Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Detail Waktu - Per Tim DisiplinDokument1 SeiteDetail Waktu - Per Tim DisiplinYuda SatriaNoch keine Bewertungen
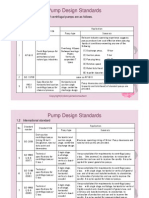
- Pump Standards ComparisonDokument4 SeitenPump Standards ComparisonAnish Dani50% (2)
- 9200 9L 039 - R2Dokument17 Seiten9200 9L 039 - R2Yuda SatriaNoch keine Bewertungen
- Toyo 1-55Dokument435 SeitenToyo 1-55Yuda Satria100% (1)
- 9200 9P 006 - R2Dokument34 Seiten9200 9P 006 - R2Yuda SatriaNoch keine Bewertungen
- Asme InterpretationDokument72 SeitenAsme Interpretationbbmoksh100% (2)
- 9200 9P 005 - R2Dokument23 Seiten9200 9P 005 - R2Yuda Satria100% (1)
- 9200 9P 009 - R1Dokument14 Seiten9200 9P 009 - R1Yuda SatriaNoch keine Bewertungen
- 9200 9P 007 - R1Dokument25 Seiten9200 9P 007 - R1Yuda SatriaNoch keine Bewertungen
- CONOCO PHILLIPS SpecDokument21 SeitenCONOCO PHILLIPS SpecYuda Satria100% (1)
- Toyo 56-87Dokument123 SeitenToyo 56-87Yuda SatriaNoch keine Bewertungen
- 9200 9L 039 - R2Dokument17 Seiten9200 9L 039 - R2Yuda SatriaNoch keine Bewertungen
- Asme 1 CodesDokument3 SeitenAsme 1 CodesmilesmiconNoch keine Bewertungen
- Asme b18.2.3Dokument19 SeitenAsme b18.2.3amrandconanNoch keine Bewertungen
- Sec 1 PT PWT PDFDokument7 SeitenSec 1 PT PWT PDFYuda SatriaNoch keine Bewertungen
- Asme V Si UnitsDokument3 SeitenAsme V Si UnitsvidhisukhadiyaNoch keine Bewertungen
- Part PR Requirements For Boilers Fabricated by RivetingDokument1 SeitePart PR Requirements For Boilers Fabricated by RivetingYuda SatriaNoch keine Bewertungen
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDokument1 SeiteAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501Noch keine Bewertungen
- Test Standard Benefits ArticleDokument8 SeitenTest Standard Benefits Articleverat81Noch keine Bewertungen
- Stds XrefDokument2 SeitenStds XrefAnonymous qhVGVpNoch keine Bewertungen
- Appendix Nf-I: (In The Course of Preparation)Dokument2 SeitenAppendix Nf-I: (In The Course of Preparation)Yuda SatriaNoch keine Bewertungen
- Pump Standards ComparisonDokument4 SeitenPump Standards ComparisonAnish Dani50% (2)
- H99appnf IIDokument2 SeitenH99appnf IIYuda SatriaNoch keine Bewertungen
- Summary of Code ChangesDokument4 SeitenSummary of Code ChangesAlfredo MedinaNoch keine Bewertungen
- ARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceDokument2 SeitenARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceYuda SatriaNoch keine Bewertungen
- Sec3ne 6000Dokument6 SeitenSec3ne 6000Yuda SatriaNoch keine Bewertungen
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDokument1 SeiteAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501Noch keine Bewertungen
- H 99 Sec 3 NF 5000Dokument4 SeitenH 99 Sec 3 NF 5000Yuda SatriaNoch keine Bewertungen
- Summary of Code ChangesDokument4 SeitenSummary of Code ChangesAlfredo MedinaNoch keine Bewertungen
- Asme V Si UnitsDokument3 SeitenAsme V Si UnitsvidhisukhadiyaNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Spam Filtering Email Classification (SFECM) UsingDokument14 SeitenSpam Filtering Email Classification (SFECM) UsingNikhil VermaNoch keine Bewertungen
- Jaw Crusher ThyssenkruppDokument12 SeitenJaw Crusher ThyssenkrupplucasmaltaNoch keine Bewertungen
- Coal Sccl765Dokument39 SeitenCoal Sccl765Krishna Deo PrasadNoch keine Bewertungen
