Das könnte Ihnen auch gefallen
- Himeji Number 2 Goes CommercialDokument13 SeitenHimeji Number 2 Goes CommercialSujeet KumarNoch keine Bewertungen
- En 1.0.0 BT Aerolock Rotary ValveDokument46 SeitenEn 1.0.0 BT Aerolock Rotary ValveJose Marino Perez LazoNoch keine Bewertungen
- Bowman Power Turbogen TG80CGDokument2 SeitenBowman Power Turbogen TG80CGcrikalaoNoch keine Bewertungen
- Effective Varnish Removal From Turbine Lubrication SystemsDokument9 SeitenEffective Varnish Removal From Turbine Lubrication SystemsOsman AhmedNoch keine Bewertungen
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Von EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNoch keine Bewertungen
- Emergency Generator CoolingDokument7 SeitenEmergency Generator CoolingJay JayNoch keine Bewertungen
- Preslia 32-46-68-100Dokument1 SeitePreslia 32-46-68-100MAZENNoch keine Bewertungen
- LT SL Lm5000-Ind-03-001 r0Dokument2 SeitenLT SL Lm5000-Ind-03-001 r0Alejandro Romero BallestasNoch keine Bewertungen
- Manual Mando A DistanciaDokument13 SeitenManual Mando A DistanciaManuel SieŕraNoch keine Bewertungen
- Ageing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationVon EverandAgeing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationNoch keine Bewertungen
- Asme B133.12-1981Dokument10 SeitenAsme B133.12-1981vijay pawarNoch keine Bewertungen
- Practical Guidelines For Determining Electrical Area ClassificationDokument17 SeitenPractical Guidelines For Determining Electrical Area ClassificationOmar AzzainNoch keine Bewertungen
- DSMTS-Metco 8450 - 8622 - 8625Dokument4 SeitenDSMTS-Metco 8450 - 8622 - 8625Gonzalo Guerrero Cáceres0% (1)
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorVon EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorNoch keine Bewertungen
- MCO2 SP300 8011 SP2 8007 Operationmanual enDokument49 SeitenMCO2 SP300 8011 SP2 8007 Operationmanual encengiz gunesNoch keine Bewertungen
- The Design and Analysis of Gas Turbine BladeDokument3 SeitenThe Design and Analysis of Gas Turbine Bladeaerobrother100% (3)
- Structural Health MonitoringVon EverandStructural Health MonitoringDaniel BalageasNoch keine Bewertungen
- DETC2009-86080: The Use of Interference Diagrams To Avoid Impeller Resonance: An Application To Igv DesignDokument8 SeitenDETC2009-86080: The Use of Interference Diagrams To Avoid Impeller Resonance: An Application To Igv DesignRajesh KachrooNoch keine Bewertungen
- Jeida Farm Supply Corporation Catalog 2014Dokument10 SeitenJeida Farm Supply Corporation Catalog 2014Taj Deluria100% (3)
- Peppers Catalogue PDFDokument64 SeitenPeppers Catalogue PDFStone123456789Noch keine Bewertungen
- J616V02 enDokument4 SeitenJ616V02 enMartin KratkyNoch keine Bewertungen
- 1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesDokument8 Seiten1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesArgenomSaubiNoch keine Bewertungen
- Operation & Maintenance ManualDokument82 SeitenOperation & Maintenance ManualSuvek KumarNoch keine Bewertungen
- Natural Gas Engine Technologies: Science & Technology Management DepartmentDokument20 SeitenNatural Gas Engine Technologies: Science & Technology Management DepartmentPrince Chaudhary100% (2)
- Handbook of Infrared Standards II: with Spectral Coverage betweenVon EverandHandbook of Infrared Standards II: with Spectral Coverage betweenNoch keine Bewertungen
- Motortech Application Guide Waukesha VHP Series 01.00.014 en 2018 02Dokument76 SeitenMotortech Application Guide Waukesha VHP Series 01.00.014 en 2018 02Edison MataNoch keine Bewertungen
- Peppers Catalogue GlandsDokument28 SeitenPeppers Catalogue GlandsVlad Andronache100% (1)
- Kae-Kze-Kba-Kbz 050108 RNV o & M ManualDokument26 SeitenKae-Kze-Kba-Kbz 050108 RNV o & M ManualKS Pavan NarayanNoch keine Bewertungen
