Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Bridge Design Checklist Rev01Dokument7 SeitenBridge Design Checklist Rev01ingjcmv67% (3)
- Unity For Mobile Games: Solution GuideDokument9 SeitenUnity For Mobile Games: Solution GuideAlexaNoch keine Bewertungen
- Carbonate PetrophysicsDokument6 SeitenCarbonate PetrophysicsRovshan1988Noch keine Bewertungen
- Iso 21969 2009 en PDFDokument8 SeitenIso 21969 2009 en PDFAnonymous P7J7V4Noch keine Bewertungen
- ISO Metrički NavojiDokument7 SeitenISO Metrički NavojiDražan MiloložaNoch keine Bewertungen
- Poljoprivredni TraktoriDokument13 SeitenPoljoprivredni TraktoriDražan MiloložaNoch keine Bewertungen
- Valjane PlateDokument15 SeitenValjane PlateDražan Miloloža100% (1)
- METECNODokument73 SeitenMETECNODražan MiloložaNoch keine Bewertungen
- Acad Mech UserguideDokument426 SeitenAcad Mech UserguideRajiv RamanathanNoch keine Bewertungen
- Flexible Measuring Systems Thread Formula: WWW.F-M-S.DKDokument2 SeitenFlexible Measuring Systems Thread Formula: WWW.F-M-S.DKDražan MiloložaNoch keine Bewertungen
- Overheat Freeze Mechanisms of Solar CollectorsDokument5 SeitenOverheat Freeze Mechanisms of Solar CollectorsJuli HasanajNoch keine Bewertungen
- Converging To The CloudDokument39 SeitenConverging To The CloudmkivNoch keine Bewertungen
- Differential Pressure Switch RH3Dokument2 SeitenDifferential Pressure Switch RH3Jairo ColeccionistaNoch keine Bewertungen
- Analysis of Challenges Facing Rice Processing in NDokument8 SeitenAnalysis of Challenges Facing Rice Processing in Nanon_860431436Noch keine Bewertungen
- BCS 031 Solved Assignments 2016Dokument15 SeitenBCS 031 Solved Assignments 2016Samyak JainNoch keine Bewertungen
- J Proc CTRL Vol 19 2009 Q Wang K Astrom - Guaranteed Dominant Pole PlacementDokument4 SeitenJ Proc CTRL Vol 19 2009 Q Wang K Astrom - Guaranteed Dominant Pole PlacementmtichyscribdNoch keine Bewertungen
- Daf RequestDokument1.692 SeitenDaf Requestbrs00nNoch keine Bewertungen
- 820-3740 Technical OverviewDokument238 Seiten820-3740 Technical Overviewppjim100% (1)
- LZQJXC Dab e 3.10Dokument2 SeitenLZQJXC Dab e 3.10alageshvijayNoch keine Bewertungen
- Internet and Java ProgrammingDokument4 SeitenInternet and Java ProgrammingsharmaarakeyshNoch keine Bewertungen
- Auto Chassis NotesDokument90 SeitenAuto Chassis Notesanishsukumar000gmailcomNoch keine Bewertungen
- Summer SLS 1103 SyllabusDokument22 SeitenSummer SLS 1103 SyllabusJay100% (1)
- Self Priming Centrifugal Pump: Models 03H1-GL, 03H1-GR, 03H3-GL and 03H3-GRDokument4 SeitenSelf Priming Centrifugal Pump: Models 03H1-GL, 03H1-GR, 03H3-GL and 03H3-GRdougNoch keine Bewertungen
- 2.0 DCV-Brochure BV Valves (Pages) R01 PDFDokument12 Seiten2.0 DCV-Brochure BV Valves (Pages) R01 PDFAliZenatiNoch keine Bewertungen
- March Aprilwnissue2016Dokument100 SeitenMarch Aprilwnissue2016Upender BhatiNoch keine Bewertungen
- Ma 500TRDokument3 SeitenMa 500TRBoban ButrićNoch keine Bewertungen
- Punjab ULBRFPVolume IAttachmentdate 21 Nov 2016Dokument214 SeitenPunjab ULBRFPVolume IAttachmentdate 21 Nov 2016NishantvermaNoch keine Bewertungen
- Data Sheet - Pex 240DWDokument8 SeitenData Sheet - Pex 240DWChristine ThompsonNoch keine Bewertungen
- The Combustion Characteristics of Residual Fuel Oil Blended With Fuel AdditivesDokument10 SeitenThe Combustion Characteristics of Residual Fuel Oil Blended With Fuel AdditivesBunga ChanNoch keine Bewertungen
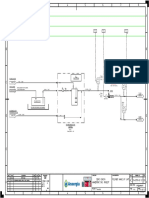
- Initial PID - 19-0379 A01 01Dokument39 SeitenInitial PID - 19-0379 A01 01rajap2737Noch keine Bewertungen
- ABB - PCS 6000 STATCOM - Reference ListDokument8 SeitenABB - PCS 6000 STATCOM - Reference ListProyectos IPC S.A.S - Manuel CadenaNoch keine Bewertungen
- 02 MDB3083 - Lecture1 (B) PDFDokument30 Seiten02 MDB3083 - Lecture1 (B) PDFJasmine_lai00Noch keine Bewertungen
- S11ES Ig 16Dokument4 SeitenS11ES Ig 16allanrnmanalotoNoch keine Bewertungen
- Shyla Jennings Ebook FinalDokument17 SeitenShyla Jennings Ebook FinalChye Yong HockNoch keine Bewertungen
- En 1996 09Dokument132 SeitenEn 1996 09Yohan Moa100% (1)