Das könnte Ihnen auch gefallen
- LittleField A7 Section ADokument5 SeitenLittleField A7 Section APraveen PamnaniNoch keine Bewertungen
- Littlefield Technologies Final Report RedesvouzDokument10 SeitenLittlefield Technologies Final Report RedesvouzLuis MonteroNoch keine Bewertungen
- Littlefield Technologies ReportDokument1 SeiteLittlefield Technologies ReportHardik RupareliaNoch keine Bewertungen
- A1 - LittlefieldDokument5 SeitenA1 - LittlefieldSwati Agrahari100% (1)
- Readme Littlefield Technologies Game Final PGP 2016 PDFDokument3 SeitenReadme Littlefield Technologies Game Final PGP 2016 PDFpeeyushjain2020Noch keine Bewertungen
- Little Field Case 2Dokument4 SeitenLittle Field Case 2Hoàng Long0% (1)
- Littlefield Simulation ReportDokument9 SeitenLittlefield Simulation ReportVratavsky100% (4)
- Littlefield SimulationDokument4 SeitenLittlefield Simulationzilikos100% (5)
- Capacity Management at Littlefield TechnologiesDokument7 SeitenCapacity Management at Littlefield TechnologiesRavi KumarNoch keine Bewertungen
- Littlefield Initial Analysis: Submitted by BM: PPC: Group 9Dokument4 SeitenLittlefield Initial Analysis: Submitted by BM: PPC: Group 9Manjot75% (4)
- Sec D Group 15 LittleField Game AnalysisDokument12 SeitenSec D Group 15 LittleField Game Analysisp13tejp67% (3)
- Littlefield A5 Section ADokument6 SeitenLittlefield A5 Section APraveen PamnaniNoch keine Bewertungen
- Littlefield Round 2 ReportDokument7 SeitenLittlefield Round 2 ReportRaja Sekar100% (1)
- Littlefield Game PlayDokument4 SeitenLittlefield Game Playnakulsehgal0867% (3)
- Writeup - Littlefield Simulation Part 2Dokument5 SeitenWriteup - Littlefield Simulation Part 2Harrison NgNoch keine Bewertungen
- Littlefield Simulation Preparation - S08Dokument5 SeitenLittlefield Simulation Preparation - S08Prerana Rai BhandariNoch keine Bewertungen
- Littlefield Simulation 2Dokument20 SeitenLittlefield Simulation 2Adair Gallo JuniorNoch keine Bewertungen
- Littlefield Round 2 StrategyDokument7 SeitenLittlefield Round 2 StrategyZhou JerryNoch keine Bewertungen
- OM Littlefield B1Dokument2 SeitenOM Littlefield B1Gaurav Kataria100% (4)
- Littlefield Game - Ug.inventoryDokument2 SeitenLittlefield Game - Ug.inventorySubhanjan BhattacharyaNoch keine Bewertungen
- Littlefield Report #1 - Team MoneyDokument4 SeitenLittlefield Report #1 - Team MoneyHaochen Xu100% (1)
- Littlefield Simulation Analysis ReportDokument3 SeitenLittlefield Simulation Analysis ReportCorporate keedaNoch keine Bewertungen
- Little Field Paper Version 3Dokument4 SeitenLittle Field Paper Version 3pigcognito100% (1)
- LittlefieldSummaryReport Final TeamAwesomeDokument4 SeitenLittlefieldSummaryReport Final TeamAwesomeAvinash PandeyNoch keine Bewertungen
- IIMA Sec D Group 15 LittleField Game AnalysisDokument12 SeitenIIMA Sec D Group 15 LittleField Game AnalysisSudeep RujNoch keine Bewertungen
- Little Field ReportDokument5 SeitenLittle Field ReportHimanshu AgrawalNoch keine Bewertungen
- Littlefield Presentation - Group 6Dokument12 SeitenLittlefield Presentation - Group 6AthahNoch keine Bewertungen
- Little Field Technology FormatDokument4 SeitenLittle Field Technology Formatqiyang84Noch keine Bewertungen
- Group D4 OM2 Littlefield Simulation ReportDokument9 SeitenGroup D4 OM2 Littlefield Simulation ReportaaaaNoch keine Bewertungen
- Littlefield A6 Section A6Dokument5 SeitenLittlefield A6 Section A6Arpit Jaiswal100% (1)
- Littlefield Simulation ReportDokument7 SeitenLittlefield Simulation ReportSidra SadafNoch keine Bewertungen
