Das könnte Ihnen auch gefallen
- jfds12403Dokument6 Seitenjfds12403Jhudit CamachoNoch keine Bewertungen
- ProlongingStorageTimeofBabyGingerbyUsing aSand-BasedStorageMediumandEssential OilTreatmentDokument7 SeitenProlongingStorageTimeofBabyGingerbyUsing aSand-BasedStorageMediumandEssential OilTreatmentJhudit CamachoNoch keine Bewertungen
- jfds12439Dokument14 Seitenjfds12439Jhudit CamachoNoch keine Bewertungen
- 1 s2.0 S0023643815303893 MainDokument7 Seiten1 s2.0 S0023643815303893 MainAndreea MarinNoch keine Bewertungen
- IsolationandCharacterizationof Chitinase-ProducingBacillusandPaenibacillus StrainsfromSaltedandFermented Shrimp, AcetesjaponicusDokument10 SeitenIsolationandCharacterizationof Chitinase-ProducingBacillusandPaenibacillus StrainsfromSaltedandFermented Shrimp, AcetesjaponicusJhudit CamachoNoch keine Bewertungen
- Identification of Conformational Epitopes on Buffalo β-Lactoglobulin (T: Toxicology & Chemical Food SafetyDokument9 SeitenIdentification of Conformational Epitopes on Buffalo β-Lactoglobulin (T: Toxicology & Chemical Food SafetyJhudit CamachoNoch keine Bewertungen
- Diet Effectsin Gut Microbiomeand ObesitDokument10 SeitenDiet Effectsin Gut Microbiomeand ObesitJhudit CamachoNoch keine Bewertungen
- PalatabilityandStabilityofShortbreadMade withLowSaturatedFatContentDokument7 SeitenPalatabilityandStabilityofShortbreadMade withLowSaturatedFatContentJhudit CamachoNoch keine Bewertungen
- Campylobacter in Chicken Carcass RinseDokument4 SeitenCampylobacter in Chicken Carcass RinseJhudit CamachoNoch keine Bewertungen
- jfds12327 PDFDokument7 Seitenjfds12327 PDFJhudit CamachoNoch keine Bewertungen
- Paper de InvestigacionDokument8 SeitenPaper de InvestigacionJhudit CamachoNoch keine Bewertungen
- Antibacterial Activity of Essential Oils of Edible Spices, Ocimum Canum and Xylopia AethiopicaDokument6 SeitenAntibacterial Activity of Essential Oils of Edible Spices, Ocimum Canum and Xylopia AethiopicaJhudit CamachoNoch keine Bewertungen
- Physical and Antibacterial Properties of Ac A I Edible Films Formulated With Thyme Essential Oil and Apple Skin PolyphenolsDokument8 SeitenPhysical and Antibacterial Properties of Ac A I Edible Films Formulated With Thyme Essential Oil and Apple Skin PolyphenolsJhudit CamachoNoch keine Bewertungen
- Modeling The Fate of Escherichia Coli O157:H7 and Salmonella Enterica in The Agricultural Environment: Current PerspectiveDokument7 SeitenModeling The Fate of Escherichia Coli O157:H7 and Salmonella Enterica in The Agricultural Environment: Current PerspectiveJhudit CamachoNoch keine Bewertungen
- jfds12332Dokument6 Seitenjfds12332Jhudit CamachoNoch keine Bewertungen
- General Regression Neural Network Model For Behavior of Salmonella On Chicken Meat During Cold StorageDokument10 SeitenGeneral Regression Neural Network Model For Behavior of Salmonella On Chicken Meat During Cold StorageJhudit CamachoNoch keine Bewertungen
- Antiviral Effects of Persimmon Extract On Human Norovirus and Its Surrogate, Bacteriophage MS2Dokument6 SeitenAntiviral Effects of Persimmon Extract On Human Norovirus and Its Surrogate, Bacteriophage MS2Jhudit CamachoNoch keine Bewertungen
- jfds12449Dokument5 Seitenjfds12449Jhudit CamachoNoch keine Bewertungen
- jfds12396Dokument8 Seitenjfds12396Jhudit CamachoNoch keine Bewertungen
- jfds12327 PDFDokument7 Seitenjfds12327 PDFJhudit CamachoNoch keine Bewertungen
- TCBS Agar PDFDokument2 SeitenTCBS Agar PDFJhudit Camacho100% (1)
- jfds12332Dokument6 Seitenjfds12332Jhudit CamachoNoch keine Bewertungen
- jfds12410Dokument11 Seitenjfds12410Jhudit CamachoNoch keine Bewertungen
- jfds12332Dokument6 Seitenjfds12332Jhudit CamachoNoch keine Bewertungen
- jfds12402Dokument4 Seitenjfds12402Jhudit CamachoNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Design of Circular Liquid or Gas PipesDokument6 SeitenDesign of Circular Liquid or Gas PipessereutyNoch keine Bewertungen
