Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Defeating An Old Adversary Cement Kiln BallsDokument5 SeitenDefeating An Old Adversary Cement Kiln BallsManish KumarNoch keine Bewertungen
- Feeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignDokument1 SeiteFeeder Breaker Chain (Renold Chain) Double Pitch Sprocket DesignWaris La Joi Wakatobi0% (1)
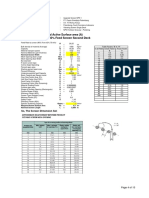
- Calc - Vibrating Screen Single Deck NPK1Dokument5 SeitenCalc - Vibrating Screen Single Deck NPK1Waris La Joi WakatobiNoch keine Bewertungen
- Technical Data Hino 700 ProfiaDokument5 SeitenTechnical Data Hino 700 ProfiaWaris La Joi WakatobiNoch keine Bewertungen
- 8702en PDFDokument32 Seiten8702en PDFWaris La Joi WakatobiNoch keine Bewertungen
- Operating Instructions: BA K295 EN 06.97Dokument45 SeitenOperating Instructions: BA K295 EN 06.97Waris La Joi WakatobiNoch keine Bewertungen
- 7300en PDFDokument9 Seiten7300en PDFWaris La Joi WakatobiNoch keine Bewertungen
- Operating Instructions: BA G298 EN 08.98Dokument39 SeitenOperating Instructions: BA G298 EN 08.98Waris La Joi WakatobiNoch keine Bewertungen
- Arpex CouplingDokument38 SeitenArpex CouplingWaris La Joi WakatobiNoch keine Bewertungen
- ZAPEX CouplingDokument22 SeitenZAPEX CouplingWaris La Joi WakatobiNoch keine Bewertungen
- 7300en PDFDokument9 Seiten7300en PDFWaris La Joi WakatobiNoch keine Bewertungen
- RUPEX Coupling RWNDokument26 SeitenRUPEX Coupling RWNWaris La Joi WakatobiNoch keine Bewertungen
- 8703en PDFDokument35 Seiten8703en PDFWaris La Joi WakatobiNoch keine Bewertungen
- Vertical Curve Radius Calculations: Pt. Vortex IndonesiaDokument4 SeitenVertical Curve Radius Calculations: Pt. Vortex IndonesiaWaris La Joi WakatobiNoch keine Bewertungen
- PARAMAX NEW Copy Rev2Dokument281 SeitenPARAMAX NEW Copy Rev2Waris La Joi WakatobiNoch keine Bewertungen
- Coefficient of Friction PDFDokument8 SeitenCoefficient of Friction PDFWaris La Joi WakatobiNoch keine Bewertungen
- Survey of Cargo Handling ResearchDokument95 SeitenSurvey of Cargo Handling ResearchWaris La Joi WakatobiNoch keine Bewertungen
- Analisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIDokument10 SeitenAnalisis Drag Scrapper Chain Feeder (FB01 & FB02) EPIWaris La Joi WakatobiNoch keine Bewertungen
- Wire Rope Drum HoistDokument3 SeitenWire Rope Drum HoistWaris La Joi WakatobiNoch keine Bewertungen
- Installation GuideDokument15 SeitenInstallation GuideWaris La Joi WakatobiNoch keine Bewertungen
- Trailing Chasis Axle R1Dokument62 SeitenTrailing Chasis Axle R1Waris La Joi WakatobiNoch keine Bewertungen
- List Mining CompanyDokument12 SeitenList Mining CompanyWaris La Joi WakatobiNoch keine Bewertungen
- Managerial Accounting-Fundamental Concepts and Costing Systems For Cost Analysis Module 1Dokument40 SeitenManagerial Accounting-Fundamental Concepts and Costing Systems For Cost Analysis Module 1Uzma Khan100% (1)
- Circuitos Digitales III: #IncludeDokument2 SeitenCircuitos Digitales III: #IncludeCristiamNoch keine Bewertungen
- Outage Analysis of Wireless CommunicationDokument28 SeitenOutage Analysis of Wireless CommunicationTarunav SahaNoch keine Bewertungen
