Das könnte Ihnen auch gefallen
- Ladle TurretDokument27 SeitenLadle Turretsati55009100% (6)
- Chicago Dries and Krump Model C, L, M, R Press Brake BrochureDokument15 SeitenChicago Dries and Krump Model C, L, M, R Press Brake BrochureRick Fisher100% (1)
- Premium Transmission Gear BoxDokument80 SeitenPremium Transmission Gear BoxShipra Shalini83% (6)
- Terex Jaques - Apron FeederDokument12 SeitenTerex Jaques - Apron FeederJoseph Amoateng Appiah-kubi WadaadaNoch keine Bewertungen
- NCK Orion HC80 Spec Book BWDokument28 SeitenNCK Orion HC80 Spec Book BWNitin PatelNoch keine Bewertungen
- Rolling Section MillDokument12 SeitenRolling Section MillRakesh SrivastavaNoch keine Bewertungen
- Rack and Binion Using LiftDokument29 SeitenRack and Binion Using LiftRamachantran RamachantranNoch keine Bewertungen
- 89n303 The Touareg V10-TDI EngineDokument50 Seiten89n303 The Touareg V10-TDI Engineeduardorojas007100% (3)
- TP Aj Fgs TDokument7 SeitenTP Aj Fgs TskidamdnevnoNoch keine Bewertungen
- CNC AssemblyDokument9 SeitenCNC AssemblyAnjana_EdathadanNoch keine Bewertungen
- Experiment No.: Experiment Name:: TypesDokument4 SeitenExperiment No.: Experiment Name:: TypesMirMdMarufHossainNoch keine Bewertungen
- Dual Side Shaper MachineDokument6 SeitenDual Side Shaper MachineKarthik DmNoch keine Bewertungen
- Lathe Types, Parts, Specification, Operations, PrecautionsDokument15 SeitenLathe Types, Parts, Specification, Operations, PrecautionsnNoch keine Bewertungen
- Description PartsDokument6 SeitenDescription PartsDiego Athayde100% (1)
- Slotting MachineDokument30 SeitenSlotting MachineUsman Zubair100% (1)
- Technical Specification For Rollling Mill-20200922Dokument15 SeitenTechnical Specification For Rollling Mill-20200922Nilton Bruno Salazar MartinezNoch keine Bewertungen
- Terex Jaques Apron FeederDokument12 SeitenTerex Jaques Apron FeederiranbodNoch keine Bewertungen
- Trees Are NatureDokument3 SeitenTrees Are Natureraymondt153905Noch keine Bewertungen
- Unit-II The LatheDokument14 SeitenUnit-II The LatheThulasi RamNoch keine Bewertungen
- Technical Information About Steering Gears and Steering PumpsDokument37 SeitenTechnical Information About Steering Gears and Steering PumpsVictor BalasNoch keine Bewertungen
- Fresadora FAMCO Model 100Dokument11 SeitenFresadora FAMCO Model 100Carlos MedranoNoch keine Bewertungen
- Rhovic RRLDokument3 SeitenRhovic RRLgadguanzonNoch keine Bewertungen
- Column Drilling MachineDokument8 SeitenColumn Drilling MachineShubhadeep MajumdarNoch keine Bewertungen
- Engine ConstructionDokument89 SeitenEngine ConstructionVinod Cf Cruz100% (2)
- RAPID - 55: Double Column High Speed Bridge Type Milling MachineDokument17 SeitenRAPID - 55: Double Column High Speed Bridge Type Milling MachineUday SharmaNoch keine Bewertungen
- Man B&W 1.06: ME Engine DescriptionDokument6 SeitenMan B&W 1.06: ME Engine DescriptionSvetlio YambolovNoch keine Bewertungen
- Linija Za Shavne CeviDokument15 SeitenLinija Za Shavne CeviMetalacSmzrNoch keine Bewertungen
- Lec2 Lathe MachineDokument70 SeitenLec2 Lathe MachineFELIX KEUYANoch keine Bewertungen
- FP-30 - UadDokument12 SeitenFP-30 - UadUday SharmaNoch keine Bewertungen
- Colchester Dominion Lathe-ManualDokument35 SeitenColchester Dominion Lathe-ManualTony FitzgeraldNoch keine Bewertungen
- Department of Mechanical Engineering ME1030-Basic Workshop Practice Lab (1 0 0 2)Dokument17 SeitenDepartment of Mechanical Engineering ME1030-Basic Workshop Practice Lab (1 0 0 2)Devansh MathurNoch keine Bewertungen
- Computer Controlled Machine Maintenance (Mechanical) FailuresDokument23 SeitenComputer Controlled Machine Maintenance (Mechanical) Failuressank_knasNoch keine Bewertungen
- Lathe Part IDokument151 SeitenLathe Part Ishiva100% (2)
