Das könnte Ihnen auch gefallen
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasVon EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNoch keine Bewertungen
- NG Lube Long Life SeriesDokument2 SeitenNG Lube Long Life SeriesSoetopo Awaluddin100% (1)
- Zhang Yie Zien. High-Rate Mesophilic Anaerobic Digestion of Palm Oil Mill Effluent (POME) PDFDokument6 SeitenZhang Yie Zien. High-Rate Mesophilic Anaerobic Digestion of Palm Oil Mill Effluent (POME) PDFZainul Fikri TampengNoch keine Bewertungen
- Cooing Tower PPT (1) HurlDokument36 SeitenCooing Tower PPT (1) Hurlpriyajit sahoo100% (1)
- Green AmmoniaDokument15 SeitenGreen AmmoniaSharneel Shamal100% (1)
- Alternative Process of Glucose To Be SorbitolDokument3 SeitenAlternative Process of Glucose To Be SorbitolNabilatun SholikhaNoch keine Bewertungen
- Steam Table For Saturated Steam: (Continued)Dokument1 SeiteSteam Table For Saturated Steam: (Continued)ChristianGuerreroNoch keine Bewertungen
- Water CycleDokument16 SeitenWater CycleFahrul FauziNoch keine Bewertungen
- 1994 Gibbon Cad Thrashplate DesignDokument3 Seiten1994 Gibbon Cad Thrashplate DesignsurachsNoch keine Bewertungen
- CO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedDokument8 SeitenCO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedFarah Talib Al-sudaniNoch keine Bewertungen
- Boiler Types and ClassificationsDokument26 SeitenBoiler Types and ClassificationshardikNoch keine Bewertungen
- Urea ProductionDokument2 SeitenUrea Productiongaur1234Noch keine Bewertungen
- KemiraDokument4 SeitenKemiraMuhammad UmairNoch keine Bewertungen
- Jinnan Boilers ManualDokument282 SeitenJinnan Boilers ManualMuhummad Tanzeel RanaNoch keine Bewertungen
- MCFCDokument4 SeitenMCFCagam YuliantoNoch keine Bewertungen
- JIS ChlorideDokument2 SeitenJIS ChlorideAndhikaAgraWisesaNoch keine Bewertungen
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- Detailed CalculationsDokument14 SeitenDetailed CalculationsrozNoch keine Bewertungen
- Auto SDI ManualDokument38 SeitenAuto SDI ManualscribdkhatnNoch keine Bewertungen
- Khadem I 2017Dokument12 SeitenKhadem I 2017Michael KennedyNoch keine Bewertungen
- Engr. Shakeel Ahmed: Qualification HighlightsDokument5 SeitenEngr. Shakeel Ahmed: Qualification HighlightsShakeel AhmedNoch keine Bewertungen
- Determination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisVon EverandDetermination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisBewertung: 3 von 5 Sternen3/5 (1)
- Thermal Efficiency of Turbine in A Thermal Power PlantDokument6 SeitenThermal Efficiency of Turbine in A Thermal Power PlantRavishankarNoch keine Bewertungen
- Pyrolysis and Chlorination of Small HydrocarbonsDokument24 SeitenPyrolysis and Chlorination of Small HydrocarbonssylviealNoch keine Bewertungen
- Chapter 3 Separation of Oil and Gas - 1987 - Developments in Petroleum ScienceDokument50 SeitenChapter 3 Separation of Oil and Gas - 1987 - Developments in Petroleum ScienceFalokid RaboNoch keine Bewertungen
- Large-Scale Production and Application of Immobilized LactaseDokument13 SeitenLarge-Scale Production and Application of Immobilized LactaseJanice NzlNoch keine Bewertungen
- Eco-Friendly Esterification of Oxalic Acid With Ethanol Using Mesoporous MgAlPO4 CatalystDokument4 SeitenEco-Friendly Esterification of Oxalic Acid With Ethanol Using Mesoporous MgAlPO4 CatalystHoly RazgrizNoch keine Bewertungen
- Brochure Movialsa Gasification Plant EnglishDokument0 SeitenBrochure Movialsa Gasification Plant EnglishApri ApriyantoNoch keine Bewertungen
- Energy Audit On Ships: Audit of Marine BoilerDokument15 SeitenEnergy Audit On Ships: Audit of Marine BoilerThusitha DalpathaduNoch keine Bewertungen
