNoch keine Bewertungen
- Corrosion Control in Industry - ReferenceDokument5 SeitenCorrosion Control in Industry - ReferenceCorrosion FactoryNoch keine Bewertungen
- Xplore Orld Iping: Materials - Corrosion Under InsulationDokument3 SeitenXplore Orld Iping: Materials - Corrosion Under InsulationcelonevesNoch keine Bewertungen
- Accelerated Low Water CorrosionDokument3 SeitenAccelerated Low Water CorrosionmcdaleNoch keine Bewertungen
- A Fracture Mechanics Approach For Analyzing Spiral Weld Pipes Containing CracksDokument9 SeitenA Fracture Mechanics Approach For Analyzing Spiral Weld Pipes Containing CracksaladinsaneNoch keine Bewertungen
- Failure in Service (English)Dokument3 SeitenFailure in Service (English)kalamar102Noch keine Bewertungen
- Dead LegsDokument1 SeiteDead Legsأحمد صبحى100% (1)
- Integrity of Pipeline SystemsDokument2 SeitenIntegrity of Pipeline Systemssl1828Noch keine Bewertungen
- Erosion Forms - Cavitation ErosionDokument5 SeitenErosion Forms - Cavitation ErosionPPMNoch keine Bewertungen
- Failure Analysis in Material ScienceDokument7 SeitenFailure Analysis in Material SciencemaylynXiXNoch keine Bewertungen
- SLB. Corrosion MonitoringDokument67 SeitenSLB. Corrosion MonitoringMauricio Sanchez BNoch keine Bewertungen
- Engineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesDokument9 SeitenEngineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesHuynh Phuc PhungNoch keine Bewertungen
- What Is Corrosion Under InsulationDokument7 SeitenWhat Is Corrosion Under Insulationanggara_nurrachman123Noch keine Bewertungen
- Corrosion Issues and Prevention in Oil IndustryDokument33 SeitenCorrosion Issues and Prevention in Oil IndustryPreet Singh100% (1)
- External Corrosion Direct AssessmentDokument13 SeitenExternal Corrosion Direct Assessmentgunawan refiadi100% (2)
- Using Cathodic Protection To Control Corrosion of Coastal Reinforced Concrete Infrastructures PDFDokument7 SeitenUsing Cathodic Protection To Control Corrosion of Coastal Reinforced Concrete Infrastructures PDFBoussaid SouheilNoch keine Bewertungen
- Appendix 3 WIS 10 Fracture Surfaces ABW David MorganDokument7 SeitenAppendix 3 WIS 10 Fracture Surfaces ABW David Morgan4romi89Noch keine Bewertungen
- CORROSION IN MARINE ENVIRONMENT The Type PDFDokument5 SeitenCORROSION IN MARINE ENVIRONMENT The Type PDFHotnCrispy CrispyNoch keine Bewertungen
- CROSS Newsletter 8Dokument7 SeitenCROSS Newsletter 8wnock49Noch keine Bewertungen
- Corrosion Detection Midterm LessonDokument52 SeitenCorrosion Detection Midterm LessonVv ZoidNoch keine Bewertungen
- Chloride Ion CorrosionDokument11 SeitenChloride Ion CorrosionJon García CaballeroNoch keine Bewertungen
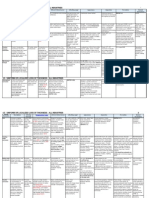
- 4.2 Mechanical and Metallurgical Damages - All IndustriesDokument4 Seiten4.2 Mechanical and Metallurgical Damages - All IndustriesKimi Konon100% (2)
- Cat 2 Complete Tapas GhatakDokument213 SeitenCat 2 Complete Tapas Ghatakmir zainNoch keine Bewertungen
- Pipeline Integrity MatrixDokument6 SeitenPipeline Integrity Matrixjkhgvdj mnhsnjkhgNoch keine Bewertungen
- The Causes and Prevention of Pipeline Failures (Metallurgical Consultants) PDFDokument24 SeitenThe Causes and Prevention of Pipeline Failures (Metallurgical Consultants) PDFscofiel1100% (1)