- Share Lect 01 MINE FLEET-1Dokument98 SeitenShare Lect 01 MINE FLEET-1Goodluck AnaniaNoch keine Bewertungen
- PNOC vs VeneracionDokument3 SeitenPNOC vs VeneracionAnonymous gzsN1pQRNoch keine Bewertungen
- 2017-2018 Minerals Yearbook: AfghanistanDokument6 Seiten2017-2018 Minerals Yearbook: Afghanistanahmad jamshid safiNoch keine Bewertungen
- An Overview of Business Intelligence, Analytics, and Data ScienceDokument40 SeitenAn Overview of Business Intelligence, Analytics, and Data ScienceMd. Abdullah Al MahmudNoch keine Bewertungen
- Department of Education: Republic of The PhilippinesDokument3 SeitenDepartment of Education: Republic of The PhilippinesTwin DioneNoch keine Bewertungen
- Module 2.2 RA 7942Dokument55 SeitenModule 2.2 RA 7942Anjaylove GenistonNoch keine Bewertungen
- The different sectors of the economyDokument17 SeitenThe different sectors of the economyĐỗ NaNoch keine Bewertungen
- Mine ManagementDokument24 SeitenMine ManagementsunilsinghmNoch keine Bewertungen
- Notification NMDC LTD Field Attendant Maintenance Asst Other PostsDokument3 SeitenNotification NMDC LTD Field Attendant Maintenance Asst Other PostsMohammad anifNoch keine Bewertungen
- M&aDokument17 SeitenM&aHetal GadhviNoch keine Bewertungen
- Apresentacao P&H Nov - 08Dokument39 SeitenApresentacao P&H Nov - 08Fernandes LatoxNoch keine Bewertungen
- Chapter 1 MGMTDokument52 SeitenChapter 1 MGMTMomentum PressNoch keine Bewertungen
- Procemin 2016Dokument550 SeitenProcemin 2016carloncho1980Noch keine Bewertungen
- Miners Assoc Vs FactoranDokument8 SeitenMiners Assoc Vs FactoranKen AliudinNoch keine Bewertungen
- Narrow Vein Mining: Mini-Machines From FranceDokument2 SeitenNarrow Vein Mining: Mini-Machines From FranceCristian Quelmis Vilca HuarachiNoch keine Bewertungen
- D Martin Et Al - Borehole Hoisting SystemsDokument14 SeitenD Martin Et Al - Borehole Hoisting SystemsalunpjNoch keine Bewertungen
- Ernst & Young Report - Eye On AfricaDokument28 SeitenErnst & Young Report - Eye On AfricaCamille DequidtNoch keine Bewertungen
- Raw Mill Combi GrindingDokument1 SeiteRaw Mill Combi GrindingNathaniel VillanuevaNoch keine Bewertungen
- Subsidence Control PDFDokument15 SeitenSubsidence Control PDFkiranNoch keine Bewertungen
- PD 1899 VS Ra 7076Dokument2 SeitenPD 1899 VS Ra 7076Marion Lawrence LaraNoch keine Bewertungen
- Excavator SelectionDokument10 SeitenExcavator SelectionJarvis111Noch keine Bewertungen
- Mosotetsi (Pty) LTD FBAR - March 2017-CompressedDokument296 SeitenMosotetsi (Pty) LTD FBAR - March 2017-CompressedBea MokNoch keine Bewertungen
- Marketing PPT On GhanaDokument19 SeitenMarketing PPT On GhanaKeyur DesaiNoch keine Bewertungen
- Behre Dolbear Feasibility Studies SOQDokument14 SeitenBehre Dolbear Feasibility Studies SOQKhishigbayar PurevdavgaNoch keine Bewertungen
- Crystal Activation - CitrineDokument5 SeitenCrystal Activation - CitrineKostas Onibushi50% (2)
- High Intensity Conditioning and The Carrier Flotation of Gold Fine ParticlesDokument13 SeitenHigh Intensity Conditioning and The Carrier Flotation of Gold Fine ParticlesHuseyin HüseyinNoch keine Bewertungen
- Estimation of Incremental Haulage Costs by Mining Historical Data and Their Influence in The Final Pit DefinitionDokument6 SeitenEstimation of Incremental Haulage Costs by Mining Historical Data and Their Influence in The Final Pit DefinitionGaluizu001Noch keine Bewertungen