- BILL OF QUANTITIES FOR DABHOI-BODELI ROAD WIDENINGDokument61 SeitenBILL OF QUANTITIES FOR DABHOI-BODELI ROAD WIDENINGayman alnossaryNoch keine Bewertungen
- 21bce0427 VL2022230503921 Ast03Dokument13 Seiten21bce0427 VL2022230503921 Ast03Chethan .N.VNoch keine Bewertungen
- GDM Ch-17 Abuts Ret WallsDokument136 SeitenGDM Ch-17 Abuts Ret WallsNguyen Ngoc DuyenNoch keine Bewertungen
- Neural Networks and Deep Learning - Deep Learning Explained To Your Granny - A Visual Introduction For Beginners Who Want To Make Their Own Deep Learning Neural Network (Machine Learning)Dokument84 SeitenNeural Networks and Deep Learning - Deep Learning Explained To Your Granny - A Visual Introduction For Beginners Who Want To Make Their Own Deep Learning Neural Network (Machine Learning)Karlos Rdgz100% (2)
- CURE Software PublishedDokument14 SeitenCURE Software PublishedMario GuedesNoch keine Bewertungen
- Concrete Cube Failure - Acceptance Criteria and IS CodeDokument5 SeitenConcrete Cube Failure - Acceptance Criteria and IS CodeRaghavan ARNoch keine Bewertungen
- Sinotruk: Hw19170T Transmission Spare Parts CatalogDokument20 SeitenSinotruk: Hw19170T Transmission Spare Parts Catalogየብእር ስምNoch keine Bewertungen
- ABS RulesDokument172 SeitenABS RulesKrionikaNoch keine Bewertungen
- Mech4005y 5 2010 2Dokument4 SeitenMech4005y 5 2010 2Balgo BalgobinNoch keine Bewertungen
- 3 Analog (AMPLITUDE MODULATION)Dokument14 Seiten3 Analog (AMPLITUDE MODULATION)FAISAL KHANNoch keine Bewertungen
- (The Routledge Philosophers) David Cunning - Descartes-Routledge (2023)Dokument425 Seiten(The Routledge Philosophers) David Cunning - Descartes-Routledge (2023)Hasan sabbah Alamutharemeyn100% (1)
- Nms 2nd UnitDokument30 SeitenNms 2nd UnitjilikajithendarNoch keine Bewertungen
- Photon Energy and WavelengthDokument20 SeitenPhoton Energy and WavelengthNeil Joseph LandinginNoch keine Bewertungen
- Melissa StyrochemDokument40 SeitenMelissa StyrochemAjayMaurya100% (1)
- Fraction As A Part of A WholeDokument4 SeitenFraction As A Part of A WholeWennyNoch keine Bewertungen
- Chapter 08Dokument33 SeitenChapter 08Thanh Van DaoNoch keine Bewertungen
- Geotechnic Paper PublishedDokument10 SeitenGeotechnic Paper PublishedWasiu OsisanyaNoch keine Bewertungen
- Medium Resolution Gamma Rays Spectroscopy For Safeguards Applications 1Dokument253 SeitenMedium Resolution Gamma Rays Spectroscopy For Safeguards Applications 1Saud AlshikhNoch keine Bewertungen
- Solidworks Simulation - Theoretical Manual PDFDokument115 SeitenSolidworks Simulation - Theoretical Manual PDFUsama AbudawudNoch keine Bewertungen
- Engineering Physics FundamentalsDokument29 SeitenEngineering Physics Fundamentalsabi niveshNoch keine Bewertungen
- 0511-A 1Dokument24 Seiten0511-A 1suprita100% (1)
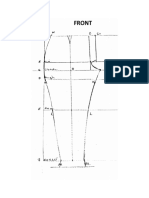
- Measure Front & Back Pants PatternDokument8 SeitenMeasure Front & Back Pants PatternAlicia MyersNoch keine Bewertungen
- Shear Performance Analysis Tapered Beam-Resal PDFDokument11 SeitenShear Performance Analysis Tapered Beam-Resal PDFp rNoch keine Bewertungen
- 01 Surface ChemistryDokument66 Seiten01 Surface ChemistryPatrick PhamNoch keine Bewertungen
- Fresh Water Generator On Ships 2Dokument16 SeitenFresh Water Generator On Ships 2Hamilton RamaNoch keine Bewertungen
- Kami Export - Alaina Villatoro - EnergyPacket PDFDokument20 SeitenKami Export - Alaina Villatoro - EnergyPacket PDFAlaina VillatoroNoch keine Bewertungen
- P6Dokument33 SeitenP6adaptive4u4527Noch keine Bewertungen
- Stga High Resolution Strain Gauge Extensometers: FeaturesDokument2 SeitenStga High Resolution Strain Gauge Extensometers: FeaturesSoup PongsakornNoch keine Bewertungen
- Scanpal Eda60k Handheld Computer Data Sheet enDokument2 SeitenScanpal Eda60k Handheld Computer Data Sheet enZivko Zix MilosevicNoch keine Bewertungen