Das könnte Ihnen auch gefallen
- Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDokument7 SeitenStandard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodRenzo BellotaNoch keine Bewertungen
- API 570-2016 Add1-2017Dokument1 SeiteAPI 570-2016 Add1-2017Zafiro Avet60% (5)
- Case 2290 PDFDokument90 SeitenCase 2290 PDFDarioNoch keine Bewertungen
- ASME B31 3 Code Case 181Dokument8 SeitenASME B31 3 Code Case 181AkbarNoch keine Bewertungen
- Compabloc Manual NewestDokument36 SeitenCompabloc Manual NewestAnonymous nw5AXJqjdNoch keine Bewertungen
- GALIOM User ManualDokument395 SeitenGALIOM User ManualalkhiatNoch keine Bewertungen
- API 580 Questions Question Bank 1Dokument1 SeiteAPI 580 Questions Question Bank 1B.r. SridharReddyNoch keine Bewertungen
- ASME Plant Inspector Level 1 BoK: Inspection KnowledgeDokument5 SeitenASME Plant Inspector Level 1 BoK: Inspection KnowledgeNnamdi Celestine NnamdiNoch keine Bewertungen
- Signal FFS Software DatasheetDokument2 SeitenSignal FFS Software DatasheetMirtunjay KumarNoch keine Bewertungen
- Asme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)Dokument28 SeitenAsme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)nani356Noch keine Bewertungen
- Brittle Fracture Evaluation SoftwareDokument2 SeitenBrittle Fracture Evaluation SoftwarePiyush Prasad100% (1)
- Nondestructive Testing Handbook Third Edition Volume 10Dokument16 SeitenNondestructive Testing Handbook Third Edition Volume 10hamedmosadeq13% (8)
- Closed Book API RP 577 Practice QuestionsDokument10 SeitenClosed Book API RP 577 Practice Questionsmuhammadazhar100% (2)
- (PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-IndustryDokument5 Seiten(PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-Industrysabari ramasamyNoch keine Bewertungen
- ASME Sec IX PDFDokument325 SeitenASME Sec IX PDFRODRIGUEZJAPNoch keine Bewertungen
- API 580 Questions Practice Exam 2Dokument10 SeitenAPI 580 Questions Practice Exam 2Mohammed Abdul Sayeed100% (4)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsVon EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsBewertung: 4 von 5 Sternen4/5 (12)
- WSI Corrosion Control by Weld Overlay (Boilers)Dokument11 SeitenWSI Corrosion Control by Weld Overlay (Boilers)Claudia Mms100% (1)
- Equivalent Cross Valve Cast PDFDokument2 SeitenEquivalent Cross Valve Cast PDFshaonaaNoch keine Bewertungen
- Limiting and Excess Reactants Lesson PlanDokument3 SeitenLimiting and Excess Reactants Lesson Planapi-316338270100% (3)
- Vdoc - Pub Parrys Valuation and Investment TablesDokument551 SeitenVdoc - Pub Parrys Valuation and Investment TablesWan Rosman100% (1)
- MSS SP-25 PDFDokument32 SeitenMSS SP-25 PDFAnkit Jain100% (1)
- 3.4 Arc Length: The Distance From The Tip of The WeldingDokument7 Seiten3.4 Arc Length: The Distance From The Tip of The WeldingMohammed IlliasuddinNoch keine Bewertungen
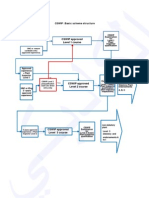
- CSWIP Basic NDT Inspector Qualification Scheme StructureDokument1 SeiteCSWIP Basic NDT Inspector Qualification Scheme Structureعبداللطيف الكاديكي100% (1)
- API 577 Reading ChecklistDokument1 SeiteAPI 577 Reading ChecklistbacabacabacaNoch keine Bewertungen
- API 579 Part 5 Local Metal LossDokument41 SeitenAPI 579 Part 5 Local Metal LossAli SASSINoch keine Bewertungen
- Aws Cwe Exam SampleDokument2 SeitenAws Cwe Exam SampleEmad A.AhmadNoch keine Bewertungen
- Closed Book Api 572-A (55-65) - 2Dokument11 SeitenClosed Book Api 572-A (55-65) - 2slxanto100% (1)
- API 586 Meeting Agenda Fall 2016Dokument2 SeitenAPI 586 Meeting Agenda Fall 2016Gonzalo Tellería100% (1)
- API MethodologyDokument278 SeitenAPI MethodologyRed_Wing100% (1)
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDokument45 SeitenAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionNoch keine Bewertungen
- Practice Questions For API RP 577Dokument10 SeitenPractice Questions For API RP 577vamsikrishnaNoch keine Bewertungen
