Das könnte Ihnen auch gefallen
- Heater Replacement Instructions For Point Gate and Thru Hole TipsDokument2 SeitenHeater Replacement Instructions For Point Gate and Thru Hole TipsEsteban Vanegas AlvarezNoch keine Bewertungen
- "N" "N" "N" "N" R0.125: Me-X741-Ps-421 (B)Dokument2 Seiten"N" "N" "N" "N" R0.125: Me-X741-Ps-421 (B)Esteban Vanegas AlvarezNoch keine Bewertungen
- Jumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsDokument2 SeitenJumbo Gate-Mate Nozzle Assemblies Installation Data: ME-0739-PS-051-C Gmn-PsEsteban Vanegas AlvarezNoch keine Bewertungen
- Me 0708 PS 014Dokument2 SeitenMe 0708 PS 014Esteban Vanegas AlvarezNoch keine Bewertungen
- Ss 989a ManualDokument11 SeitenSs 989a ManualDananjaya Kumara0% (2)
- Installation Data For: 250 & 375 Series Point Gate NeedleDokument2 SeitenInstallation Data For: 250 & 375 Series Point Gate NeedleEsteban Vanegas AlvarezNoch keine Bewertungen
- Installation Instructions: - Split System Air ConditionerDokument45 SeitenInstallation Instructions: - Split System Air ConditionerpejdewitNoch keine Bewertungen
- Micro Probes Auto-Fixed Integral Heater: ME-0725-PS-216-B AFIP/IDDokument2 SeitenMicro Probes Auto-Fixed Integral Heater: ME-0725-PS-216-B AFIP/IDEsteban Vanegas AlvarezNoch keine Bewertungen
- Spot Plus InstructionsDokument8 SeitenSpot Plus InstructionsBane BGNoch keine Bewertungen
- Instruction Manual Temperature SwitchesDokument4 SeitenInstruction Manual Temperature Switchesdel110001Noch keine Bewertungen
- Distibutor Tubes: Important Safety InformationDokument2 SeitenDistibutor Tubes: Important Safety InformationEsteban Vanegas AlvarezNoch keine Bewertungen
- Carver Cascade2 RapideDokument8 SeitenCarver Cascade2 Rapidepetrica laurentiuNoch keine Bewertungen
- Buttfusion OperationDokument8 SeitenButtfusion OperationIan lawrenz LeeNoch keine Bewertungen
- Adjustable Type EAZ SeriesDokument8 SeitenAdjustable Type EAZ SeriesVimalendra SinghNoch keine Bewertungen
- Manual JT7700Dokument60 SeitenManual JT7700Alecsandru NitaNoch keine Bewertungen
- NFP Piston Series 5Dokument12 SeitenNFP Piston Series 5Elois grimonNoch keine Bewertungen
- Manual For Filastruder ENGLISH PDFDokument10 SeitenManual For Filastruder ENGLISH PDFstavroula zarkadoulaNoch keine Bewertungen
- Manual - Honeywell Thermostat CT3200Dokument24 SeitenManual - Honeywell Thermostat CT3200imauserNoch keine Bewertungen
- Filabot Original and Filabot EX2 Operation Manual: Filabot Vermont, USA, Earth 1-802-505-6772Dokument13 SeitenFilabot Original and Filabot EX2 Operation Manual: Filabot Vermont, USA, Earth 1-802-505-6772Andrés NarváezNoch keine Bewertungen
- SS-969 SMD Rework Station: User's ManualDokument16 SeitenSS-969 SMD Rework Station: User's ManualPaunicaNoch keine Bewertungen
- Rite Temp 6020 Installation GuideDokument15 SeitenRite Temp 6020 Installation GuidehimloggerNoch keine Bewertungen
- Installation Instruction Sheet: Split Type Air ConditionerDokument8 SeitenInstallation Instruction Sheet: Split Type Air ConditionerSyed Noman AhmedNoch keine Bewertungen
