Das könnte Ihnen auch gefallen
- ABB Transformer Installation ManualDokument18 SeitenABB Transformer Installation Manualjt4fds100% (3)
- Worcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance InstructionsDokument14 SeitenWorcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance Instructionsافضح الكوارثNoch keine Bewertungen
- Kae-Kze-Kba-Kbz 050108 RNV o & M ManualDokument26 SeitenKae-Kze-Kba-Kbz 050108 RNV o & M ManualKS Pavan NarayanNoch keine Bewertungen
- Mantenimiento Valvulas LVFDokument45 SeitenMantenimiento Valvulas LVFmelimonteNoch keine Bewertungen
- Manual de Montacarga CatDokument20 SeitenManual de Montacarga CatJulio Elias Mayta Ramos67% (6)
- TRENCH IOSK 145 CT Instruction Manual RVDokument17 SeitenTRENCH IOSK 145 CT Instruction Manual RVAnsel Garvey100% (3)
- YMA-K Air Handling Unit: Installation, OperationDokument45 SeitenYMA-K Air Handling Unit: Installation, Operationasathish.eeeNoch keine Bewertungen
- OM005 Halton CaptureJetOperationMaintenanceDokument26 SeitenOM005 Halton CaptureJetOperationMaintenanceRaul Jaime Flores GuardiaNoch keine Bewertungen
- With Bonnet: ModelDokument10 SeitenWith Bonnet: Modeltoto-gmbhNoch keine Bewertungen
- Double Suction Split Case PumpsDokument27 SeitenDouble Suction Split Case Pumpsgbogboiwe100% (1)
- Rotary Valve FabricatedDokument11 SeitenRotary Valve FabricatedAdem AltanNoch keine Bewertungen
- Installation and Maintenance Instructions Ball Valves, Fully WeldedDokument6 SeitenInstallation and Maintenance Instructions Ball Valves, Fully WeldedvictorbirlanNoch keine Bewertungen
- Overhauling of TransformersDokument9 SeitenOverhauling of TransformersVibhor Gaur100% (5)
- BuWa SZF Manual Globe-Valves EN-1Dokument11 SeitenBuWa SZF Manual Globe-Valves EN-1Diego VerlyNoch keine Bewertungen
- Fisher Design ETR ValveDokument24 SeitenFisher Design ETR ValveTanuTiganuNoch keine Bewertungen
- Butterfly Valve User ManualDokument10 SeitenButterfly Valve User ManualEduardoAscencioNoch keine Bewertungen
- Installation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BDokument44 SeitenInstallation, Operation and Maintenance Instructions: Gate, Globe, Check and Ball Valves Doc. DT01-05e-BValentina PopescuNoch keine Bewertungen
- Screw Conveyor ManualDokument14 SeitenScrew Conveyor ManualDavid100% (1)
- 1100 Globe Single SeatedDokument24 Seiten1100 Globe Single SeatedAde Husni ChaniagoNoch keine Bewertungen
- Checks To Be Carried Out On Receipt of The Actuator: ! - #$ Flow ControlDokument4 SeitenChecks To Be Carried Out On Receipt of The Actuator: ! - #$ Flow ControlSyko GuyNoch keine Bewertungen
- With Bonnet: ModelDokument11 SeitenWith Bonnet: ModelSamet BabaNoch keine Bewertungen
- Foote-Jones Parallel Shaft Helical Reducer ManualDokument18 SeitenFoote-Jones Parallel Shaft Helical Reducer ManualbwelzNoch keine Bewertungen
- Technical Manual Rotary ValveDokument8 SeitenTechnical Manual Rotary ValvexichengrenNoch keine Bewertungen
- Synchronized Telescopic Cylinder ManualDokument23 SeitenSynchronized Telescopic Cylinder ManualMohamed SemedaNoch keine Bewertungen
- Instructions For Installation of Metal Clad Switchgear Outdoor and Indoor HousingsDokument12 SeitenInstructions For Installation of Metal Clad Switchgear Outdoor and Indoor HousingsOmar F. Alvarez HdezNoch keine Bewertungen
- Caterpillar Cat DP40 KDP40 KLDP45 KDP50 KDokument41 SeitenCaterpillar Cat DP40 KDP40 KLDP45 KDP50 KVirginia Venus Visuette Marín75% (8)
- Foote-Jones Spiral Bevel Helical ReducerDokument21 SeitenFoote-Jones Spiral Bevel Helical Reducerbwelz100% (1)
