Das könnte Ihnen auch gefallen
- Que Estas ComiendoDokument405 SeitenQue Estas ComiendoAzuca100% (1)
- Broken Madison FayeDokument123 SeitenBroken Madison Fayesarayher100% (1)
- Formulario InvimaDokument5 SeitenFormulario Invimaprincesx171288% (8)
- Proteger Los IsquiotibialesDokument4 SeitenProteger Los IsquiotibialesYogayeducacionNoch keine Bewertungen
- Normas INENDokument152 SeitenNormas INENAndree CrNoch keine Bewertungen
- Etanol. NormaDokument8 SeitenEtanol. NormaVicente ZambranoNoch keine Bewertungen
- DCIGuayaquil SCI Model PDFDokument1 SeiteDCIGuayaquil SCI Model PDFVicente ZambranoNoch keine Bewertungen
- Lista de Materiales para LISTA DE MATERIALES para El Examenel ExamenDokument1 SeiteLista de Materiales para LISTA DE MATERIALES para El Examenel ExamenVicente ZambranoNoch keine Bewertungen
- La Seguridad Industrial Ante Los Accidentes Graves: Domingo Moreno Dr. Ingeniero Industrial E.T.S.I. Industriales, UPMDokument31 SeitenLa Seguridad Industrial Ante Los Accidentes Graves: Domingo Moreno Dr. Ingeniero Industrial E.T.S.I. Industriales, UPMruedaenriqueNoch keine Bewertungen
- Ensamble Mezcladora - Detalles Interiores de MezcladoraDokument1 SeiteEnsamble Mezcladora - Detalles Interiores de MezcladoraVicente ZambranoNoch keine Bewertungen
- Escaner 3DDokument5 SeitenEscaner 3DVicente ZambranoNoch keine Bewertungen
- Plano de Soldadura PDFDokument1 SeitePlano de Soldadura PDFVicente Zambrano0% (1)
- Sistema FotovoltaicoDokument8 SeitenSistema FotovoltaicoVicente ZambranoNoch keine Bewertungen
- GalvanizadoDokument8 SeitenGalvanizadoVicente ZambranoNoch keine Bewertungen
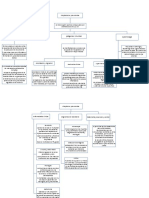
- Mapa ConceptualDokument1 SeiteMapa ConceptualLuiz MarquezineNoch keine Bewertungen
- Arroyo VehicularDokument21 SeitenArroyo Vehicularitzel bolaños100% (1)
- ORDENADORDokument15 SeitenORDENADORLualeCapfielNoch keine Bewertungen
- Lavado de DineroDokument15 SeitenLavado de DineroRoberto Cesar ContrerasNoch keine Bewertungen
- Para Qué Nos Sirve La TecnologíaDokument3 SeitenPara Qué Nos Sirve La TecnologíaFer NandoNoch keine Bewertungen
- Ficha Técnica CTK 220 LTS Diesel.Dokument2 SeitenFicha Técnica CTK 220 LTS Diesel.eehhvNoch keine Bewertungen
- Manual Técnico Agua Ital VinilDokument85 SeitenManual Técnico Agua Ital VinilSERGIO CICCHITTINoch keine Bewertungen
- Tecnicas e Instrumentos de Recolección de Datos PDFDokument31 SeitenTecnicas e Instrumentos de Recolección de Datos PDFManuel Jesus Chura Alvarez100% (1)
- Maestro Catalogo Abril Lima PDFDokument24 SeitenMaestro Catalogo Abril Lima PDFFRANCISCO CUBA H.Noch keine Bewertungen
- Trabajo Juicio Por JuradosDokument26 SeitenTrabajo Juicio Por JuradosGina Camila MoroniNoch keine Bewertungen
- Indices Unificados de Precios de ConstruccionDokument3 SeitenIndices Unificados de Precios de ConstruccionJose ALtamiranoNoch keine Bewertungen
- Streptococcus PneumoniaeDokument2 SeitenStreptococcus PneumoniaeIsac LimacheNoch keine Bewertungen
- El Proceso Administrativo Según Varios AutoresDokument4 SeitenEl Proceso Administrativo Según Varios AutoresDelverNoch keine Bewertungen
- Modulo Ix Gestion Publica CCLDokument3 SeitenModulo Ix Gestion Publica CCLDnp comprasNoch keine Bewertungen
- RESEÑA HISTORICA MaDokument3 SeitenRESEÑA HISTORICA MaRamsses MoncadaNoch keine Bewertungen
- Tinkercad en La FP Básica.Dokument3 SeitenTinkercad en La FP Básica.NestorNoch keine Bewertungen
- Grupo N°2 Casos PrácticosDokument3 SeitenGrupo N°2 Casos PrácticosGabriel Enciso CoralNoch keine Bewertungen
- Sustentación Soldados en La Lluvia 2023Dokument8 SeitenSustentación Soldados en La Lluvia 2023Yaneth MaldonadoNoch keine Bewertungen
- Disertación Culpa IncontrahendoDokument2 SeitenDisertación Culpa IncontrahendoSofia TurbayNoch keine Bewertungen
- Tesis Residuos SolidosDokument107 SeitenTesis Residuos SolidosAlexander Calderon AguilarNoch keine Bewertungen
- Pr-sst-11 Procedimiento de Trabajo Seguro de ExcavacionDokument32 SeitenPr-sst-11 Procedimiento de Trabajo Seguro de ExcavacionYesenia ArizaNoch keine Bewertungen
- Informe Sistema para La Organización de DocumentosDokument2 SeitenInforme Sistema para La Organización de DocumentosEl FeliNoch keine Bewertungen
- Conflictos Armados de AfricaDokument75 SeitenConflictos Armados de AfricaTedeprint OlanchitoNoch keine Bewertungen
- Mecanismos CoordinacionDokument17 SeitenMecanismos Coordinacionyoni hernan bances lalupuNoch keine Bewertungen
- Problemas de MultiplicarDokument9 SeitenProblemas de MultiplicarJulio Joseph Rocha BazalduaNoch keine Bewertungen
- Trabajo de Etica - Sesion 4Dokument12 SeitenTrabajo de Etica - Sesion 4marisolNoch keine Bewertungen