Das könnte Ihnen auch gefallen
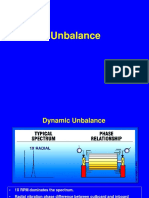
- UnbalanceDokument5 SeitenUnbalanceantok09Noch keine Bewertungen
- Vibration Chart CharloteDokument25 SeitenVibration Chart Charloteantok09100% (1)
- MisalignmentDokument7 SeitenMisalignmentantok09Noch keine Bewertungen
- Balance&VibrationDokument7 SeitenBalance&VibrationSyarif MuhammadNoch keine Bewertungen
- NDTDokument30 SeitenNDTantok09Noch keine Bewertungen
- 9TOEFLEDokument1 Seite9TOEFLEantok09Noch keine Bewertungen
- NDTDokument30 SeitenNDTantok09Noch keine Bewertungen
- Silicon Carbide PropertiesDokument1 SeiteSilicon Carbide Propertiesantok09Noch keine Bewertungen
- Report App B Construction Vibration GuidelinesDokument4 SeitenReport App B Construction Vibration Guidelinesantok09Noch keine Bewertungen
- Electric Motor Analysis PDFDokument51 SeitenElectric Motor Analysis PDFantok09Noch keine Bewertungen
- Data CollectionDokument18 SeitenData Collectionantok09Noch keine Bewertungen
- Vibration Diagnostic ChartDokument49 SeitenVibration Diagnostic Chartujepadounk100% (1)
- Installation Instructions: Keep This Information in The Glove Box For Future ReferenceDokument2 SeitenInstallation Instructions: Keep This Information in The Glove Box For Future Referenceantok09Noch keine Bewertungen
- WajanBolic ConstDokument6 SeitenWajanBolic Constantok09Noch keine Bewertungen
- Silicon Carbide PropertiesDokument1 SeiteSilicon Carbide Propertiesantok09Noch keine Bewertungen
- Systematic Approach To Solving Vibration ProblemsDokument24 SeitenSystematic Approach To Solving Vibration Problemsantok09Noch keine Bewertungen
- Vibration TechnologyDokument18 SeitenVibration TechnologySakthimgsNoch keine Bewertungen
- A Review of ISO and ANSI Standards On Machinery Vibration and Condition MonitoringDokument44 SeitenA Review of ISO and ANSI Standards On Machinery Vibration and Condition Monitoringpeach5100% (3)
- Managemen FinansialDokument4 SeitenManagemen Finansialantok09Noch keine Bewertungen
- CRV Daftar Isi Body RepairDokument8 SeitenCRV Daftar Isi Body Repairantok09Noch keine Bewertungen
- CRV General InformationDokument14 SeitenCRV General Informationantok09Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- IS 2185 (Part 1) 1979Dokument27 SeitenIS 2185 (Part 1) 1979manishparetaNoch keine Bewertungen
- Nanotechnology: A Promising Tool For LubricantsDokument12 SeitenNanotechnology: A Promising Tool For LubricantsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Aluminum-Alloy Extruded Bar, Rod, Tube, Pipe, Structural Profiles, and Profiles For Electrical Purposes (Bus Conductor)Dokument8 SeitenAluminum-Alloy Extruded Bar, Rod, Tube, Pipe, Structural Profiles, and Profiles For Electrical Purposes (Bus Conductor)sartonoNoch keine Bewertungen
- Tinuvin 400-DW (N) : Technical Data SheetDokument3 SeitenTinuvin 400-DW (N) : Technical Data SheetYavuz CelikNoch keine Bewertungen
- ANSYSd BListDokument114 SeitenANSYSd BListAnonymous nfHBPXz178Noch keine Bewertungen
- Artigo 4 - Silva, 2020Dokument12 SeitenArtigo 4 - Silva, 2020Thais Marchetti RibeiroNoch keine Bewertungen
- Monografia EYEC 11th FinalDokument77 SeitenMonografia EYEC 11th FinalGaylordNoch keine Bewertungen
- Clariant Surfactant BrochureDokument21 SeitenClariant Surfactant BrochureMohamed Halem100% (2)
- March 2023 DrawingDokument11 SeitenMarch 2023 Drawingdigvijay kuradeNoch keine Bewertungen
- ACT Crack Chemistry AnswersDokument76 SeitenACT Crack Chemistry AnswersMahmoud EbaidNoch keine Bewertungen
- Practical 2 (Sieve Analysis Test)Dokument8 SeitenPractical 2 (Sieve Analysis Test)Ddeqz Elina Bueno INoch keine Bewertungen
- Er. Elmady Chs KP 20181023Dokument21 SeitenEr. Elmady Chs KP 20181023susan87Noch keine Bewertungen
- Estimation of Contact AngleDokument7 SeitenEstimation of Contact AngleTaha RahimiNoch keine Bewertungen
- 1.8 Non Destructive Testing DisciplineDokument1 Seite1.8 Non Destructive Testing DisciplineTechie ndtNoch keine Bewertungen
- Project Report On Paint Shop PDF FreeDokument15 SeitenProject Report On Paint Shop PDF FreeRahul NathNoch keine Bewertungen
- Polymer Gels 2018 PDFDokument412 SeitenPolymer Gels 2018 PDFpolifisicaNoch keine Bewertungen
- ViscoDokument3 SeitenViscoBayu Adhi Setia NugrahaNoch keine Bewertungen
- Thermal Conductivity of Zinc Oxide Micro - and NanoDokument4 SeitenThermal Conductivity of Zinc Oxide Micro - and NanoMiki MikicNoch keine Bewertungen
- Defects in Fusion WeldingDokument83 SeitenDefects in Fusion WeldingBalakumar100% (1)
- 91187419-PQR Blank PDFDokument3 Seiten91187419-PQR Blank PDFpedrorocha210Noch keine Bewertungen
- Translation of SIA 262-1-2013 Referred To KT v1.1Dokument9 SeitenTranslation of SIA 262-1-2013 Referred To KT v1.1Sebastián Andrés100% (1)
- Week 9 10 - 1 - IPE 2203-LecturesDokument86 SeitenWeek 9 10 - 1 - IPE 2203-LecturesMD Al-AminNoch keine Bewertungen
- Base Metals and Base-Metal Family Groups: Metallurgical ReactionsDokument114 SeitenBase Metals and Base-Metal Family Groups: Metallurgical ReactionsYasa CossioNoch keine Bewertungen
- Direct Posterior Restoration PDFDokument14 SeitenDirect Posterior Restoration PDFياسر نادر حسين فليحNoch keine Bewertungen
- GC05 - Basic Concepts of Chemical BondingDokument15 SeitenGC05 - Basic Concepts of Chemical BondingVince DulayNoch keine Bewertungen
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Dokument3 SeitenQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNoch keine Bewertungen
- Spiral Wound Gaskets Main TypesDokument2 SeitenSpiral Wound Gaskets Main TypeskhurramNoch keine Bewertungen
- Excess Air (Metal Oxide Catalyst) ProcessDokument14 SeitenExcess Air (Metal Oxide Catalyst) ProcessJuarez ReisNoch keine Bewertungen
- 2 2. BoqDokument113 Seiten2 2. Boqmian NaveedNoch keine Bewertungen
- Mat Forming Concepts For Particleboard MDF and OsbDokument15 SeitenMat Forming Concepts For Particleboard MDF and OsbJay-R NuestroNoch keine Bewertungen