Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Section 01: Engine: Content SDokument66 SeitenSection 01: Engine: Content Skhaled boulahlibNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Thermodynamic Cycles PDFDokument5 SeitenThermodynamic Cycles PDFSreenath S KallaaraNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Benefits of Solar EnergyDokument22 SeitenBenefits of Solar EnergyVinith GopalakrishnanNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Direct-Shift Gearbox 02e EngDokument30 SeitenDirect-Shift Gearbox 02e EngDan Și Maria Mierluț100% (20)
- 3rd Periodical Exam Science 9Dokument4 Seiten3rd Periodical Exam Science 9Sher Sherwin82% (11)
- Engine Block ReportDokument11 SeitenEngine Block ReportLouis Fernandez100% (1)
- Casting Cost EstimationDokument3 SeitenCasting Cost EstimationSreenath S KallaaraNoch keine Bewertungen
- Chevron CorporationDokument32 SeitenChevron CorporationEdmond Dantès100% (1)
- Xylem Company Profile 2012 PortableDokument26 SeitenXylem Company Profile 2012 Portablegeorge_efstratiadisNoch keine Bewertungen
- DSG TransmissionDokument69 SeitenDSG TransmissionOvidiu Bir100% (12)
- Autocad Lab ManualDokument84 SeitenAutocad Lab ManualRaghu RamNoch keine Bewertungen
- Power System ProtectionDokument46 SeitenPower System ProtectionRatul MollickNoch keine Bewertungen
- Saes B 055 PDFDokument33 SeitenSaes B 055 PDFSajid HussainNoch keine Bewertungen
- Project ReportDokument34 SeitenProject ReportSumit Sharma75% (4)
- Class C:: Electrical EquipmentDokument10 SeitenClass C:: Electrical EquipmentSreenath S KallaaraNoch keine Bewertungen
- Section Xiii - Authority Furnished Resources XIII-1: Metropolitan Washington Airports Authority 1-11-C169Dokument2 SeitenSection Xiii - Authority Furnished Resources XIII-1: Metropolitan Washington Airports Authority 1-11-C169Sreenath S KallaaraNoch keine Bewertungen
- 3 Nfpa10Dokument10 Seiten3 Nfpa10Sreenath S KallaaraNoch keine Bewertungen
- Trash Wood Paper Liquids Grease: - Gasoline - Oil - Grease - Other SolventsDokument10 SeitenTrash Wood Paper Liquids Grease: - Gasoline - Oil - Grease - Other SolventsSreenath S KallaaraNoch keine Bewertungen
- Section Iii - DefinitionsDokument2 SeitenSection Iii - DefinitionsSreenath S KallaaraNoch keine Bewertungen
- 9.0 Equipment and SuppliesDokument2 Seiten9.0 Equipment and SuppliesSreenath S KallaaraNoch keine Bewertungen
- 2 Nfpa10Dokument10 Seiten2 Nfpa10Sreenath S KallaaraNoch keine Bewertungen
- Nfpa 10: Fire ExtinguishersDokument10 SeitenNfpa 10: Fire ExtinguishersSreenath S KallaaraNoch keine Bewertungen
- E S O W: Levator Tatement F ORK 1.0 Service LocationDokument2 SeitenE S O W: Levator Tatement F ORK 1.0 Service LocationSreenath S KallaaraNoch keine Bewertungen
- 6.0 General RequirementsDokument2 Seiten6.0 General RequirementsSreenath S KallaaraNoch keine Bewertungen
- 15Dokument3 Seiten15Sreenath S KallaaraNoch keine Bewertungen
- 7.0 Call Back ServiceDokument2 Seiten7.0 Call Back ServiceSreenath S KallaaraNoch keine Bewertungen
- Thermodynamic CycleDokument7 SeitenThermodynamic CycletravikiranNoch keine Bewertungen
- E S O W: Levator Tatement F ORK 1.0 Service LocationDokument11 SeitenE S O W: Levator Tatement F ORK 1.0 Service LocationSreenath S KallaaraNoch keine Bewertungen
