Das könnte Ihnen auch gefallen
- Study of The Centrifugal Pump Efficiency at Throttling and Speed ControlDokument4 SeitenStudy of The Centrifugal Pump Efficiency at Throttling and Speed ControlHassan SouleymanNoch keine Bewertungen
- Centrifugal Compressor HorsepowerDokument9 SeitenCentrifugal Compressor HorsepowerCurtis Dookie100% (1)
- 6 Compressed Air Systems 2-1Dokument29 Seiten6 Compressed Air Systems 2-1Omar AhmedNoch keine Bewertungen
- Chapter (5) Pump System CurveDokument27 SeitenChapter (5) Pump System Curvekarioke mohaNoch keine Bewertungen
- Centrifugal Compressor System InteractionDokument6 SeitenCentrifugal Compressor System Interactionshivajireturns100% (1)
- Pump Cavitation and NPSHDokument10 SeitenPump Cavitation and NPSHshiel175Noch keine Bewertungen
- Positive Displacement CompressorDokument30 SeitenPositive Displacement CompressorchaitanyaNoch keine Bewertungen
- Air Compressors: Chapter No: 3Dokument59 SeitenAir Compressors: Chapter No: 3Eric CookNoch keine Bewertungen
- Pumps in Parallel or Serial ConnectionDokument7 SeitenPumps in Parallel or Serial Connectionyarzar17Noch keine Bewertungen
- CT2 2012 Poor Pump Design ConsiderationsDokument2 SeitenCT2 2012 Poor Pump Design ConsiderationsKroya HunNoch keine Bewertungen
- The Affinity Laws of Centrifugal PumpsDokument8 SeitenThe Affinity Laws of Centrifugal PumpsArunkumar SubramanianNoch keine Bewertungen
- Compressors: Me7313 Industrial Automation and ControlDokument13 SeitenCompressors: Me7313 Industrial Automation and ControlNuwan DinushaNoch keine Bewertungen
- Pump Notes PDFDokument25 SeitenPump Notes PDFUsman KhalidNoch keine Bewertungen
- FMDH en UMDokument16 SeitenFMDH en UMPankaj PadiwalNoch keine Bewertungen
- Centrifugal Compressors For CPI Plants PDFDokument4 SeitenCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarNoch keine Bewertungen
- Turbomachinery Selection Exploitation and MaintenanceDokument9 SeitenTurbomachinery Selection Exploitation and MaintenanceMichael Chikwendu100% (1)
- Air CompressorsDokument59 SeitenAir Compressorsommech2020Noch keine Bewertungen
- 21 Compression Losses Real PVDokument5 Seiten21 Compression Losses Real PVLe Anh DangNoch keine Bewertungen
- WET AIR TO DRY AIR Types of Dryers.......................................Dokument8 SeitenWET AIR TO DRY AIR Types of Dryers.......................................HARKULVINDER SINGHNoch keine Bewertungen
- Compressors & Compressed Air System: Presented by Naushad Ahmad Department: Mechanical MaintDokument48 SeitenCompressors & Compressed Air System: Presented by Naushad Ahmad Department: Mechanical Maintnaushadmnnit100% (1)
- 5 Reciprocating Compressor SelectionDokument27 Seiten5 Reciprocating Compressor SelectionHazem RamdanNoch keine Bewertungen
- The Axial Flow Compressor CompromiseDokument8 SeitenThe Axial Flow Compressor Compromisekincandia100% (4)
- Centrifugal Compressor 1588467358 PDFDokument59 SeitenCentrifugal Compressor 1588467358 PDFEngr TheyjiNoch keine Bewertungen
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringDokument4 SeitenRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonNoch keine Bewertungen
- Petroleum Gas Compression 3Dokument55 SeitenPetroleum Gas Compression 3Медетбек ҒайноллаNoch keine Bewertungen
- Materials System SpecificationDokument11 SeitenMaterials System SpecificationEagle SpiritNoch keine Bewertungen
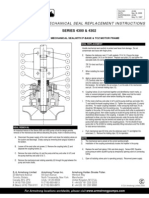