- ASME V InterpretationsDokument8 SeitenASME V InterpretationsJuankgxNoch keine Bewertungen
- E747-04 (Reapproved 2010) PDFDokument15 SeitenE747-04 (Reapproved 2010) PDFlean guerreroNoch keine Bewertungen
- PVP2014-28451 Mods Proposed To API 579-1Dokument13 SeitenPVP2014-28451 Mods Proposed To API 579-1jbloggs2007Noch keine Bewertungen
- En ASME ComparisonDokument18 SeitenEn ASME ComparisonPeterWay100% (1)
- API-581 3rd Thinning Example 2Dokument42 SeitenAPI-581 3rd Thinning Example 2Javier Iglesias75% (4)
- 10) Api 510 Day 2Dokument206 Seiten10) Api 510 Day 2hamedNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Quizzes On ASME VDokument11 SeitenQuizzes On ASME VHary SasmayaNoch keine Bewertungen
- FFS AnalysisDokument29 SeitenFFS Analysisrajeesh100% (1)
- ASME IX - 2019 - Addenda - ChangesDokument7 SeitenASME IX - 2019 - Addenda - ChangeszaheerNoch keine Bewertungen
- How To Specify and Predict Ferrite Number in Stainless Steel WeldsDokument11 SeitenHow To Specify and Predict Ferrite Number in Stainless Steel WeldsWeldPulseNoch keine Bewertungen
- API 510 Case Study - 7Dokument2 SeitenAPI 510 Case Study - 7Khaled FatnassiNoch keine Bewertungen
- CASTI - Getting Started - API 580 Risk Based Inspection CertificationDokument1 SeiteCASTI - Getting Started - API 580 Risk Based Inspection CertificationAgustin A.Noch keine Bewertungen
- AWS R I C P: Adiographic Nterpreter Ertification RogramDokument4 SeitenAWS R I C P: Adiographic Nterpreter Ertification RogramSharat Chandra100% (1)
- 63 Multiple Choice Questions: No Answer GivenDokument16 Seiten63 Multiple Choice Questions: No Answer GivenAnonymous Q4YUvR100% (1)
- API 570 Exame Questions Dated 5 July 2018Dokument10 SeitenAPI 570 Exame Questions Dated 5 July 2018Ahmed ShakirNoch keine Bewertungen
- Welding inspection quiz questions and answersDokument9 SeitenWelding inspection quiz questions and answersmageshkumarNoch keine Bewertungen
- API 574pdfDokument4 SeitenAPI 574pdfOlajide Nasir OlayinkaNoch keine Bewertungen
- API 510 Study QuestionsDokument49 SeitenAPI 510 Study QuestionsMichael Clapham50% (4)
- API 579-1/ASME FFS-1 Fitness-for-Service SeminarDokument196 SeitenAPI 579-1/ASME FFS-1 Fitness-for-Service Seminarshakeelahmadjsr100% (1)
- ASME IX QuestionsDokument20 SeitenASME IX QuestionsAshish PatelNoch keine Bewertungen
- A859A859M-04 (Reapproved 2014) PDFDokument5 SeitenA859A859M-04 (Reapproved 2014) PDFHadi HowaidaNoch keine Bewertungen
- API 510. DAILY EXAM 9 (Closed Book)Dokument5 SeitenAPI 510. DAILY EXAM 9 (Closed Book)Shanawas Abdul RazakNoch keine Bewertungen
- KubotaDokument12 SeitenKubotaFebri Ramdani NugrahaNoch keine Bewertungen
- Cwi Tests (1-10) 11Dokument1 SeiteCwi Tests (1-10) 11Asad Bin Ala Qatari0% (1)
- Sa 435 (Ed 2013)Dokument4 SeitenSa 435 (Ed 2013)Mohd Idris MohiuddinNoch keine Bewertungen
- ASTM E 1025-05 Hole-Type Image Quality Indicators (IQI)Dokument7 SeitenASTM E 1025-05 Hole-Type Image Quality Indicators (IQI)raza.slietNoch keine Bewertungen
- Questions On Section IxDokument22 SeitenQuestions On Section IxNasir JavedNoch keine Bewertungen
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingVon EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNoch keine Bewertungen
- Risk-based inspection A Complete Guide - 2019 EditionVon EverandRisk-based inspection A Complete Guide - 2019 EditionNoch keine Bewertungen
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsVon EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNoch keine Bewertungen
- NDE Handbook: Non-Destructive Examination Methods for Condition MonitoringVon EverandNDE Handbook: Non-Destructive Examination Methods for Condition MonitoringKnud G. BøvingBewertung: 4.5 von 5 Sternen4.5/5 (4)