- Aire AcondicionadoDokument36 SeitenAire AcondicionadohernanloaizaNoch keine Bewertungen
- SG WAC 12ESE ManualDokument16 SeitenSG WAC 12ESE Manualviperz10Noch keine Bewertungen
- Digi Manual PDFDokument14 SeitenDigi Manual PDFjuanfranciscoNoch keine Bewertungen
- Rotary Oven Manual South StarDokument23 SeitenRotary Oven Manual South StarTelapia Maach100% (3)
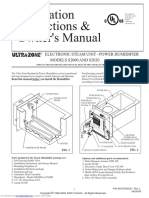
- Installation Instructions & Owner's Manual: Electronic Steam Unit - Power Humidifier MODELS S2000 AND S2020Dokument16 SeitenInstallation Instructions & Owner's Manual: Electronic Steam Unit - Power Humidifier MODELS S2000 AND S2020Franklin Ergueta100% (1)
- 3530 Pump Installation ManualDokument7 Seiten3530 Pump Installation ManualAnonymous 7xHNgoKE6eNoch keine Bewertungen
- Technical Data & Service Manual: Indoor Unit: As52AlDokument31 SeitenTechnical Data & Service Manual: Indoor Unit: As52Alsontuyet82Noch keine Bewertungen
- Hot-Tap Saddle: Installation InstructionsDokument2 SeitenHot-Tap Saddle: Installation InstructionsSusan Sue Berrospi MerinoNoch keine Bewertungen
- Service Manual for Norcold RV RefrigeratorsDokument31 SeitenService Manual for Norcold RV RefrigeratorstylerdurdaneNoch keine Bewertungen
- Whole House Humidifier: Model: TM-2000Dokument20 SeitenWhole House Humidifier: Model: TM-2000IBJSC.comNoch keine Bewertungen
- E50337 Bedienungsanleitung 1106 02Dokument8 SeitenE50337 Bedienungsanleitung 1106 02Sergiu BadalutaNoch keine Bewertungen
- DESTU Installation InstructionsDokument8 SeitenDESTU Installation InstructionsAnonymous YqiomOTXNoch keine Bewertungen
- Operating Instructions: Installation, 2-4 RSDokument20 SeitenOperating Instructions: Installation, 2-4 RSNikeBNoch keine Bewertungen
- Water Cooled Package Service NewDokument23 SeitenWater Cooled Package Service NewDiêm Công ViệtNoch keine Bewertungen
- InSinkErator Steaming Hot Water Taps Installation GuideDokument80 SeitenInSinkErator Steaming Hot Water Taps Installation Guideliamdixonau100% (1)
- Shelter HeatersDokument12 SeitenShelter Heatersalann007Noch keine Bewertungen
- LG Room Air Conditioner Service Manual - Models LWHD 1500er, LWHD 1800R, L1804RDokument39 SeitenLG Room Air Conditioner Service Manual - Models LWHD 1500er, LWHD 1800R, L1804Rhbpr9999Noch keine Bewertungen
- Covo 668 669 Update Intruction ManualDokument8 SeitenCovo 668 669 Update Intruction ManualnamasralNoch keine Bewertungen
- Insta 204Dokument12 SeitenInsta 204Danielle LopezNoch keine Bewertungen
- AFVI ManualDokument39 SeitenAFVI ManualDIEGO2109Noch keine Bewertungen
- Electric Heat Tracing: Installation ProceduresDokument10 SeitenElectric Heat Tracing: Installation ProceduresrajNoch keine Bewertungen
- WTCPT Oi PLDokument4 SeitenWTCPT Oi PLomglol2kNoch keine Bewertungen
- PT 355 ManualDokument32 SeitenPT 355 ManualhegallarNoch keine Bewertungen
- Instrument - Tpe3000 Thermal Oil HeateDokument24 SeitenInstrument - Tpe3000 Thermal Oil HeatejadetorresNoch keine Bewertungen
