Das könnte Ihnen auch gefallen
- Bolt Torquing Tensioning ProcuduresDokument22 SeitenBolt Torquing Tensioning ProcuduresZuberYousuf92% (12)
- SMW Spacer Barfeed 2003manual PDFDokument102 SeitenSMW Spacer Barfeed 2003manual PDF323ci100% (2)
- FMDokument14 SeitenFMJorge Gonzalez LopezNoch keine Bewertungen
- Manual de Operación Mantenimiento y Partes P375WCU P250WCUDokument160 SeitenManual de Operación Mantenimiento y Partes P375WCU P250WCUPercy Cárdenas100% (2)
- Motion 2000 Hydraulic V9 42-02-1P21 A9Dokument294 SeitenMotion 2000 Hydraulic V9 42-02-1P21 A9ElputoAmo XDNoch keine Bewertungen
- Well Testing Guidelines SEODokument8 SeitenWell Testing Guidelines SEOAnugrah FadhlanNoch keine Bewertungen
- HVAC Pressure Test ProceduresDokument8 SeitenHVAC Pressure Test ProceduresHamidullah Asady WardakNoch keine Bewertungen
- FLNG2012 PDFDokument60 SeitenFLNG2012 PDFuniversidaddistritalNoch keine Bewertungen
- Method Statement Piping Works DABBIYADokument11 SeitenMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- Machinery Component Maintenance and RepairVon EverandMachinery Component Maintenance and RepairBewertung: 5 von 5 Sternen5/5 (1)
- Repairing and Maintenance Work PlanDokument5 SeitenRepairing and Maintenance Work PlanMalik RiazNoch keine Bewertungen
- Method Statement-Welding of Piping DabbaiyaDokument11 SeitenMethod Statement-Welding of Piping Dabbaiyasivaparthiban67% (3)
- Oracle P2P Training GuideDokument25 SeitenOracle P2P Training GuideskumaaranNoch keine Bewertungen
- Motion 4000 Traction v9 42-02-2P25 A6Dokument480 SeitenMotion 4000 Traction v9 42-02-2P25 A6ElputoAmo XDNoch keine Bewertungen
- Test Pump Manual Test PumpsDokument9 SeitenTest Pump Manual Test Pumpspt bigiNoch keine Bewertungen
- SD-010404-01 - Test Stump Operating ManualDokument15 SeitenSD-010404-01 - Test Stump Operating ManualFam Escalante OnofreNoch keine Bewertungen
- Make and Break NS2A4Dokument2 SeitenMake and Break NS2A4islam atif100% (2)
- 0 - BV - OCTG - Pre Rig Inspection Procedure .Rev - GEMDokument4 Seiten0 - BV - OCTG - Pre Rig Inspection Procedure .Rev - GEMEduard GadzhievNoch keine Bewertungen
- Pressure Testing of Pipelines: CR Asia GroupDokument7 SeitenPressure Testing of Pipelines: CR Asia Groupvishal bailurNoch keine Bewertungen
- A Practical Guide to Maintenance EngineeringVon EverandA Practical Guide to Maintenance EngineeringBewertung: 4 von 5 Sternen4/5 (6)
- Data Sheet of Fire Water Monitor PDFDokument5 SeitenData Sheet of Fire Water Monitor PDFAlvin SmithNoch keine Bewertungen
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsVon EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsBewertung: 3.5 von 5 Sternen3.5/5 (14)
- Uscator Aer Compresor PDFDokument32 SeitenUscator Aer Compresor PDFMa VioNoch keine Bewertungen
- Safety Ambassador SpeechDokument9 SeitenSafety Ambassador SpeechPraks SaxenaNoch keine Bewertungen
- Data Sheet 26 - Fig FT702 150 T StrainerDokument1 SeiteData Sheet 26 - Fig FT702 150 T StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 26 - Fig FT702 150 T StrainerDokument1 SeiteData Sheet 26 - Fig FT702 150 T StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 26 - Fig FT702 150 T StrainerDokument1 SeiteData Sheet 26 - Fig FT702 150 T StrainerSteve NewmanNoch keine Bewertungen
- Cgah Chiller IomDokument28 SeitenCgah Chiller IomLuong Dao100% (2)
- Vintage Airplane - Aug 1992Dokument36 SeitenVintage Airplane - Aug 1992Aviation/Space History LibraryNoch keine Bewertungen
- User Guide Orifice Plates, Orifice Flanges, Metering Runs and Venturi TubesDokument12 SeitenUser Guide Orifice Plates, Orifice Flanges, Metering Runs and Venturi Tubesxaaabbb_550464353100% (1)