- Little Field 2 Summary and SolutionDokument11 SeitenLittle Field 2 Summary and SolutionYoonjung Kwon100% (6)
- Forecasting Littlefield LaboratoriesDokument10 SeitenForecasting Littlefield LaboratoriesLeland Coontz IV100% (1)
- Preparing For The GameDokument65 SeitenPreparing For The Gamegaurav86goyalNoch keine Bewertungen
- Littlefield Simulation - Action Plan - Group 6Dokument6 SeitenLittlefield Simulation - Action Plan - Group 6AthahNoch keine Bewertungen
- Littlefield - Strategy For SimulationDokument2 SeitenLittlefield - Strategy For Simulationvarun manwanshNoch keine Bewertungen
- ProblemSet 1Dokument2 SeitenProblemSet 1Kasra Ladjevardi0% (1)
- Little Field Report 1Dokument2 SeitenLittle Field Report 1Alibaba Lalala100% (1)
- Littlefield, Version 052809 1158Dokument5 SeitenLittlefield, Version 052809 1158sagi3011100% (2)
- Littlefield Assignment - Introduction and Game 1-2016-17Dokument3 SeitenLittlefield Assignment - Introduction and Game 1-2016-17Shardul KaushikNoch keine Bewertungen
- Answers To Old Midterm QsDokument11 SeitenAnswers To Old Midterm QsdarshangoshNoch keine Bewertungen
- Assignment: Littlefield Simulation - Game 2Dokument8 SeitenAssignment: Littlefield Simulation - Game 2Sumit SinghNoch keine Bewertungen
- Littlefield Paper 1026Dokument93 SeitenLittlefield Paper 1026jay patelNoch keine Bewertungen
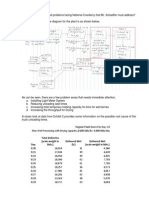
- National Cranberry CooperativeDokument14 SeitenNational Cranberry CooperativeDenisa A86% (7)
- Supply Chain Game Round 2Dokument5 SeitenSupply Chain Game Round 2douding41163.com100% (1)
- ISYE 3450 SC Game Memo 1 - AmberPressley - BrandonHarrisDokument6 SeitenISYE 3450 SC Game Memo 1 - AmberPressley - BrandonHarrisBrandon Harris100% (1)
- National Cranberry Cooperative CaseDokument7 SeitenNational Cranberry Cooperative CaseMano Ranjani83% (12)
- National Cranberry Analysis - ScribdDokument9 SeitenNational Cranberry Analysis - ScribdAudrey Tay100% (3)
- CranberryDokument5 SeitenCranberrymaverick_659Noch keine Bewertungen
- Revenue Management at Littlefield Laboratories: BackgroundDokument3 SeitenRevenue Management at Littlefield Laboratories: BackgroundSJNoch keine Bewertungen
- NationalCranberryCooperative CaseAnalysisDokument10 SeitenNationalCranberryCooperative CaseAnalysisJishnu RoychaudhuriNoch keine Bewertungen
- LittleField Technology CaseDokument22 SeitenLittleField Technology CaseMubeen Qawi0% (2)
- Operations Management National Cranberry CaseDokument12 SeitenOperations Management National Cranberry CaseKarthik TirupatiNoch keine Bewertungen
- National Cranberry Part IDokument3 SeitenNational Cranberry Part IPrateekRaj167% (3)
- Gillette vs. EnergizerDokument5 SeitenGillette vs. EnergizerAshish Singh RainuNoch keine Bewertungen
- Managing Customer Responsiveness at Littlefield TechnologiesDokument2 SeitenManaging Customer Responsiveness at Littlefield TechnologiesShreya AgrawalNoch keine Bewertungen
- Case Write-Up POMDokument5 SeitenCase Write-Up POMAnand SharmaNoch keine Bewertungen
- Littlefield Game 2 OverviewDokument3 SeitenLittlefield Game 2 OverviewRichard Joshua SNoch keine Bewertungen
- 1 TutorDokument7 Seiten1 TutorHero StrikesNoch keine Bewertungen
- Pioneering Views: Pushing the Limits of Your C/ETRM – Volume 1Von EverandPioneering Views: Pushing the Limits of Your C/ETRM – Volume 1Noch keine Bewertungen
- " Suratgarh Super Thermal Power Station": Submitted ToDokument58 Seiten" Suratgarh Super Thermal Power Station": Submitted ToSahuManishNoch keine Bewertungen
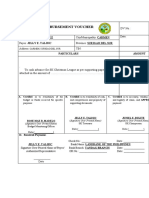