- Monitoring Update Defect UPDATEDokument268 SeitenMonitoring Update Defect UPDATEGita RushenantoNoch keine Bewertungen
- Astm D388Dokument1 SeiteAstm D388edwinNoch keine Bewertungen
- Shell Thermia BDokument2 SeitenShell Thermia Bsegunoyes100% (1)
- Analysis of The Adsorption Process and of Desiccant Cooling SystemsDokument155 SeitenAnalysis of The Adsorption Process and of Desiccant Cooling SystemsRajesh VyasNoch keine Bewertungen
- 2BE1 Liquid Ring Vacuum Pump - Guomei PumpDokument7 Seiten2BE1 Liquid Ring Vacuum Pump - Guomei PumpOscarNoch keine Bewertungen
- Heat Capacity of Liquids - Critical Review and Recommended ValuesDokument404 SeitenHeat Capacity of Liquids - Critical Review and Recommended ValuesDoris AngNoch keine Bewertungen
- Soxtec 2055 Fat Extraction SystemDokument2 SeitenSoxtec 2055 Fat Extraction Systemg3lu06Noch keine Bewertungen
- Types of SteamDokument13 SeitenTypes of SteamDuy Nguyen Duc100% (1)
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorDokument14 SeitenSteam Methane Reforming Reaction Process Intensification by Using A ReactorserchNoch keine Bewertungen
- CausticDokument40 SeitenCausticMulugeta ShiferawNoch keine Bewertungen
- Reduction of Chemical Effects of Swelling and ShrinkageDokument22 SeitenReduction of Chemical Effects of Swelling and ShrinkageAkshay SetlurNoch keine Bewertungen
- Energy Audit and Energy Efficient Recommendations With Payback Period For Industrial BoilerDokument7 SeitenEnergy Audit and Energy Efficient Recommendations With Payback Period For Industrial BoilerInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- UreaDokument11 SeitenUreanitishNoch keine Bewertungen
- Process Flow Diagram - Nitric AcidDokument1 SeiteProcess Flow Diagram - Nitric AcidAsma NasserNoch keine Bewertungen
- Processing Contaminants in Edible Oils: MCPD and Glycidyl EstersVon EverandProcessing Contaminants in Edible Oils: MCPD and Glycidyl EstersNoch keine Bewertungen
- Walteremrichauth 141013104951 Conversion Gate01Dokument294 SeitenWalteremrichauth 141013104951 Conversion Gate01Vijay Kumar Siripurapu100% (1)
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettDokument10 SeitenFailure of LP Flash Drum Packing Bed Support: Geoff BlewettDheeraj DheeruNoch keine Bewertungen
- Organic - New - 2019 Product ProfileDokument15 SeitenOrganic - New - 2019 Product Profilevaibhav khodakeNoch keine Bewertungen
- ECAT Analysis GuideDokument12 SeitenECAT Analysis GuideElder RuizNoch keine Bewertungen
- Boiler Water TreatmentDokument1 SeiteBoiler Water TreatmentRommel Cena NepalarNoch keine Bewertungen
- Jumag Gesamtkatalog enDokument24 SeitenJumag Gesamtkatalog enatisz333Noch keine Bewertungen
- Antiscalant Patel Des 1999Dokument13 SeitenAntiscalant Patel Des 1999Alfonso José García LagunaNoch keine Bewertungen
- Coal ChemicalsDokument76 SeitenCoal ChemicalsNaag RajNoch keine Bewertungen
- B&W IR-CFB: Operating Experience and New Development: Technical PaperDokument8 SeitenB&W IR-CFB: Operating Experience and New Development: Technical PaperS. P.Noch keine Bewertungen
- Extraction Condensing Turbine PDFDokument2 SeitenExtraction Condensing Turbine PDFAndresNoch keine Bewertungen
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsVon EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNoch keine Bewertungen
- ASME Coal Sampling Test ProcedureDokument4 SeitenASME Coal Sampling Test ProcedureRoby SzNoch keine Bewertungen
- Asesmen Chemistry Cycle by EPRIDokument14 SeitenAsesmen Chemistry Cycle by EPRIAbdul KadirNoch keine Bewertungen
- Oin Ops Chem 003 Recommendations On Online InstrumentsDokument9 SeitenOin Ops Chem 003 Recommendations On Online InstrumentsraniNoch keine Bewertungen