- DR-2100P Manual EspDokument86 SeitenDR-2100P Manual EspGustavo HolikNoch keine Bewertungen
- Milestone 9 For WebsiteDokument17 SeitenMilestone 9 For Websiteapi-238992918Noch keine Bewertungen
- Risk Analysis and Management - MCQs1Dokument7 SeitenRisk Analysis and Management - MCQs1Ravi SatyapalNoch keine Bewertungen
- Prevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaDokument10 SeitenPrevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaKIU PUBLICATION AND EXTENSIONNoch keine Bewertungen
- Ethercombing Independent Security EvaluatorsDokument12 SeitenEthercombing Independent Security EvaluatorsangelNoch keine Bewertungen
- Revit 2019 Collaboration ToolsDokument80 SeitenRevit 2019 Collaboration ToolsNoureddineNoch keine Bewertungen
- CSA Report Fahim Final-1Dokument10 SeitenCSA Report Fahim Final-1Engr Fahimuddin QureshiNoch keine Bewertungen
- Minor Project Report Format MCADokument11 SeitenMinor Project Report Format MCAAnurag AroraNoch keine Bewertungen
- Elliot WaveDokument11 SeitenElliot WavevikramNoch keine Bewertungen
- Sun Nuclear 3D SCANNERDokument7 SeitenSun Nuclear 3D SCANNERFranco OrlandoNoch keine Bewertungen
- Ticket Udupi To MumbaiDokument2 SeitenTicket Udupi To MumbaikittushuklaNoch keine Bewertungen
- Hardware Architecture For Nanorobot Application in Cancer TherapyDokument7 SeitenHardware Architecture For Nanorobot Application in Cancer TherapyCynthia CarolineNoch keine Bewertungen
- Soneri Bank Compensation PolicyDokument20 SeitenSoneri Bank Compensation PolicySapii MandhanNoch keine Bewertungen
- Salem Telephone CompanyDokument4 SeitenSalem Telephone Company202211021 imtnagNoch keine Bewertungen
- SC-Rape-Sole Testimony of Prosecutrix If Reliable, Is Sufficient For Conviction. 12.08.2021Dokument5 SeitenSC-Rape-Sole Testimony of Prosecutrix If Reliable, Is Sufficient For Conviction. 12.08.2021Sanjeev kumarNoch keine Bewertungen
- Floor Paln ModelDokument15 SeitenFloor Paln ModelSaurav RanjanNoch keine Bewertungen
- (ACYFAR2) Toribio Critique Paper K36.editedDokument12 Seiten(ACYFAR2) Toribio Critique Paper K36.editedHannah Jane ToribioNoch keine Bewertungen
- Fundamental RightsDokument55 SeitenFundamental RightsDivanshuSharmaNoch keine Bewertungen
- 133 The Science and Understanding of TheDokument14 Seiten133 The Science and Understanding of TheCarlos RieraNoch keine Bewertungen
- Heat Exchanger Designing Using Aspen PlusDokument6 SeitenHeat Exchanger Designing Using Aspen PlusMeethiPotterNoch keine Bewertungen
- Guidelines Use of The Word AnzacDokument28 SeitenGuidelines Use of The Word AnzacMichael SmithNoch keine Bewertungen
- Tracker Pro Otm600 1.5Dokument19 SeitenTracker Pro Otm600 1.5Camilo Restrepo CroNoch keine Bewertungen
- (ENG) Visual Logic Robot ProgrammingDokument261 Seiten(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)
- Bisleri 2.0Dokument59 SeitenBisleri 2.0Dr Amit Rangnekar100% (4)
- Different Software Life Cycle Models: Mini Project OnDokument11 SeitenDifferent Software Life Cycle Models: Mini Project OnSagar MurtyNoch keine Bewertungen
- Lemon AidDokument17 SeitenLemon AidJade Anne Mercado BalmesNoch keine Bewertungen