- Sopladores Urai Manual PDFDokument28 SeitenSopladores Urai Manual PDFJohanna RojasNoch keine Bewertungen
- Bosch Alternator Sb4249e00 PDFDokument1.651 SeitenBosch Alternator Sb4249e00 PDFDoDuyBac100% (6)
- DX AHU User ManualDokument28 SeitenDX AHU User ManualAmmad FazilNoch keine Bewertungen
- Cue & Cube - Iom (Exhaust Fans) PDFDokument12 SeitenCue & Cube - Iom (Exhaust Fans) PDFameen022Noch keine Bewertungen
- Chilled Water System FundamentalsDokument14 SeitenChilled Water System Fundamentalsjohnnybe51Noch keine Bewertungen
- Novair Cta Manuals EngDokument28 SeitenNovair Cta Manuals EngTr3mbl3Noch keine Bewertungen
- AHU Installation & Condensate Trap DrainDokument24 SeitenAHU Installation & Condensate Trap DrainAdnan AttishNoch keine Bewertungen
- Als-F Iom 510 C - 07-02 e - enDokument48 SeitenAls-F Iom 510 C - 07-02 e - enRomeo PunkerNoch keine Bewertungen
- Modular Air Handling Unit IOM - (FASI03-2020,21A)Dokument20 SeitenModular Air Handling Unit IOM - (FASI03-2020,21A)Jericho EstrellaNoch keine Bewertungen
- IOM Manual For CAMAROON Ball ValvesDokument20 SeitenIOM Manual For CAMAROON Ball ValvesSathish Kumar Pt100% (2)
- Axial Expansion Joints enDokument16 SeitenAxial Expansion Joints enbandithaguru6338Noch keine Bewertungen
- CAT Lift Trucks Service ManualDokument349 SeitenCAT Lift Trucks Service ManualJuan Carlos97% (65)
- Operation & Maintenance Manual For End Suction Type Pumps: Patterson Pump CompanyDokument25 SeitenOperation & Maintenance Manual For End Suction Type Pumps: Patterson Pump CompanySaif MohammadNoch keine Bewertungen
- Reparación de Frames 777Dokument106 SeitenReparación de Frames 777carlos100% (1)
- Tank Bottom Valves 1" and 1 / " TB59: Installation, Operation and Maintenance InstructionsDokument4 SeitenTank Bottom Valves 1" and 1 / " TB59: Installation, Operation and Maintenance InstructionsDanielle JohnsonNoch keine Bewertungen
- VAAS Fig 740 and 730 Series IOMDokument9 SeitenVAAS Fig 740 and 730 Series IOMCarlos GutierrezNoch keine Bewertungen
- Cah-Cel Iom Manual 8 5x11 Rev Dec 2014 WebDokument20 SeitenCah-Cel Iom Manual 8 5x11 Rev Dec 2014 Webapi-252481722Noch keine Bewertungen
- 30RB 21siDokument76 Seiten30RB 21sixavierxo50% (2)
- SolenoidDokument2 SeitenSolenoidStelios KonstantinidesNoch keine Bewertungen
- IOM - iHTDokument50 SeitenIOM - iHTkarun agrawalNoch keine Bewertungen
- Iomifb 7Dokument20 SeitenIomifb 7Phong Hoang LeNoch keine Bewertungen
- Ump Fan-Air Om Manual - Rev Dec 2014Dokument12 SeitenUmp Fan-Air Om Manual - Rev Dec 2014api-252481722Noch keine Bewertungen
- AE14 Automatic Air Vents For Liquid SystemsDokument8 SeitenAE14 Automatic Air Vents For Liquid SystemsUtku KepcenNoch keine Bewertungen
- GEK28156c-Gas Turbine Equipment PreservationDokument12 SeitenGEK28156c-Gas Turbine Equipment Preservationkarim karim100% (1)
- Manual Do Soprador AfsDokument1.597 SeitenManual Do Soprador AfsJoão Paulo Sacramento100% (6)
- User Guide Orifice Plates, Orifice Flanges, Metering Runs and Venturi TubesDokument12 SeitenUser Guide Orifice Plates, Orifice Flanges, Metering Runs and Venturi Tubesxaaabbb_550464353100% (1)
- 0004 V PDFDokument181 Seiten0004 V PDFDarling Encina JustinianoNoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsVon Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsBewertung: 4 von 5 Sternen4/5 (1)
- Handbook of Adhesive Bonded Structural RepairVon EverandHandbook of Adhesive Bonded Structural RepairBewertung: 5 von 5 Sternen5/5 (1)
- ScriptHookDotNet ReadmeDokument8 SeitenScriptHookDotNet ReadmeFajar Hari MuliaNoch keine Bewertungen