- The Advantages of Adhesive Bonding IncludeDokument6 SeitenThe Advantages of Adhesive Bonding Includeraj mohanNoch keine Bewertungen
- Advances in Modeling Concrete Service LifeDokument164 SeitenAdvances in Modeling Concrete Service LifeCarlos Augusto Sánchez RondónNoch keine Bewertungen
- 1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantDokument12 Seiten1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantHerry Eci MuhammadNoch keine Bewertungen
- Lovitos Daniel S SEAM 3 Act 2Dokument14 SeitenLovitos Daniel S SEAM 3 Act 2KALOY SANTOSNoch keine Bewertungen
- UT Weld InspectionDokument56 SeitenUT Weld Inspectionkoib789100% (11)
- Corrosion CouponsDokument2 SeitenCorrosion CouponsAsNoch keine Bewertungen
- OPTIMIZATIONOFDAMMONITORINGFORLONGCONCRETEBUTTRESSDAMS Nordstrmetal Paper PDFDokument17 SeitenOPTIMIZATIONOFDAMMONITORINGFORLONGCONCRETEBUTTRESSDAMS Nordstrmetal Paper PDFAlexander Felix PeniNoch keine Bewertungen
- Smarter Materials Selection For Corrosion Control PDFDokument12 SeitenSmarter Materials Selection For Corrosion Control PDFAsyraf Nordin100% (1)
- Pigging TerminologyDokument7 SeitenPigging Terminologyssv_076874Noch keine Bewertungen
- Yao2014 Crackdetection Concrete ReviewDokument27 SeitenYao2014 Crackdetection Concrete ReviewAntony Jacob AshishNoch keine Bewertungen
- CorrosionDokument33 SeitenCorrosionSherina Mae GonzalesNoch keine Bewertungen
- Weld FatigueDokument10 SeitenWeld FatigueBrandon AllenNoch keine Bewertungen
- Understanding Brittle Fracture and How To Detect ItDokument21 SeitenUnderstanding Brittle Fracture and How To Detect ItOlusayoNoch keine Bewertungen
- A Master's Guide To Ships' Piping PDFDokument32 SeitenA Master's Guide To Ships' Piping PDFMohamed FouadNoch keine Bewertungen
- Flexible Riser Pipes" Problems and UnknownsDokument9 SeitenFlexible Riser Pipes" Problems and UnknownsfdoppelNoch keine Bewertungen
- A Master Guide To Ship PipingDokument32 SeitenA Master Guide To Ship PipingRizky Aprianto SetiawanNoch keine Bewertungen
- CHY1701 ETH VL2021220503815 Reference Material I 21-02-2022 Module 3Dokument69 SeitenCHY1701 ETH VL2021220503815 Reference Material I 21-02-2022 Module 3Kilari RohithNoch keine Bewertungen
- Use of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesDokument6 SeitenUse of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesGonzalo TelleríaNoch keine Bewertungen
- AhmedDokument16 SeitenAhmedawaisNoch keine Bewertungen
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsVon EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauNoch keine Bewertungen
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldVon EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldBewertung: 3 von 5 Sternen3/5 (2)
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsVon EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Gas Cutting SafetyDokument2 SeitenGas Cutting SafetyTonmay MajumderNoch keine Bewertungen
- SCG-SH-0201 Lockout Tagout (LOTO) FinalDokument52 SeitenSCG-SH-0201 Lockout Tagout (LOTO) FinalThái TrầnNoch keine Bewertungen
- Wa0010.Dokument6 SeitenWa0010.Zaid Hasan KhanNoch keine Bewertungen