- Operation Manual For Automatic Girth Welder Model Agw-1Dokument29 SeitenOperation Manual For Automatic Girth Welder Model Agw-1mdk50Noch keine Bewertungen
- Lab ManualDokument60 SeitenLab Manualshahid_ahmed_28Noch keine Bewertungen
- Lathe MachineDokument70 SeitenLathe MachineAlvis MwangiNoch keine Bewertungen
- Apron Feeder CatDokument4 SeitenApron Feeder CatNarsi ReddyNoch keine Bewertungen
- STC TRS Conventional 02Dokument419 SeitenSTC TRS Conventional 02battery sectionNoch keine Bewertungen
- Mormc 0072 UsDokument12 SeitenMormc 0072 UsHoracio RodriguezNoch keine Bewertungen
- Project PPT-2Dokument43 SeitenProject PPT-2vennasrinivasrao4Noch keine Bewertungen
- The Diesel LocomotiveDokument24 SeitenThe Diesel LocomotivePool KingNoch keine Bewertungen
- Giddings & Lewis Sect05 ColumnBedSaddleDokument10 SeitenGiddings & Lewis Sect05 ColumnBedSaddleAngel AdautaNoch keine Bewertungen
- Followers Can Be Classified Based On - Type of Surface Contact Between Cam and Follower - Type of Follower Motion - Line of Motion of FollowersDokument25 SeitenFollowers Can Be Classified Based On - Type of Surface Contact Between Cam and Follower - Type of Follower Motion - Line of Motion of FollowersN NandiniNoch keine Bewertungen
- Assembling and Straightening-1Dokument5 SeitenAssembling and Straightening-1Ho NgocNoch keine Bewertungen
- C, One of The Most Important Material Removal Methods, Is A Collection of Material-WorkingDokument27 SeitenC, One of The Most Important Material Removal Methods, Is A Collection of Material-Workinghackmelike1Noch keine Bewertungen
- 900 Cgs 11Dokument8 Seiten900 Cgs 11Mayko DreschNoch keine Bewertungen
- Study On Capstan Lathe and Copying LatheDokument6 SeitenStudy On Capstan Lathe and Copying Lathechandan kumarNoch keine Bewertungen
- Report of Cam ShaftDokument85 SeitenReport of Cam ShaftkotoyayNoch keine Bewertungen
- 5ton Cap SG EOT CraneDokument63 Seiten5ton Cap SG EOT CraneRaging FayahNoch keine Bewertungen
- 3, ActDokument11 Seiten3, ActMeet ZinzuvadiyaNoch keine Bewertungen
- MFT CH 4Dokument12 SeitenMFT CH 4babulsethi1567Noch keine Bewertungen
- Sany SCC2500 SpecificationDokument21 SeitenSany SCC2500 SpecificationDrajat Darmawan0% (1)
- Overhead CraneDokument2 SeitenOverhead CraneCepXNoch keine Bewertungen
- Tube Mill PatraDokument30 SeitenTube Mill PatraRitz HindustanNoch keine Bewertungen
- Design and Fabrication of MotorisedDokument28 SeitenDesign and Fabrication of Motorisedvickram jainNoch keine Bewertungen
- Pages From Ganz - Turbina-6Dokument1 SeitePages From Ganz - Turbina-6palanaruvaNoch keine Bewertungen
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheVon EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Construction and Manufacture of AutomobilesVon EverandConstruction and Manufacture of AutomobilesBewertung: 5 von 5 Sternen5/5 (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsVon EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsBewertung: 4 von 5 Sternen4/5 (1)
- Tangent ModulusDokument2 SeitenTangent ModulusAnonymous DbDOldj0Noch keine Bewertungen
- What Is FEM?: FEM (Finite Element Method)Dokument2 SeitenWhat Is FEM?: FEM (Finite Element Method)Anonymous DbDOldj0Noch keine Bewertungen
- Gradient Method: From Wikipedia, The Free Encyclopedia In, Gradient Method Is An To Solve Problems of The FormDokument1 SeiteGradient Method: From Wikipedia, The Free Encyclopedia In, Gradient Method Is An To Solve Problems of The FormAnonymous DbDOldj0Noch keine Bewertungen
- Key Function Key Only Plus SHIFT Plus CTRLDokument2 SeitenKey Function Key Only Plus SHIFT Plus CTRLAnonymous DbDOldj0Noch keine Bewertungen
- Para Cord BraceletsDokument4 SeitenPara Cord BraceletsAnonymous DbDOldj0Noch keine Bewertungen
- Analytical Linkage SynthesisDokument30 SeitenAnalytical Linkage SynthesisAnonymous DbDOldj0100% (1)