- Mechanical Seal Replacement InstructionsDokument1 SeiteMechanical Seal Replacement InstructionsGiorgio FerNoch keine Bewertungen
- Guide To Measure Rotating EquipmentDokument18 SeitenGuide To Measure Rotating EquipmentMDRNoch keine Bewertungen
- How To Read Pump CurveDokument4 SeitenHow To Read Pump CurvenghiemvhNoch keine Bewertungen
- A New Pressure Drop Model For Structured Packing H.A. Kooijman PDFDokument10 SeitenA New Pressure Drop Model For Structured Packing H.A. Kooijman PDFMichael Sutherland100% (1)
- Appendix-2 Ejector System TroubleshootingDokument13 SeitenAppendix-2 Ejector System Troubleshootingmahmoud abd elfatahNoch keine Bewertungen
- Avoid Cavitation in Centrifugal PumpsDokument8 SeitenAvoid Cavitation in Centrifugal PumpsAditya MahajanNoch keine Bewertungen
- U3 Reciprocating Air Compressor: TitleDokument14 SeitenU3 Reciprocating Air Compressor: TitleShahir Afif Islam0% (1)
- Turbo-Machinery (Meng3201) : Chapter-3Dokument28 SeitenTurbo-Machinery (Meng3201) : Chapter-3Asnake Bahiru100% (1)
- Acceleration Head For Reciprocating PumpsDokument2 SeitenAcceleration Head For Reciprocating PumpsEng Alf100% (2)
- Kettle ReboilersDokument4 SeitenKettle ReboilersMuhammad Usman100% (1)
- Compressor SurgeDokument5 SeitenCompressor Surges1308b100% (2)
- What Is A Centrifugal Compressor SurgeDokument8 SeitenWhat Is A Centrifugal Compressor SurgeMaruthiramNoch keine Bewertungen
- Hydraulic Pumps Lec NotesDokument30 SeitenHydraulic Pumps Lec NotesDarsh MenonNoch keine Bewertungen
- Compressor Surge and Operation Rev1Dokument28 SeitenCompressor Surge and Operation Rev1KorichiKarimNoch keine Bewertungen
- Some Technical and Practical Recommendations About Pulsation Dampeners in Circuits With Dosing or Volumetric PumpsDokument10 SeitenSome Technical and Practical Recommendations About Pulsation Dampeners in Circuits With Dosing or Volumetric PumpsRoberto Leon MendezNoch keine Bewertungen
- Section 06B - PumpsDokument62 SeitenSection 06B - PumpsRajesh KumarNoch keine Bewertungen
- Compresores Reciprocantes Arranque y Metodos de ControlDokument8 SeitenCompresores Reciprocantes Arranque y Metodos de Controlroberdani12Noch keine Bewertungen
- Compressors - Written ReportDokument17 SeitenCompressors - Written ReportJenina Rosa P. LlanesNoch keine Bewertungen
- Fluid Mechanics PumpsDokument63 SeitenFluid Mechanics PumpsKaushik SreenivasNoch keine Bewertungen
- Hint An Educational Software For Heat Exchanger NetworkDokument9 SeitenHint An Educational Software For Heat Exchanger NetworkJ Andres Sanchez100% (1)
- Understand The Basics of Centrifugal Pump Operation: Fluids/Solids HandlingDokument5 SeitenUnderstand The Basics of Centrifugal Pump Operation: Fluids/Solids HandlingViệt Đặng XuânNoch keine Bewertungen
- Chapter 2 Centrifugal PumpsDokument96 SeitenChapter 2 Centrifugal PumpsMichael MesfinNoch keine Bewertungen
- Quick Guide For Pump Selection - EngDokument43 SeitenQuick Guide For Pump Selection - EngadelNoch keine Bewertungen
- Compressor GATE Mechanical EngineerDokument45 SeitenCompressor GATE Mechanical Engineersap2279100% (1)
- Article Surge Control Analysis For Centrifugal CompressorsDokument3 SeitenArticle Surge Control Analysis For Centrifugal CompressorsHatem Ali100% (1)
- T II P Training Program On Basic Process Engineering PracticesDokument26 SeitenT II P Training Program On Basic Process Engineering PracticesAsmita AndaniNoch keine Bewertungen