- Disbursement VoucherDokument7 SeitenDisbursement VoucherDan MarkNoch keine Bewertungen
- CompTIA A+ Lesson 3 Understanding, PATA, SATA, SCSIDokument8 SeitenCompTIA A+ Lesson 3 Understanding, PATA, SATA, SCSIAli Ghalehban - علی قلعه بانNoch keine Bewertungen
- FDP VLSI Design at Deep Submicron Node PDFDokument2 SeitenFDP VLSI Design at Deep Submicron Node PDFpraneethshubNoch keine Bewertungen
- Digital Speed Control of DC Motor For Industrial Automation Using Pulse Width Modulation TechniqueDokument6 SeitenDigital Speed Control of DC Motor For Industrial Automation Using Pulse Width Modulation TechniquevendiNoch keine Bewertungen
- 1207 - RTC-8065 II InglesDokument224 Seiten1207 - RTC-8065 II InglesGUILHERME SANTOSNoch keine Bewertungen
- Day 2 - Evident's Official ComplaintDokument18 SeitenDay 2 - Evident's Official ComplaintChronicle Herald100% (1)
- PST SubjectDokument2 SeitenPST SubjectCarol ElizagaNoch keine Bewertungen
- PERSONAL DEVELOPMENT (What Is Personal Development?)Dokument37 SeitenPERSONAL DEVELOPMENT (What Is Personal Development?)Ronafe Roncal GibaNoch keine Bewertungen
- Diagrama Hilux 1KD-2KD PDFDokument11 SeitenDiagrama Hilux 1KD-2KD PDFJeni100% (1)
- Highway Journal Feb 2023Dokument52 SeitenHighway Journal Feb 2023ShaileshRastogiNoch keine Bewertungen
- Asian Paints Final v1Dokument20 SeitenAsian Paints Final v1Mukul MundleNoch keine Bewertungen
- KV4BBSR Notice ContractuaL Interview 2023-24Dokument9 SeitenKV4BBSR Notice ContractuaL Interview 2023-24SuchitaNoch keine Bewertungen
- English ID Student S Book 1 - 015Dokument1 SeiteEnglish ID Student S Book 1 - 015Williams RoldanNoch keine Bewertungen
- Ccie R&s Expanded-BlueprintDokument12 SeitenCcie R&s Expanded-BlueprintAftab AlamNoch keine Bewertungen
- SCHEMA - Amsung 214TDokument76 SeitenSCHEMA - Amsung 214TmihaiNoch keine Bewertungen
- File 1038732040Dokument70 SeitenFile 1038732040Karen Joyce Costales MagtanongNoch keine Bewertungen
- A Project Diary-Wps OfficeDokument4 SeitenA Project Diary-Wps OfficeSameer ShaikhNoch keine Bewertungen
- Datasheet 6A8 FusívelDokument3 SeitenDatasheet 6A8 FusívelMluz LuzNoch keine Bewertungen
- IJISRT23JUL645Dokument11 SeitenIJISRT23JUL645International Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- INA Over Drive Pulley SystemDokument1 SeiteINA Over Drive Pulley SystemDaniel JulianNoch keine Bewertungen
- Boq Cme: 1 Pole Foundation Soil WorkDokument1 SeiteBoq Cme: 1 Pole Foundation Soil WorkyuwonoNoch keine Bewertungen
- MT Im For 2002 3 PGC This Is A Lecture About Politics Governance and Citizenship This Will HelpDokument62 SeitenMT Im For 2002 3 PGC This Is A Lecture About Politics Governance and Citizenship This Will HelpGen UriNoch keine Bewertungen
- Miata Wiring NA8 DiagramDokument65 SeitenMiata Wiring NA8 DiagramseanNoch keine Bewertungen
- Revised PARA Element2 Radio LawsDokument81 SeitenRevised PARA Element2 Radio LawsAurora Pelagio Vallejos100% (4)
- RMC No. 122 2022 9.6.2022Dokument6 SeitenRMC No. 122 2022 9.6.2022RUFO BULILANNoch keine Bewertungen
- 1013CCJ - T3 2019 - Assessment 2 - CompleteDokument5 Seiten1013CCJ - T3 2019 - Assessment 2 - CompleteGeorgie FriedrichsNoch keine Bewertungen
- Résumé Emily Martin FullDokument3 SeitenRésumé Emily Martin FullEmily MartinNoch keine Bewertungen
- Defenders of The Empire v1.4Dokument13 SeitenDefenders of The Empire v1.4Iker Antolín MedinaNoch keine Bewertungen
- Auditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsDokument30 SeitenAuditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsmirjapur0% (1)