Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Typical MRP ProblemDokument4 SeitenTypical MRP Problemashwin josephNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Cable Sizing CalculationDokument4 SeitenCable Sizing CalculationRohan Gurav100% (6)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- L6 Rectifier, PIVDokument25 SeitenL6 Rectifier, PIVkaloy33Noch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Eca Lab Manual PDFDokument56 SeitenEca Lab Manual PDFrppvch100% (5)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Zener Diode+regulationDokument10 SeitenZener Diode+regulationammadm540Noch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Dsppa 2022-20220629Dokument51 SeitenDsppa 2022-20220629abyalexNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Power TriangleDokument7 SeitenPower TriangleKrishna MurariNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Kenwood KDC-C521FM Audio CarDokument36 SeitenKenwood KDC-C521FM Audio CardifartNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- CHEM5052 Labs Part 1 - Synthesis and Characterisation of YBa2Cu3O7 SuperconductorDokument11 SeitenCHEM5052 Labs Part 1 - Synthesis and Characterisation of YBa2Cu3O7 Superconductor肖宇翔Noch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elt ArtexDokument85 SeitenElt Artexcasoliromolo9746Noch keine Bewertungen
- 18 Feb 03Dokument47 Seiten18 Feb 03Patrick Bernard BanzemwaboNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- TP Modulation Sous Matlab CorrigéeDokument37 SeitenTP Modulation Sous Matlab CorrigéeELmokhtar HamrouniNoch keine Bewertungen
- DJM 250 W.despieceDokument4 SeitenDJM 250 W.despieceluisNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- LCD Led Screen Panel Repair Guide 2016 PDFDokument278 SeitenLCD Led Screen Panel Repair Guide 2016 PDFAsus X45577% (13)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 07-1004RD 07-1004RD B B: Scientific Systems IncDokument1 Seite07-1004RD 07-1004RD B B: Scientific Systems IncSyed RizviNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Unit 1 - Basic Electrical and Electronics Engineering - WWW - Rgpvnotes.inDokument12 SeitenUnit 1 - Basic Electrical and Electronics Engineering - WWW - Rgpvnotes.inabc asasNoch keine Bewertungen
- Yaskawa Manuals 581Dokument82 SeitenYaskawa Manuals 581Ali shaaf ghoreishiNoch keine Bewertungen
- Iare Ece Vi-Emi Emi-Lecture Notes-Word NewDokument185 SeitenIare Ece Vi-Emi Emi-Lecture Notes-Word NewSiva KumarNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
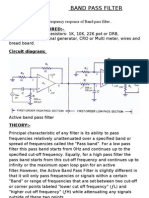
- Band Pass FilterDokument3 SeitenBand Pass FilterShruti MathurNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Licencias 4G 0130028 LM MSO 20200430 4T6S 26 1Dokument7 SeitenLicencias 4G 0130028 LM MSO 20200430 4T6S 26 1Waldir SanezNoch keine Bewertungen
- UPS Technical Data Sheet (MS-DD-SAP01-ELE-DS-0015 - Rev2)Dokument6 SeitenUPS Technical Data Sheet (MS-DD-SAP01-ELE-DS-0015 - Rev2)Muhammad YusufNoch keine Bewertungen
- Catalog Cba-30 enDokument12 SeitenCatalog Cba-30 enRizkiary RamadhanNoch keine Bewertungen
- Microprocessor Microcontroller EXAM 2021Dokument5 SeitenMicroprocessor Microcontroller EXAM 2021Rene EBUNLE AKUPANNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- KX-TEA308 Installation ManualDokument86 SeitenKX-TEA308 Installation Manualmoky_ro100% (1)
- Voltage References and BiasingDokument15 SeitenVoltage References and BiasingSintherNoch keine Bewertungen
- Captor Water Flow MeterDokument4 SeitenCaptor Water Flow Meternavinchopra1986Noch keine Bewertungen
- Completion CertificateDokument1 SeiteCompletion CertificatePrasad100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- FichaTecnica Cerabar S PMP71Dokument96 SeitenFichaTecnica Cerabar S PMP71Charles MartinNoch keine Bewertungen
- HomeSkills Wiring Fix Your Own Lights EtcDokument131 SeitenHomeSkills Wiring Fix Your Own Lights EtcMark Latter100% (15)
- Direct RF Sampling Transceiver Architecture Applied To VHF Radio, Acars and EltsDokument10 SeitenDirect RF Sampling Transceiver Architecture Applied To VHF Radio, Acars and EltsjaxNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)