- Application Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsDokument3 SeitenApplication Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsmanishjainshahNoch keine Bewertungen
- Positive Displacement PumpsDokument5 SeitenPositive Displacement PumpssikuetNoch keine Bewertungen
- Calculating Stuffing Box PressuresDokument2 SeitenCalculating Stuffing Box PressuresSuresh Kumar MittapalliNoch keine Bewertungen
- Pumping Control Methods and Their Impact On System EfficiencyDokument16 SeitenPumping Control Methods and Their Impact On System EfficiencyWahidHamedNoch keine Bewertungen
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsVon EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNoch keine Bewertungen
- Selecting A Centrifugal Pump by SystemDokument27 SeitenSelecting A Centrifugal Pump by SystemBogdan ChivulescuNoch keine Bewertungen
- Variable Speed Pumping in Thermal and Nuclear Power Plants: Frequency Converter Versus Hydrodynamic CouplingDokument7 SeitenVariable Speed Pumping in Thermal and Nuclear Power Plants: Frequency Converter Versus Hydrodynamic CouplingNath BoyapatiNoch keine Bewertungen
- Grundfos Design HVACDokument68 SeitenGrundfos Design HVACmishraenggNoch keine Bewertungen
- API 613 Fifth Edition Special Purpose Gear Units For Petroleum, Chemical and Gas Industry Services - Overview PresentationDokument8 SeitenAPI 613 Fifth Edition Special Purpose Gear Units For Petroleum, Chemical and Gas Industry Services - Overview PresentationLymePark100% (1)
- Factory Acceptance Testing Guideline Process - NoRestrictionDokument16 SeitenFactory Acceptance Testing Guideline Process - NoRestrictionhamed51060Noch keine Bewertungen
- Cellular Glass DatasheetDokument2 SeitenCellular Glass DatasheetmishraenggNoch keine Bewertungen
- Understand Color (En)Dokument26 SeitenUnderstand Color (En)api-3704660100% (2)
- Offshore201608 DLDokument138 SeitenOffshore201608 DLmishraengg100% (2)
- Control Engineering Mar.-2016Dokument88 SeitenControl Engineering Mar.-2016mishraenggNoch keine Bewertungen
- Pump Sealing Systems Scott 060712 PDFDokument50 SeitenPump Sealing Systems Scott 060712 PDFmishraenggNoch keine Bewertungen
- Questions and Answers RFQ-DCP-12-39-5680, Rotary Screw CompressorDokument1 SeiteQuestions and Answers RFQ-DCP-12-39-5680, Rotary Screw CompressormishraenggNoch keine Bewertungen
- Refrigeration Dryer DenevarDokument8 SeitenRefrigeration Dryer DenevarmishraenggNoch keine Bewertungen
- GE CC Axial CompressorDokument28 SeitenGE CC Axial CompressormishraenggNoch keine Bewertungen
- Operating Cost Comparison of Various Air Dryers Hoc Vs Heatless Vs Blower Heat Generated Vs RefrigeratedDokument2 SeitenOperating Cost Comparison of Various Air Dryers Hoc Vs Heatless Vs Blower Heat Generated Vs RefrigeratedmishraenggNoch keine Bewertungen
- Io&m CC GeDokument113 SeitenIo&m CC Gemishraengg100% (1)
- Air TreatmentDokument7 SeitenAir TreatmentmishraenggNoch keine Bewertungen
- Regenerated Adsorption Dryer Blast-PRODUCT-Hangzhou Deyoung Purification Equipment CoDokument2 SeitenRegenerated Adsorption Dryer Blast-PRODUCT-Hangzhou Deyoung Purification Equipment ComishraenggNoch keine Bewertungen
- Basic of Thermo & Reciprocating CompressorDokument63 SeitenBasic of Thermo & Reciprocating Compressormishraengg100% (1)
- Compression and Expansion of GasesDokument5 SeitenCompression and Expansion of GasesmishraenggNoch keine Bewertungen