- Side Shaft Super Heavy Torque MotorDokument5 SeitenSide Shaft Super Heavy Torque MotorAnonymous DbDOldj0Noch keine Bewertungen
- ErrorDokument1 SeiteErrorAnonymous DbDOldj0Noch keine Bewertungen
- Ball Bearing Manufacturing Process 130930021744 Phpapp01Dokument15 SeitenBall Bearing Manufacturing Process 130930021744 Phpapp01Athul MuraliNoch keine Bewertungen
- Sro 575 (I) 2006Dokument38 SeitenSro 575 (I) 2006sehrish23Noch keine Bewertungen
- Mount and Solder Electronic Components: Information Sheet 1.3.1 Learning Outcome No. 3Dokument22 SeitenMount and Solder Electronic Components: Information Sheet 1.3.1 Learning Outcome No. 3Shaira Claire CorreNoch keine Bewertungen
- Safe Work ProcedureDokument2 SeitenSafe Work Proceduresterlin gosineNoch keine Bewertungen
- Bureau of Indian Standards (Central Marks Department-Iii)Dokument58 SeitenBureau of Indian Standards (Central Marks Department-Iii)vinodNoch keine Bewertungen
- Wall Ties FormworkDokument96 SeitenWall Ties FormworkJack Jeff0% (1)
- Gati ProjectDokument45 SeitenGati ProjectHitesh RautNoch keine Bewertungen
- Tensile Testing Lab ReportDokument2 SeitenTensile Testing Lab ReportYap Tze Sheng0% (2)
- Community Problem Report First DraftDokument6 SeitenCommunity Problem Report First Draftapi-263884824Noch keine Bewertungen
- Auto Comp ReportDokument167 SeitenAuto Comp ReportnilekaniNoch keine Bewertungen
- Port Shipping Warehouse Business Develop Etc1Dokument9 SeitenPort Shipping Warehouse Business Develop Etc1Subhankar MahapatraNoch keine Bewertungen
- Textile Today July 2019 Issue EMagazineDokument134 SeitenTextile Today July 2019 Issue EMagazineNimra SiddiquiNoch keine Bewertungen
- Section 3 - Corrosion - ProtectionDokument44 SeitenSection 3 - Corrosion - ProtectionChris MedeirosNoch keine Bewertungen
- SSAB Domex BrochureDokument8 SeitenSSAB Domex Brochuregato7777777Noch keine Bewertungen
- Woodrat TWWDokument2 SeitenWoodrat TWWdlukasdNoch keine Bewertungen
- Direct Material CostDokument4 SeitenDirect Material CostQuestionscastle Friend100% (1)
- Mutu DabholkarDokument28 SeitenMutu DabholkardyaNoch keine Bewertungen
- Real EstatexyzDokument4 SeitenReal EstatexyzabhiperiwalNoch keine Bewertungen
- Acid Resistant Tiles BricksDokument6 SeitenAcid Resistant Tiles BricksDeboline MitraNoch keine Bewertungen
- 02.34 25635-220-3PS-MHCB-00001 Technical PDFDokument32 Seiten02.34 25635-220-3PS-MHCB-00001 Technical PDFEl_memitoNoch keine Bewertungen
- List of Is Codes For Cement and ConcreteDokument9 SeitenList of Is Codes For Cement and ConcreteamitkuknaNoch keine Bewertungen
- Overview of Pharmaceutical ManufacturingDokument14 SeitenOverview of Pharmaceutical ManufacturingFauz ShereNoch keine Bewertungen
- BT Design-Guide-2014 PDFDokument15 SeitenBT Design-Guide-2014 PDFSamik MukherjeeNoch keine Bewertungen
- Bhartiya International LTD.: Learnings, Observations and AnalysisDokument16 SeitenBhartiya International LTD.: Learnings, Observations and AnalysisAshish KumarNoch keine Bewertungen
- DDTW Properties For High Strength Line Pipe SteelsDokument5 SeitenDDTW Properties For High Strength Line Pipe SteelsWagner Duarte FloresNoch keine Bewertungen
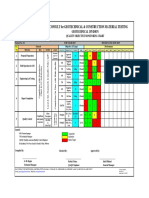
- 00-Quality Objective Monitoring Chart Fof Geotech Div-2Dokument1 Seite00-Quality Objective Monitoring Chart Fof Geotech Div-2Adly Al-SaafinNoch keine Bewertungen
- Sinumerik 840DDokument20 SeitenSinumerik 840DZoran StamenkovićNoch keine Bewertungen
- Example Calculations: Example Calculation For A Single Strong-Bolt 2 Anchor Using SDDokument2 SeitenExample Calculations: Example Calculation For A Single Strong-Bolt 2 Anchor Using SDmordidomiNoch keine Bewertungen
- 7S Ppt-Beena-170314183534 PDFDokument10 Seiten7S Ppt-Beena-170314183534 PDFJuan Salazar100% (1)
- MTech PLM 2011Dokument15 SeitenMTech PLM 2011Ubaid BahussainNoch keine Bewertungen