- Iec60079 19Dokument29 SeitenIec60079 19Nazanin AkramNoch keine Bewertungen
- Thyristor Control Heater Panel GuideDokument63 SeitenThyristor Control Heater Panel Guidevaithy1990Noch keine Bewertungen
- Nigeria Gas Specification - GACNDokument1 SeiteNigeria Gas Specification - GACNOlusegun OyebanjiNoch keine Bewertungen
- GE's Jenbacher Gas Engines - Advantage Austria (PDFDrive)Dokument23 SeitenGE's Jenbacher Gas Engines - Advantage Austria (PDFDrive)saman karbasiNoch keine Bewertungen
- Compressor Over-Lubrication PresentationDokument38 SeitenCompressor Over-Lubrication Presentation1mmahoneyNoch keine Bewertungen
- ASME SA-437-SA-437M Specification For Alloy-Steel Turbine Type Bolting Material Specially Heat Treated For High-Temperature ServiceDokument5 SeitenASME SA-437-SA-437M Specification For Alloy-Steel Turbine Type Bolting Material Specially Heat Treated For High-Temperature ServiceWagner Renato AraújoNoch keine Bewertungen
- LOA2 LOA3 Oil Burner Controls2 PDFDokument10 SeitenLOA2 LOA3 Oil Burner Controls2 PDFAdamNoch keine Bewertungen
- Unsteady Flow Visualisation T Akes The Heat Out of Hot SpotsDokument2 SeitenUnsteady Flow Visualisation T Akes The Heat Out of Hot SpotsDeepak Chachra100% (1)
- Imece2014 38164 PDFDokument9 SeitenImece2014 38164 PDFYemane TesfayeNoch keine Bewertungen
- Solutions For Long-Term Storage of Electronic Components and CompositionsDokument3 SeitenSolutions For Long-Term Storage of Electronic Components and CompositionsJoão Pedro AlmeidaNoch keine Bewertungen
- KAT Series PDFDokument27 SeitenKAT Series PDFRashel HasanNoch keine Bewertungen
- 2015 - 07094934Dokument9 Seiten2015 - 07094934mjimenezgNoch keine Bewertungen
- Carbotech - Grade - ListDokument1 SeiteCarbotech - Grade - ListpiojeziorNoch keine Bewertungen
- Datasheet Sandvik 2re69 enDokument9 SeitenDatasheet Sandvik 2re69 enMuzammilNoch keine Bewertungen
- Manual Mto 1203 - 5,6 MWDokument98 SeitenManual Mto 1203 - 5,6 MWAgustin BaratcabalNoch keine Bewertungen
- Calculation For Gas Turbine Exhaust NoxDokument2 SeitenCalculation For Gas Turbine Exhaust Noxkunju1234Noch keine Bewertungen
- Caterpillar RC1000 Containerized Diesel Generator SetDokument4 SeitenCaterpillar RC1000 Containerized Diesel Generator SetMacAllister MachineryNoch keine Bewertungen
- 3 Experience and Case Studies 12.5.05Dokument3 Seiten3 Experience and Case Studies 12.5.05Sikander Girgoukar100% (1)
- Steam Turbines A Full Range To Fit Your Needs PDFDokument20 SeitenSteam Turbines A Full Range To Fit Your Needs PDFvcharles100% (1)
- Thermal Spray Market Study - McDonaldDokument39 SeitenThermal Spray Market Study - McDonaldantoniojmmNoch keine Bewertungen
- Air BlowersDokument4 SeitenAir Blowersjkhan_724384Noch keine Bewertungen
- TD 302 Cemp EEx-d Technische Catalogus ATEX 63-315Dokument87 SeitenTD 302 Cemp EEx-d Technische Catalogus ATEX 63-315TrePcaNoch keine Bewertungen
- Sleeve Bearing Load LimitsDokument2 SeitenSleeve Bearing Load Limitssperthawin2787630Noch keine Bewertungen
- Pentair Series H ValveDokument78 SeitenPentair Series H Valvea_osorioNoch keine Bewertungen
- Integrated Renewable Energy for Rural Communities: Planning Guidelines, Technologies and ApplicationsVon EverandIntegrated Renewable Energy for Rural Communities: Planning Guidelines, Technologies and ApplicationsNoch keine Bewertungen
- CLLK07 & 08 Technical Parameters BrochureDokument2 SeitenCLLK07 & 08 Technical Parameters BrochureAlmario Sagun0% (1)
- Trotec Speedy100 ManualDokument58 SeitenTrotec Speedy100 ManualmanuelNoch keine Bewertungen
- Nilai MK Post-Intermediate Listening 2017Dokument6 SeitenNilai MK Post-Intermediate Listening 2017Ledi Wakha WakhaNoch keine Bewertungen