- Hot Tap Form Proposed SignatoriesDokument43 SeitenHot Tap Form Proposed SignatoriesSongAn BuiNoch keine Bewertungen
- Cartridge Valves CT 198974Dokument312 SeitenCartridge Valves CT 198974oleg-spb100% (2)
- Uic-qp-Ins-011 PSV Rev11Dokument12 SeitenUic-qp-Ins-011 PSV Rev11Iksan Adityo MulyoNoch keine Bewertungen
- SAP BODS and HANA Consultant ResumeDokument4 SeitenSAP BODS and HANA Consultant ResumesureshNoch keine Bewertungen
- Catalyst Loading by Sock Method Single Bed Reactor Normal AtmosphereDokument5 SeitenCatalyst Loading by Sock Method Single Bed Reactor Normal Atmospherevishal bailurNoch keine Bewertungen
- A Practical Guide To Construction, Commissioning and Qualification Documentation - and Its Critical Role in Achieving ComplianceDokument8 SeitenA Practical Guide To Construction, Commissioning and Qualification Documentation - and Its Critical Role in Achieving ComplianceModNoch keine Bewertungen
- UL Calibration RequirementsDokument7 SeitenUL Calibration RequirementsMehdi MehdiNoch keine Bewertungen
- HSE Head ProtectionDokument5 SeitenHSE Head ProtectionPudding2007100% (1)
- Dryer-Regenerative-Blower Purge DBP 02250195-405 R00Dokument84 SeitenDryer-Regenerative-Blower Purge DBP 02250195-405 R00andrei20041100% (2)
- Engine Spare Parts Stock - 2Dokument8 SeitenEngine Spare Parts Stock - 2Jahangir HosenNoch keine Bewertungen
- ASTM D5264 - 98 - Standard Practice For Abrasion Resistance of Printed Materials by The Sutherland Rub TesterDokument3 SeitenASTM D5264 - 98 - Standard Practice For Abrasion Resistance of Printed Materials by The Sutherland Rub TesterSinem Eraslan80% (5)
- Flanged Basket Strainers IOMDokument4 SeitenFlanged Basket Strainers IOMSteve NewmanNoch keine Bewertungen
- Kaysafe Temp IOM Rev1-2021Dokument9 SeitenKaysafe Temp IOM Rev1-2021Steve NewmanNoch keine Bewertungen
- Kaysafe - Tee Type - IOM - Rev2-2022Dokument12 SeitenKaysafe - Tee Type - IOM - Rev2-2022Steve NewmanNoch keine Bewertungen
- Honing Procedure: Doc. No.: - Job No.: 26071Dokument10 SeitenHoning Procedure: Doc. No.: - Job No.: 26071Muhammad GaneshaNoch keine Bewertungen
- PCB 112a21Dokument10 SeitenPCB 112a21syamsundariitmNoch keine Bewertungen
- QCP 040 QCP CrmsDokument7 SeitenQCP 040 QCP Crmsarockiyathass100% (1)
- Kaysafe Sight-Flow Glass IOM Rev1-2021Dokument3 SeitenKaysafe Sight-Flow Glass IOM Rev1-2021Steve NewmanNoch keine Bewertungen
- Fire Protetion Alarm Check ValveDokument7 SeitenFire Protetion Alarm Check ValveAbdul HakkimNoch keine Bewertungen
- Lavaojos PortatilDokument16 SeitenLavaojos PortatilFosting SolanoNoch keine Bewertungen
- Manual de Usuario Holiday PcwiDokument12 SeitenManual de Usuario Holiday PcwijerrymcflyNoch keine Bewertungen
- Philips CCB130Dokument147 SeitenPhilips CCB130assimilatNoch keine Bewertungen
- Ump Fan-Air Om Manual - Rev Dec 2014Dokument12 SeitenUmp Fan-Air Om Manual - Rev Dec 2014api-252481722Noch keine Bewertungen
- PM 10Dokument76 SeitenPM 10Luis ManzoNoch keine Bewertungen
- Ict 1000 Series: Hydrostatic Level Transmitter Installation Operation & Maintenance Instruction ManualDokument16 SeitenIct 1000 Series: Hydrostatic Level Transmitter Installation Operation & Maintenance Instruction ManualZer0GNoch keine Bewertungen
- Transair CatalogDokument108 SeitenTransair CatalogAvinash Singh RawatNoch keine Bewertungen
- Pin Brazing Gun - Electrobraze ZE7000Dokument16 SeitenPin Brazing Gun - Electrobraze ZE7000GlennSymingtonNoch keine Bewertungen
- Regulators: Certifi Ed ISO 9001Dokument16 SeitenRegulators: Certifi Ed ISO 9001HUBERT GERMAN BRIOSO BARRENECHEANoch keine Bewertungen