- Chemical Engineering Design 2nd Edition Towler Solutions ManualDokument35 SeitenChemical Engineering Design 2nd Edition Towler Solutions Manualdement.disturnlklpvpNoch keine Bewertungen
- Wood BoilerDokument59 SeitenWood BoilerRoberto ScheferNoch keine Bewertungen
- VarPlus Can - BLRCH104A125B48Dokument2 SeitenVarPlus Can - BLRCH104A125B48Achira DasanayakeNoch keine Bewertungen
- Internet Intranet ExtranetDokument28 SeitenInternet Intranet ExtranetAmeya Patil100% (1)
- University of Tennessee - ChattanoogaDokument34 SeitenUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNoch keine Bewertungen
- Limak 2017 Annual ReportDokument122 SeitenLimak 2017 Annual Reportorcun_ertNoch keine Bewertungen
- Rankel Engine.Dokument16 SeitenRankel Engine.Divya Prakash SrivastavaNoch keine Bewertungen
- 2015 Audi q5 sq5 71153 PDFDokument302 Seiten2015 Audi q5 sq5 71153 PDFPraveen100% (1)
- Use Case Diagram For Employee Management SystemDokument60 SeitenUse Case Diagram For Employee Management SystemAnant JaiswalNoch keine Bewertungen
- UT TransducersDokument20 SeitenUT TransducersSamanyarak AnanNoch keine Bewertungen
- Fm-II Quiz 1 19-20 - Section1 - Set1Dokument2 SeitenFm-II Quiz 1 19-20 - Section1 - Set1nivedithashetty0123Noch keine Bewertungen
- Battery Power Management For Portable Devices PDFDokument259 SeitenBattery Power Management For Portable Devices PDFsarikaNoch keine Bewertungen
- Desmophen 1200 - en - 00134597 17947398 20766463Dokument3 SeitenDesmophen 1200 - en - 00134597 17947398 20766463Sabri AeroChemNoch keine Bewertungen
- Computer SoftwareDokument3 SeitenComputer SoftwareCyrine CalagosNoch keine Bewertungen
- Molinos VerticalesDokument172 SeitenMolinos VerticalesLeonardo RodriguezNoch keine Bewertungen
- E Insurance ProjectDokument10 SeitenE Insurance ProjectChukwuebuka Oluwajuwon GodswillNoch keine Bewertungen
- Cinegy User ManualDokument253 SeitenCinegy User ManualNizamuddin KaziNoch keine Bewertungen
- 1996 Club Car DS Golf Cart Owner's ManualDokument48 Seiten1996 Club Car DS Golf Cart Owner's Manualdriver33b60% (5)
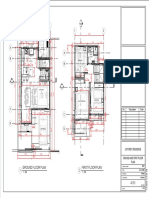
- Floor Plans & ElevationsDokument6 SeitenFloor Plans & Elevationsbryan cardonaNoch keine Bewertungen
- Republic Act No. 10913 - Anti-Distracted Driving ActDokument4 SeitenRepublic Act No. 10913 - Anti-Distracted Driving Act...Noch keine Bewertungen
- Source 22Dokument2 SeitenSource 22Alexander FloresNoch keine Bewertungen
- Chip DielDokument45 SeitenChip DielJUANCANEXTNoch keine Bewertungen
- KSB - Submersible Pump - Ama Porter 501 SEDokument30 SeitenKSB - Submersible Pump - Ama Porter 501 SEZahid HussainNoch keine Bewertungen
- Renewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per ModuleDokument31 SeitenRenewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per Modulesandeep devabhaktuniNoch keine Bewertungen
- Phys114 Ps 1Dokument11 SeitenPhys114 Ps 1Reine Amabel JarudaNoch keine Bewertungen
- VX-1700 Owners ManualDokument32 SeitenVX-1700 Owners ManualVan ThaoNoch keine Bewertungen
- Language Processing System:-: CompilerDokument6 SeitenLanguage Processing System:-: CompilerRenganathan rameshNoch keine Bewertungen
- Strength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeDokument6 SeitenStrength of Materials Basics and Equations - Mechanics of Materials - Engineers EdgeansarNoch keine Bewertungen
- Practice Exam 1Dokument7 SeitenPractice Exam 1425Noch keine Bewertungen
- 2009 PMI CatalogueDokument124 Seiten2009 PMI Cataloguedesbennett004Noch keine Bewertungen
- 2012 LFDDokument943 Seiten2012 LFDsergioNoch keine Bewertungen
- Fundamentals of Fluid Mechanics (5th Edition) - Munson, OkiishiDokument818 SeitenFundamentals of Fluid Mechanics (5th Edition) - Munson, OkiishiMohit Verma85% (20)