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringVon EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Welding Hvy 2.25Cr 1mo Electroslag WJ 1976 12 s389Dokument11 SeitenWelding Hvy 2.25Cr 1mo Electroslag WJ 1976 12 s389Anonymous nw5AXJqjdNoch keine Bewertungen
- Residual Stress Measurements + Modelling The Welding Institute rr938 PDFDokument80 SeitenResidual Stress Measurements + Modelling The Welding Institute rr938 PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- HOBART BRos Low - Alloy - Product - Catalog PDFDokument46 SeitenHOBART BRos Low - Alloy - Product - Catalog PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- C Harpy Impact NotesDokument11 SeitenC Harpy Impact NotesAnonymous nw5AXJqjdNoch keine Bewertungen
- 25-35NB Datasheet - Rev 17 PDFDokument2 Seiten25-35NB Datasheet - Rev 17 PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- Stamps For BusinessDokument2 SeitenStamps For BusinessAnonymous nw5AXJqjdNoch keine Bewertungen
- Copaltite Complete Usage Guide PDFDokument4 SeitenCopaltite Complete Usage Guide PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- INnovation in Industry Csls - Ca 2012-06 PDFDokument98 SeitenINnovation in Industry Csls - Ca 2012-06 PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- Corrosion in Heat Exchangers, The Value of Material SpecificationDokument17 SeitenCorrosion in Heat Exchangers, The Value of Material SpecificationDavid RodriguesNoch keine Bewertungen
- Understanding Low Temp ImpactToughness ABSTR 2.25Cr-1Mo SAW OhioLINK ETD Mohan, Soumya PDFDokument2 SeitenUnderstanding Low Temp ImpactToughness ABSTR 2.25Cr-1Mo SAW OhioLINK ETD Mohan, Soumya PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- Low Toughness Carbon Steels GuidanceDokument2 SeitenLow Toughness Carbon Steels GuidanceDIVAKAR PANIGRAHINoch keine Bewertungen
- Charpy Impact Test and Fracture Toughness Transition TemperaturesDokument10 SeitenCharpy Impact Test and Fracture Toughness Transition TemperaturesmesipaNoch keine Bewertungen
- DV Centerfeed Brochure 2013 PDFDokument16 SeitenDV Centerfeed Brochure 2013 PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- REFCOMM Power Dip Presentation - FINALDokument18 SeitenREFCOMM Power Dip Presentation - FINALAnonymous nw5AXJqjd100% (1)
- Exxon Mobil Matls Lab A105N Vs A350LF2 GrainSize PDFDokument5 SeitenExxon Mobil Matls Lab A105N Vs A350LF2 GrainSize PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- DV Centerfeed Brochure 2013 PDFDokument16 SeitenDV Centerfeed Brochure 2013 PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- Klinger Kammprofiles Austr PDFDokument5 SeitenKlinger Kammprofiles Austr PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- Controllers Boiler+tc'sDokument36 SeitenControllers Boiler+tc'sAnonymous nw5AXJqjdNoch keine Bewertungen
- Klinger Kammprofiles Austr PDFDokument5 SeitenKlinger Kammprofiles Austr PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- Method Hydr Calc Boilers PFR Constituent Parts SpringerLinkDokument4 SeitenMethod Hydr Calc Boilers PFR Constituent Parts SpringerLinkAnonymous nw5AXJqjdNoch keine Bewertungen
- Klinger Kammprofiles Austr PDFDokument5 SeitenKlinger Kammprofiles Austr PDFAnonymous nw5AXJqjdNoch keine Bewertungen
- Boiler Combustion Calculations For Solid-Gaseous-LiquiDokument1 SeiteBoiler Combustion Calculations For Solid-Gaseous-LiquiAnonymous nw5AXJqjdNoch keine Bewertungen
- Document Availability: Availability Field Codes and MeaningsDokument3 SeitenDocument Availability: Availability Field Codes and MeaningsAnonymous nw5AXJqjdNoch keine Bewertungen
- M&Y Values May 2017Dokument7 SeitenM&Y Values May 2017rezaNoch keine Bewertungen
- Method Hydr Calc Boilers PFR Constituent Parts SpringerLinkDokument4 SeitenMethod Hydr Calc Boilers PFR Constituent Parts SpringerLinkAnonymous nw5AXJqjdNoch keine Bewertungen
- Underground HDPEDokument9 SeitenUnderground HDPEMamado099Noch keine Bewertungen
- Underground HDPEDokument9 SeitenUnderground HDPEMamado099Noch keine Bewertungen