- Module 2Dokument69 SeitenModule 2Sreenath S KallaaraNoch keine Bewertungen
- Course Handout CE1703Dokument16 SeitenCourse Handout CE1703Sreenath S KallaaraNoch keine Bewertungen
- S1 Me Course HandoutDokument74 SeitenS1 Me Course HandoutSreenath S KallaaraNoch keine Bewertungen
- Thermodynamics: Gas Laws: Heat & Gas - The Macroscopic ViewDokument11 SeitenThermodynamics: Gas Laws: Heat & Gas - The Macroscopic ViewMTCNoch keine Bewertungen
- Module 2Dokument69 SeitenModule 2Sreenath S KallaaraNoch keine Bewertungen
- Format For Class Room TeachingDokument1 SeiteFormat For Class Room TeachingSreenath S KallaaraNoch keine Bewertungen
- FCT Im Me1505Dokument32 SeitenFCT Im Me1505Sreenath S KallaaraNoch keine Bewertungen
- Cooling SystmDokument53 SeitenCooling SystmSreenath S KallaaraNoch keine Bewertungen
- Academic Calendar 2017-18Dokument5 SeitenAcademic Calendar 2017-18Srikanth KodothNoch keine Bewertungen
- MP S4Dokument2 SeitenMP S4Joby JosephNoch keine Bewertungen
- MOD 2 Ans BankDokument27 SeitenMOD 2 Ans BankSreenath S KallaaraNoch keine Bewertungen
- 59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsDokument8 Seiten59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsvttrlcNoch keine Bewertungen
- Philips Series S5000Dokument443 SeitenPhilips Series S5000Juan Carlos ManzanoNoch keine Bewertungen
- Recirculation of Lab AirDokument1 SeiteRecirculation of Lab AirAhmed LabibNoch keine Bewertungen
- Delhi Master Plan 2021Dokument312 SeitenDelhi Master Plan 2021Tanya DewaniNoch keine Bewertungen
- Fluid Mechanics Formulas ShortcutsDokument15 SeitenFluid Mechanics Formulas Shortcuts9444583008Noch keine Bewertungen
- Comparison Data LED Lights Vs Incandescent & CFL BDokument7 SeitenComparison Data LED Lights Vs Incandescent & CFL BidealparrotNoch keine Bewertungen
- Enerpac - Hydraulic Tool..Dokument3 SeitenEnerpac - Hydraulic Tool..luluNoch keine Bewertungen
- Economic Solutions To Environmental Problems: The Market ApproachDokument38 SeitenEconomic Solutions To Environmental Problems: The Market ApproachStenerth NeretabaNoch keine Bewertungen
- Detroit S60 SpecsDokument2 SeitenDetroit S60 Specsgrgramm50% (2)
- Al-Dulaimi MustafaDokument48 SeitenAl-Dulaimi MustafaAntonio GuzmanNoch keine Bewertungen
- Curriculum Vitae: Md. Shoaib Alam - 2Dokument3 SeitenCurriculum Vitae: Md. Shoaib Alam - 2Raj AryanNoch keine Bewertungen
- 2010 Physiscs SolutionsDokument21 Seiten2010 Physiscs Solutionsjoebloggs_com100% (1)
- Power FlexDokument36 SeitenPower FlexamiguitoNoch keine Bewertungen
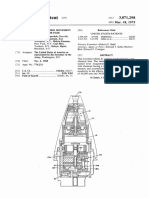
- Us 3871298Dokument13 SeitenUs 3871298Phúc DuyNoch keine Bewertungen
- M16 PPT Piston Engine 1Dokument42 SeitenM16 PPT Piston Engine 1Thoriq RoziNoch keine Bewertungen
- Singel OutdoorDokument4 SeitenSingel OutdoorMuhammad WazirNoch keine Bewertungen
- Overfill - Valve - 442B Size 4Dokument3 SeitenOverfill - Valve - 442B Size 4j8164322Noch keine Bewertungen
- Sutton Chatter May 2018Dokument16 SeitenSutton Chatter May 2018Toby VueNoch keine Bewertungen
- Fuel Less GRNTRDokument4 SeitenFuel Less GRNTRKamran ImtiyazNoch keine Bewertungen
- Hbuster Hbd9700 SMDokument52 SeitenHbuster Hbd9700 SMFernando CostaNoch keine Bewertungen