- CS405PC JP Unit-3Dokument44 SeitenCS405PC JP Unit-3MEGHANA 3Noch keine Bewertungen
- Service Manual: LC-32SV1EA/RUA LC-32SA1EA/RUADokument48 SeitenService Manual: LC-32SV1EA/RUA LC-32SA1EA/RUATri YuliantoNoch keine Bewertungen
- Excretion in Humans: Test Yourself 11.1 (Page 223)Dokument2 SeitenExcretion in Humans: Test Yourself 11.1 (Page 223)leeNoch keine Bewertungen
- Stock Price Prediction Using LSTMDokument29 SeitenStock Price Prediction Using LSTMKunal GargNoch keine Bewertungen
- 1575 Tania SultanaDokument10 Seiten1575 Tania SultanaTania SultanaNoch keine Bewertungen
- Planning SchedulingDokument20 SeitenPlanning Schedulingvague100% (1)
- EC303Dokument19 SeitenEC303api-3853441Noch keine Bewertungen
- 1 Logic GatesDokument4 Seiten1 Logic GatesdassonyNoch keine Bewertungen
- Research Proposal TransformerDokument3 SeitenResearch Proposal Transformersohalder1026Noch keine Bewertungen
- SPE15010Dokument11 SeitenSPE15010Leandro NavarroNoch keine Bewertungen
- Cronje Chemical 2010 PDFDokument569 SeitenCronje Chemical 2010 PDFPara MoreNoch keine Bewertungen
- Project Report On Modulation (Class 12)Dokument14 SeitenProject Report On Modulation (Class 12)Shivam Tripathi100% (9)
- DC Lecture Slides 1 - Information TheoryDokument22 SeitenDC Lecture Slides 1 - Information TheoryG VenkateshNoch keine Bewertungen
- Time Value of Money:: "Money Is An Arm or Leg. You Either Use It or Lose It." - Henry FordDokument33 SeitenTime Value of Money:: "Money Is An Arm or Leg. You Either Use It or Lose It." - Henry FordramunagatiNoch keine Bewertungen
- HNBR Material TestDokument16 SeitenHNBR Material TestskyerfreeNoch keine Bewertungen
- Flexible Perovskite Solar CellsDokument31 SeitenFlexible Perovskite Solar CellsPEDRO MIGUEL SOLORZANO PICONNoch keine Bewertungen
- New ScriptDokument2 SeitenNew ScriptDeveloper 4Noch keine Bewertungen
- 435W 450W Astrotwins: Enjoy The Energy of The UniverseDokument2 Seiten435W 450W Astrotwins: Enjoy The Energy of The UniverseMiro MiroNoch keine Bewertungen
- State-Of-The-Art of Battery State-Of-Charge DeterminationDokument19 SeitenState-Of-The-Art of Battery State-Of-Charge Determinationyasvanthkumar sNoch keine Bewertungen
- 30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsDokument10 Seiten30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsStefan NaricNoch keine Bewertungen
- Quantum Computing: Exercise Sheet 1: Steven Herbert and Anuj DawarDokument2 SeitenQuantum Computing: Exercise Sheet 1: Steven Herbert and Anuj DawarJuan DiegoNoch keine Bewertungen
- Lab Guide #2 Coulombs LawDokument3 SeitenLab Guide #2 Coulombs LawJoriel CruzNoch keine Bewertungen
- FluidsDokument10 SeitenFluidslara alghamdiNoch keine Bewertungen
- Solution: 4.5 Normal DistributionDokument9 SeitenSolution: 4.5 Normal DistributionGladis Torres100% (1)
- Chapter 6: Fatigue Failure: Introduction, Basic ConceptsDokument21 SeitenChapter 6: Fatigue Failure: Introduction, Basic ConceptsNick MezaNoch keine Bewertungen
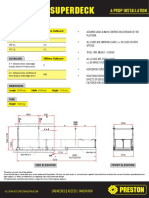
- SuperDeck All ModelsDokument12 SeitenSuperDeck All Modelsarthur chungNoch keine Bewertungen
- 3.032 Problem Set 2 Solutions: Due: Start of Lecture, 09.21.07Dokument16 Seiten3.032 Problem Set 2 Solutions: Due: Start of Lecture, 09.21.07Pkay TandohNoch keine Bewertungen
- Is 4031 Part 4 - ConsistencyDokument4 SeitenIs 4031 Part 4 - ConsistencyCrypto AbhishekNoch keine Bewertungen
- Concept Note For The Conversion of 75 TPHDokument2 SeitenConcept Note For The Conversion of 75 TPHMeera MishraNoch keine Bewertungen