- Research Paper 1 Eng Lang StudiesDokument4 SeitenResearch Paper 1 Eng Lang Studiessastra damarNoch keine Bewertungen
- Fish Culture Y4Dokument136 SeitenFish Culture Y4KèlǐsītǎnKǎPáng100% (1)
- Lecture Notes - Sedimentation TankDokument45 SeitenLecture Notes - Sedimentation TankJomer Levi PortuguezNoch keine Bewertungen
- Journal Entry DiscussionDokument8 SeitenJournal Entry DiscussionAyesha Eunice SalvaleonNoch keine Bewertungen
- Talking About Your Home, Furniture and Your Personal Belongings - Third TemDokument4 SeitenTalking About Your Home, Furniture and Your Personal Belongings - Third TemTony Cañate100% (1)
- PDFDokument2 SeitenPDFJahi100% (3)
- Design and Implementation of Land and Property Ownership Management System in Urban AreasDokument82 SeitenDesign and Implementation of Land and Property Ownership Management System in Urban AreasugochukwuNoch keine Bewertungen
- Modification of Core Beliefs in Cognitive TherapyDokument19 SeitenModification of Core Beliefs in Cognitive TherapysalalepeNoch keine Bewertungen
- ENTH 311 Course Video ReflectionDokument2 SeitenENTH 311 Course Video ReflectionJeshua ItemNoch keine Bewertungen
- Endoplasmic ReticulumDokument4 SeitenEndoplasmic Reticulumnikki_fuentes_1100% (1)
- PSP, Modern Technologies and Large Scale PDFDokument11 SeitenPSP, Modern Technologies and Large Scale PDFDeepak GehlotNoch keine Bewertungen
- Lesson 3 Lymphatic System and Body DefensesDokument10 SeitenLesson 3 Lymphatic System and Body DefensesJulio De GuzmanNoch keine Bewertungen
- Alvin - Goldman - and - Dennis - Whitcomb (Eds) - Social - Epistemology - Essential - Readings - 2011 PDFDokument368 SeitenAlvin - Goldman - and - Dennis - Whitcomb (Eds) - Social - Epistemology - Essential - Readings - 2011 PDFOvejaNegra100% (2)
- Toe Movement - v22 Print FormatDokument10 SeitenToe Movement - v22 Print FormatbensonNoch keine Bewertungen
- Volatility Clustering, Leverage Effects and Risk-Return Trade-Off in The Nigerian Stock MarketDokument14 SeitenVolatility Clustering, Leverage Effects and Risk-Return Trade-Off in The Nigerian Stock MarketrehanbtariqNoch keine Bewertungen
- Periodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Dokument68 SeitenPeriodic - Properties - Part 2 - by - AKansha - Karnwal - 1702453072953Saktipratik MishraNoch keine Bewertungen
- History of LotteryDokument29 SeitenHistory of LotteryBala G100% (2)
- Angel Turns 18 Debut ScriptDokument2 SeitenAngel Turns 18 Debut ScriptChristian Jorge Lenox100% (1)
- PeripheralDokument25 SeitenPeripheralMans FansNoch keine Bewertungen
- ESL Brains - What Can AI Do For YouDokument25 SeitenESL Brains - What Can AI Do For YouprofegaordineNoch keine Bewertungen
- SKILLS TRANSFER PLAN FOR MAINTENANCE OF NAVAL EQUIPMENTDokument2 SeitenSKILLS TRANSFER PLAN FOR MAINTENANCE OF NAVAL EQUIPMENTZaid NordienNoch keine Bewertungen
- Homeroom Guidance - Activity For Module 1Dokument3 SeitenHomeroom Guidance - Activity For Module 1Iceberg Lettuce0% (1)
- Dislocating The Sign: Toward A Translocal Feminist Politics of TranslationDokument8 SeitenDislocating The Sign: Toward A Translocal Feminist Politics of TranslationArlene RicoldiNoch keine Bewertungen
- International Waiver Attestation FormDokument1 SeiteInternational Waiver Attestation FormJiabao ZhengNoch keine Bewertungen
- 5.2.1 1539323575 2163Dokument30 Seiten5.2.1 1539323575 2163Brinda TNoch keine Bewertungen
- Revised Answer Keys for Scientist/Engineer Recruitment ExamDokument5 SeitenRevised Answer Keys for Scientist/Engineer Recruitment ExamDigantNoch keine Bewertungen
- IAS Exam Optional Books on Philosophy Subject SectionsDokument4 SeitenIAS Exam Optional Books on Philosophy Subject SectionsDeepak SharmaNoch keine Bewertungen
- U1 Presantation-MAK 032021Dokument15 SeitenU1 Presantation-MAK 032021MD ANAYET ALI KHANNoch keine Bewertungen