- Syncrotrak Manual v20mDokument50 SeitenSyncrotrak Manual v20mPrzemyslaw SzumnyNoch keine Bewertungen
- RP10Dokument3 SeitenRP10PireyiNoch keine Bewertungen
- LH-C6230P C6231PDokument114 SeitenLH-C6230P C6231Psontuyet82Noch keine Bewertungen
- Motion 2000 Hydraulic v8 42-02-1P20 B7Dokument248 SeitenMotion 2000 Hydraulic v8 42-02-1P20 B7ElputoAmo XD100% (1)
- S-04-HCW-M-40-V001-001 - SA Fan PDFDokument48 SeitenS-04-HCW-M-40-V001-001 - SA Fan PDFElsadig Elkhair100% (1)
- 3517,3524 ManualDokument27 Seiten3517,3524 Manualmmartinezr26095836Noch keine Bewertungen
- TM-10-6640-229-13-and-P Servicio Baño Maria Precision ScientificDokument32 SeitenTM-10-6640-229-13-and-P Servicio Baño Maria Precision ScientificAlejandro LiNoch keine Bewertungen
- Manual Centrifuga UniversalDokument35 SeitenManual Centrifuga Universallebiatan89Noch keine Bewertungen
- Wet Scrubber ManualDokument15 SeitenWet Scrubber ManualYusak Santoso Use100% (1)
- 113B21Dokument10 Seiten113B21Hernan GirautNoch keine Bewertungen
- Welding Procedure ManualDokument7 SeitenWelding Procedure ManualcarlosNoch keine Bewertungen
- Sharp LC32SV29U 46SV49 26SV490Dokument160 SeitenSharp LC32SV29U 46SV49 26SV490jsk_senNoch keine Bewertungen
- คอนโทรลCNC Air DryerDokument38 SeitenคอนโทรลCNC Air Dryerwoody notchbackNoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Kaysafe Engineering - DATA SHEET 17 - FIG Y1500 Y TYPE STRAINERDokument1 SeiteKaysafe Engineering - DATA SHEET 17 - FIG Y1500 Y TYPE STRAINERSteve NewmanNoch keine Bewertungen
- Kaysafe Engineering - Data Sheet 30 - Fig Tb705 Basket (Top Hat) StrainerDokument1 SeiteKaysafe Engineering - Data Sheet 30 - Fig Tb705 Basket (Top Hat) StrainerSteve NewmanNoch keine Bewertungen
- Kaysafe Engineering - DATA SHEET 22 - FIG 97 PN10-16 BASKET STRAINERDokument1 SeiteKaysafe Engineering - DATA SHEET 22 - FIG 97 PN10-16 BASKET STRAINERSteve NewmanNoch keine Bewertungen
- Kaysafe Engineering - Data Sheet 30 - Fig Tb705 Basket (Top Hat) StrainerDokument1 SeiteKaysafe Engineering - Data Sheet 30 - Fig Tb705 Basket (Top Hat) StrainerSteve NewmanNoch keine Bewertungen
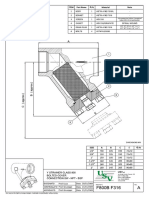
- Kaysafe - F800 SW NPT F316Dokument1 SeiteKaysafe - F800 SW NPT F316Steve NewmanNoch keine Bewertungen
- Data Sheet 29B - Fig TC704 Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29B - Fig TC704 Conical (Witches Hat) StrainerSteve NewmanNoch keine Bewertungen
- Kaysafe - F800 BW A105Dokument1 SeiteKaysafe - F800 BW A105Steve NewmanNoch keine Bewertungen
- Kaysafe - F1500 FLG (BW) F316L ( )Dokument1 SeiteKaysafe - F1500 FLG (BW) F316L ( )Steve NewmanNoch keine Bewertungen
- Data Sheet 30 - Fig TB705 Basket (Top Hat) StrainerDokument1 SeiteData Sheet 30 - Fig TB705 Basket (Top Hat) StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 29 - Fig TC704 Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29 - Fig TC704 Conical (Witches Hat) StrainerSteve NewmanNoch keine Bewertungen
- Kaysafe-MACHINED FROM SOLIDDokument1 SeiteKaysafe-MACHINED FROM SOLIDSteve NewmanNoch keine Bewertungen
- Kaysafe - F1500 SW NPT F316Dokument1 SeiteKaysafe - F1500 SW NPT F316Steve NewmanNoch keine Bewertungen
- Data Sheet 30a - Fig TB705 Basket (Top Hat) Strainer PDFDokument1 SeiteData Sheet 30a - Fig TB705 Basket (Top Hat) Strainer PDFSteve NewmanNoch keine Bewertungen
- Data Sheet 30a - Fig TB705 Basket (Top Hat) StrainerDokument1 SeiteData Sheet 30a - Fig TB705 Basket (Top Hat) StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 31 - Fig TP703 Flat Plate StrainerDokument1 SeiteData Sheet 31 - Fig TP703 Flat Plate StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 29B - Fig TC704 Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29B - Fig TC704 Conical (Witches Hat) StrainerSteve NewmanNoch keine Bewertungen