- ZRIMADokument494 SeitenZRIMAأبو الأمين المغربيNoch keine Bewertungen
- Presentation GrihaDokument60 SeitenPresentation GrihaTimila Dangol100% (1)
- Retrofit Guidelines For Suva 95 (R-508B) : RefrigerantsDokument4 SeitenRetrofit Guidelines For Suva 95 (R-508B) : RefrigerantsPhilNoch keine Bewertungen
- Vdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsDokument283 SeitenVdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsBonifasius LgaolNoch keine Bewertungen
- RF-500TB: Output: 0.01W 2.0W (Approx)Dokument1 SeiteRF-500TB: Output: 0.01W 2.0W (Approx)luisfNoch keine Bewertungen
- P300 2Dokument4 SeitenP300 2Kevin LoayzaNoch keine Bewertungen
- Aerzen Rental Covers Temporary Air Requirements: Dear ReadersDokument4 SeitenAerzen Rental Covers Temporary Air Requirements: Dear ReadersFatih YAŞARNoch keine Bewertungen
- ME MotronicDokument3 SeitenME Motronicdory7dawNoch keine Bewertungen
- Hydro ExecutionDokument2 SeitenHydro ExecutionMohit .kNoch keine Bewertungen
- E25b'04 E30h'04 25B'04 30H'04: (69P4) (60B4) (69R4) (69S4)Dokument61 SeitenE25b'04 E30h'04 25B'04 30H'04: (69P4) (60B4) (69R4) (69S4)Mauro SantafeNoch keine Bewertungen
- 2022 AJSO Exam With AnswersDokument24 Seiten2022 AJSO Exam With AnswersWelly Boss HwiNoch keine Bewertungen
- Gunshot Effects SimulationDokument9 SeitenGunshot Effects SimulationezedinNoch keine Bewertungen
- Selection Criteria For EnginesDokument13 SeitenSelection Criteria For EnginesVeda Prasad. RNoch keine Bewertungen
- Citizen Ecoodrive B642Dokument35 SeitenCitizen Ecoodrive B642Stefan LaurentiuNoch keine Bewertungen
- A.s.t.m.22 Manual On The Use of ThermocouplesDokument312 SeitenA.s.t.m.22 Manual On The Use of ThermocouplesAR RmsNoch keine Bewertungen
- Innovation in ConstructionDokument165 SeitenInnovation in Constructionfoush bashaNoch keine Bewertungen
- Human Energy Requirements - FaoDokument2 SeitenHuman Energy Requirements - FaoKaren MazariegosNoch keine Bewertungen
- Progress in Electromagnetics Research, PIER 41, 307-335, 2003Dokument29 SeitenProgress in Electromagnetics Research, PIER 41, 307-335, 2003Vu Duc TuNoch keine Bewertungen
- Pratt & Whitney Canada: Maintenance Manual MANUAL PART NO. 3015442Dokument2 SeitenPratt & Whitney Canada: Maintenance Manual MANUAL PART NO. 3015442Sebastian Ossa OssaNoch keine Bewertungen
- Techumseh 4 Stroke Overhead Valve-Service-ManualDokument94 SeitenTechumseh 4 Stroke Overhead Valve-Service-Manualmpa61100% (2)
- Turbomolecular Pumping Systems: High Vacuum PumpsDokument12 SeitenTurbomolecular Pumping Systems: High Vacuum PumpsnasmineNoch keine Bewertungen
- BETE MaxiPass MetricDokument2 SeitenBETE MaxiPass MetricJavier Alejandro Rodriguez MelgozaNoch keine Bewertungen
- Design of CFBC BoilerDokument86 SeitenDesign of CFBC Boilerhalder.kalyan88% (8)
- Metravi: Digital Ac/Dc Clamp MeterDokument1 SeiteMetravi: Digital Ac/Dc Clamp MeterSAEL SOLARNoch keine Bewertungen
- Central Glass and Ceramic Research Institute - ProjectsDokument3 SeitenCentral Glass and Ceramic Research Institute - ProjectsRavi Kant TripathiNoch keine Bewertungen
- 06 - Chapter 1Dokument14 Seiten06 - Chapter 1Mohsin SumanNoch keine Bewertungen
- Physical ChenistryDokument146 SeitenPhysical ChenistrychemasimNoch keine Bewertungen