Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- RFP Iecc KochiDokument73 SeitenRFP Iecc KochiCUBE ProjectsNoch keine Bewertungen
- Generator Relay Protection Setting Calculation REV 1.0Dokument18 SeitenGenerator Relay Protection Setting Calculation REV 1.0SreekanthMylavarapuNoch keine Bewertungen
- 5 Feeder Protection & Relay CoordinationDokument51 Seiten5 Feeder Protection & Relay CoordinationSatya VasuNoch keine Bewertungen
- Catalogo de Partes Compresor Ingersoll Rand PDFDokument34 SeitenCatalogo de Partes Compresor Ingersoll Rand PDFHarold Joel Zurita LinaresNoch keine Bewertungen
- Surgical DiathermyDokument27 SeitenSurgical DiathermyNimi Batubo100% (1)
- Ipfest 2022 - Registration BookletDokument70 SeitenIpfest 2022 - Registration BookletMarojahan Benedict Efrata, S.TNoch keine Bewertungen
- Slope Efficiency: Threshold Above Current Input in Increase Power Output Optical in IncreaseDokument34 SeitenSlope Efficiency: Threshold Above Current Input in Increase Power Output Optical in IncreaseRIzwanaNoch keine Bewertungen
- Determination of End Point of A Titration and Solubility Product of A Sparingly Soluble Salt Using Conductometry.Dokument12 SeitenDetermination of End Point of A Titration and Solubility Product of A Sparingly Soluble Salt Using Conductometry.Chamith Herath33% (3)
- Test Format Light & WaveDokument7 SeitenTest Format Light & WaveDewan Olin ChotepadaeNoch keine Bewertungen
- Green Hotels and Sustainable Hotel Operations in India: ResearchgateDokument7 SeitenGreen Hotels and Sustainable Hotel Operations in India: ResearchgateSanika AgrawalNoch keine Bewertungen
- Heat Transfer ActivityDokument4 SeitenHeat Transfer ActivityMark Angelo UyNoch keine Bewertungen
- 6.012 Microelectronic Devices and Circuits Spring 2005Dokument10 Seiten6.012 Microelectronic Devices and Circuits Spring 2005dan gNoch keine Bewertungen
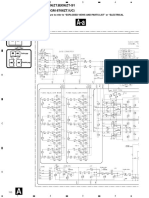
- 3.3 Schematic Diagram (Gm-8706Zt/Uc)Dokument12 Seiten3.3 Schematic Diagram (Gm-8706Zt/Uc)qmarcelNoch keine Bewertungen
- SG Series 41-751NDokument8 SeitenSG Series 41-751NRick JordanNoch keine Bewertungen
- Puma Energy - JPM Bond ConferenceDokument30 SeitenPuma Energy - JPM Bond ConferenceKA-11 Єфіменко ІванNoch keine Bewertungen
- Shell VOLUTA C 400: Neat Quenching OilDokument2 SeitenShell VOLUTA C 400: Neat Quenching OilalmasNoch keine Bewertungen
- Maintenance Issues of Photovoltaic System: Presented byDokument10 SeitenMaintenance Issues of Photovoltaic System: Presented byjunaid bashirNoch keine Bewertungen
- UOP Merox Chapter PDFDokument12 SeitenUOP Merox Chapter PDFrohl55Noch keine Bewertungen
- OGAS Company ContactDokument4 SeitenOGAS Company ContactrnoordinNoch keine Bewertungen
- Form V - Sugar - UnitDokument11 SeitenForm V - Sugar - UnitKiran KaleNoch keine Bewertungen
- Barracuda Lite 19 WS RegularDokument2 SeitenBarracuda Lite 19 WS RegularcarlosorizabaNoch keine Bewertungen
- E05-E01 - 2 Plant BLDG Elect DesignDokument13 SeitenE05-E01 - 2 Plant BLDG Elect DesignMuhammad IrfanNoch keine Bewertungen
- OzoneDokument1 SeiteOzonebolsjhevikNoch keine Bewertungen
- World Lecture Hall: Useful Links For EngineersDokument9 SeitenWorld Lecture Hall: Useful Links For Engineerssandi1111Noch keine Bewertungen
- WAE Assignment 2018 - UpdatedDokument4 SeitenWAE Assignment 2018 - UpdatedCarl MigaelNoch keine Bewertungen
- What Is Pump Priming and Why It Is Required With PDFDokument9 SeitenWhat Is Pump Priming and Why It Is Required With PDFAnas Al’BazzazNoch keine Bewertungen
- York YFM Fan-Coil UnitsDokument16 SeitenYork YFM Fan-Coil UnitsInviairNoch keine Bewertungen
- Cho Loss Model Radial TurbineDokument13 SeitenCho Loss Model Radial TurbineNicolasNoch keine Bewertungen
- Quantum Phase Transitions: Alexander DanielsDokument12 SeitenQuantum Phase Transitions: Alexander Danielsapi-288833495Noch keine Bewertungen
- DB en Quint4 Ps 1ac 110dc 4 109530 en 00Dokument48 SeitenDB en Quint4 Ps 1ac 110dc 4 109530 en 00Asad NaeemNoch keine Bewertungen