- Bike GeometryDokument1 SeiteBike GeometrySteve NewmanNoch keine Bewertungen
- Data Sheet 29 - Fig TC704 Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29 - Fig TC704 Conical (Witches Hat) StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 29-9 - Fig TC704 (900) Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29-9 - Fig TC704 (900) Conical (Witches Hat) StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 30 - Fig TB705 Basket (Top Hat) StrainerDokument1 SeiteData Sheet 30 - Fig TB705 Basket (Top Hat) StrainerSteve NewmanNoch keine Bewertungen
- Carburetor VM ManualDokument20 SeitenCarburetor VM ManualSteve NewmanNoch keine Bewertungen
- Data Sheet 29B - Fig TC704 Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29B - Fig TC704 Conical (Witches Hat) StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 29 - Fig TC704 Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29 - Fig TC704 Conical (Witches Hat) StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 25 - Fig Fy701 150-300 y StrainerDokument1 SeiteData Sheet 25 - Fig Fy701 150-300 y StrainerSteve NewmanNoch keine Bewertungen
- Data Sheet 30 - Fig TB705 Basket (Top Hat) Strainer PDFDokument1 SeiteData Sheet 30 - Fig TB705 Basket (Top Hat) Strainer PDFSteve NewmanNoch keine Bewertungen
- Data Sheet 29 - Fig Tc704 Conical (Witches Hat) StrainerDokument1 SeiteData Sheet 29 - Fig Tc704 Conical (Witches Hat) StrainerSteve Newman0% (1)
- Data Sheet 31 - Fig Tp703 Flat Plate StrainerDokument1 SeiteData Sheet 31 - Fig Tp703 Flat Plate StrainerSteve NewmanNoch keine Bewertungen
- NITIE Engineering Program DetailsDokument45 SeitenNITIE Engineering Program DetailsAbhi SahaNoch keine Bewertungen
- (Topic 6) Decision TreeDokument2 Seiten(Topic 6) Decision TreePusat Tuisyen MahajayaNoch keine Bewertungen
- Instant Up Right Cat 2015Dokument40 SeitenInstant Up Right Cat 2015Krishnan SanthanarajNoch keine Bewertungen
- GATPDokument29 SeitenGATPajay78_hiNoch keine Bewertungen
- Bep Brochure PDFDokument12 SeitenBep Brochure PDFandrewvermaakNoch keine Bewertungen
- Rele Minicas IIDokument18 SeitenRele Minicas IIOscar Ernesto RamírezNoch keine Bewertungen
- Sample Financial Case Study - EskerDokument9 SeitenSample Financial Case Study - EskerMaan E100% (1)
- CBP Study GuideDokument2 SeitenCBP Study GuidedeepakbarhateNoch keine Bewertungen
- Helicopter Charter Bucks TrendDokument2 SeitenHelicopter Charter Bucks TrendAtlas HelicoptersNoch keine Bewertungen
- 2004 Swinger Service Manual: PN 042133, REV NCDokument47 Seiten2004 Swinger Service Manual: PN 042133, REV NCGraku MartínNoch keine Bewertungen
- Wall Tile Romane BookletDokument55 SeitenWall Tile Romane Bookletmuhamad bastianNoch keine Bewertungen
- Chapter-6 Construction ProcessDokument13 SeitenChapter-6 Construction Processtulsi pokhrelNoch keine Bewertungen
- 1 1 1 P EvolutionofflightDokument28 Seiten1 1 1 P Evolutionofflightapi-326094851Noch keine Bewertungen
- Global Surface Quality Procedure OverviewDokument19 SeitenGlobal Surface Quality Procedure OverviewMostafa Abd El AlemNoch keine Bewertungen
- MIS Project Example 2Dokument59 SeitenMIS Project Example 2bossman89100% (1)
- Optional Fuel Pre Filter PARKER 16V4000Dokument3 SeitenOptional Fuel Pre Filter PARKER 16V4000Andres HuertaNoch keine Bewertungen
- Chevron GROUP 12Dokument36 SeitenChevron GROUP 12mohan raoNoch keine Bewertungen
- BID DOCUMENT - BudhiGanga HydropowerDokument33 SeitenBID DOCUMENT - BudhiGanga Hydropowersirane36Noch keine Bewertungen