- Actuador Limitorque MX y QXDokument6 SeitenActuador Limitorque MX y QXManuel FernizaNoch keine Bewertungen
- Philips (LCD) Q552.4E LA PDFDokument184 SeitenPhilips (LCD) Q552.4E LA PDFMaya TesNoch keine Bewertungen
- Modicon X80 Modules - BMXDRA0815Dokument5 SeitenModicon X80 Modules - BMXDRA0815Blesson P VargheseNoch keine Bewertungen
- Es - 101Dokument8 SeitenEs - 101Subrata PaulNoch keine Bewertungen
- MS-MP01473 IT HandbookDokument30 SeitenMS-MP01473 IT HandbookJayJayNoch keine Bewertungen
- GV2ME32 TelemecaniqueDokument2 SeitenGV2ME32 TelemecaniqueRasek ResolfNoch keine Bewertungen
- Ficha Técnica - Monitor de Signos Vitales - ePM Compact - ePM 10-12-15Dokument4 SeitenFicha Técnica - Monitor de Signos Vitales - ePM Compact - ePM 10-12-15Angie Urrea VasquezNoch keine Bewertungen
- StudioLive Software Library Manual - EnglishDokument150 SeitenStudioLive Software Library Manual - Englishzeuta1Noch keine Bewertungen
- PowerMaxPlus Install Guide English DE5467IP3Dokument32 SeitenPowerMaxPlus Install Guide English DE5467IP3Armando AriasNoch keine Bewertungen
- Bubble PowerDokument16 SeitenBubble Powersachinsdurgad100% (1)
- Huawei RPL 2018Dokument2.869 SeitenHuawei RPL 2018Hanna0% (1)
- EDS - NDrive ManualDokument115 SeitenEDS - NDrive Manuallfba_16Noch keine Bewertungen
- Concrete Construction Article PDF A Brief History, On The LevelDokument3 SeitenConcrete Construction Article PDF A Brief History, On The LevelelyasNoch keine Bewertungen
- Experiment No: 3 Charging and Discharging of Super CapacitorsDokument3 SeitenExperiment No: 3 Charging and Discharging of Super CapacitorsKunal TanwarNoch keine Bewertungen
- Non-Contact Based Temperature MeasurementDokument16 SeitenNon-Contact Based Temperature MeasurementL13 Krushna NemadeNoch keine Bewertungen
- Cisco SDWDokument65 SeitenCisco SDWDaniel VieceliNoch keine Bewertungen
- Product Specifications: DBXLH-6565S-T0MDokument4 SeitenProduct Specifications: DBXLH-6565S-T0MRaluca Roxana SzaszNoch keine Bewertungen
- Kholer 60reozjcDokument4 SeitenKholer 60reozjcNoel GarciaNoch keine Bewertungen
- Ev Charging TechnlogiesDokument43 SeitenEv Charging TechnlogiesAtheli Vijay Chandra100% (1)
- Wa0011.Dokument22 SeitenWa0011.prabhat2000.kNoch keine Bewertungen
- Phase-Control IC - Tacho Applications: DescriptionDokument11 SeitenPhase-Control IC - Tacho Applications: DescriptionAlex FierăscuNoch keine Bewertungen
- Electrical Conduit and Fitting Layout:-Notes:-: STP17/OTH/333 STP17/OTH/230Dokument1 SeiteElectrical Conduit and Fitting Layout:-Notes:-: STP17/OTH/333 STP17/OTH/230Satya Vamsi DorapalliNoch keine Bewertungen
- Cable Reel Leroy Somer - enDokument16 SeitenCable Reel Leroy Somer - enEmerson BatistaNoch keine Bewertungen
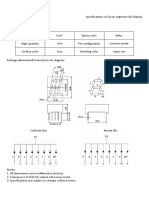
- 0.56" Milky Anode RedDokument2 Seiten0.56" Milky Anode RedPutinun TachavatapornNoch keine Bewertungen
- SWOLE o CLOCK MANUAL !!!Dokument2 SeitenSWOLE o CLOCK MANUAL !!!Aleksandar DimovskiNoch keine Bewertungen
- TPS A12 A12eDokument12 SeitenTPS A12 A12eJoserecon BonillaNoch keine Bewertungen
- Experiment 1 - Signal Clippers and Clampers PDFDokument5 SeitenExperiment 1 - Signal Clippers and Clampers PDFAsyraf Norahairuzan0% (2)
- Stag-4 Qbox, Qnext, Stag-300 Qmax - Manual Ver1 7 6 (25!04!2016) enDokument61 SeitenStag-4 Qbox, Qnext, Stag-300 Qmax - Manual Ver1 7 6 (25!04!2016) ensamserbanexNoch keine Bewertungen
- EE 271 Digital Circuits and Systems: Course Specification (Syllabus)Dokument41 SeitenEE 271 Digital Circuits and Systems: Course Specification (Syllabus)R.R.S. SavichevaNoch keine Bewertungen
- Manual BrontoDokument115 SeitenManual BrontoDaniel Reinoso Rojo83% (6)
- Chemistry WorksheetDokument5 SeitenChemistry WorksheetGiezel MadurarNoch keine Bewertungen