- Installation Manual TTD/TTT: Multi-Split System Condensing Unit 18,000-36,000 Btuh Models 50/60 HZDokument16 SeitenInstallation Manual TTD/TTT: Multi-Split System Condensing Unit 18,000-36,000 Btuh Models 50/60 HZchitak_80Noch keine Bewertungen
- AquaGrip Flange Adaptors Installation GuideDokument8 SeitenAquaGrip Flange Adaptors Installation GuideAbdul BasithNoch keine Bewertungen
- Service Manual: Domestic Air ConditionerDokument21 SeitenService Manual: Domestic Air Conditionerj123p456Noch keine Bewertungen
- 2.1265.20.000 e PDFDokument0 Seiten2.1265.20.000 e PDFSani PoulouNoch keine Bewertungen
- En RaychemE100LAendseal IM H59141 Tcm432 51607Dokument8 SeitenEn RaychemE100LAendseal IM H59141 Tcm432 51607Rudi SyamNoch keine Bewertungen
- M622-175+500 Fluid Loss Operation ManualDokument11 SeitenM622-175+500 Fluid Loss Operation ManualKevinGandjarAdiwidjajaNoch keine Bewertungen
- p077 02 PDFDokument8 Seitenp077 02 PDFJuan ZamoraNoch keine Bewertungen
- Electrical Control Valves EX5 / EX6 /EX7 / EX8Dokument8 SeitenElectrical Control Valves EX5 / EX6 /EX7 / EX8jovanoxNoch keine Bewertungen
- S1 Manual EX07200-13 Rev EDokument16 SeitenS1 Manual EX07200-13 Rev EamvelozNoch keine Bewertungen
- Terminales Termocontractiles PDFDokument18 SeitenTerminales Termocontractiles PDFcbeltranochoaNoch keine Bewertungen
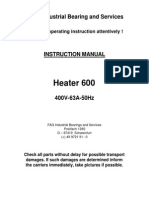
- Heater 600 ManualDokument11 SeitenHeater 600 ManualRaja RamNoch keine Bewertungen
- Electric Oil - Filled Radiator: Owner'S ManualDokument12 SeitenElectric Oil - Filled Radiator: Owner'S ManualjohnqevilNoch keine Bewertungen
- Digital Thermostat ManualDokument2 SeitenDigital Thermostat ManualahoirebaNoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Mold SaverDMEsav-msds 1Dokument7 SeitenMold SaverDMEsav-msds 1Esteban Vanegas Alvarez100% (1)
- American Standard Mold Base QRFDokument4 SeitenAmerican Standard Mold Base QRFEsteban Vanegas AlvarezNoch keine Bewertungen
- DME Single Zone Timer TCM-03-024DDokument1 SeiteDME Single Zone Timer TCM-03-024DEsteban Vanegas AlvarezNoch keine Bewertungen
- Distibutor Tubes: Important Safety InformationDokument2 SeitenDistibutor Tubes: Important Safety InformationEsteban Vanegas AlvarezNoch keine Bewertungen
- PR Oc Ess Contr OlsDokument8 SeitenPR Oc Ess Contr OlsEsteban Vanegas AlvarezNoch keine Bewertungen
- Abrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFDokument6 SeitenAbrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFEsteban Vanegas AlvarezNoch keine Bewertungen
- SDS271 Diamond CompoundDokument7 SeitenSDS271 Diamond CompoundEsteban Vanegas AlvarezNoch keine Bewertungen
- Cut Off WheelDMEcutoffwh-msdsDokument4 SeitenCut Off WheelDMEcutoffwh-msdsEsteban Vanegas AlvarezNoch keine Bewertungen
- D-M-E In2 Innovative Interlocks: Mold Base MachiningDokument2 SeitenD-M-E In2 Innovative Interlocks: Mold Base MachiningEsteban Vanegas AlvarezNoch keine Bewertungen
- Abrasive Stones - General Purpose Type A and BDMEabstonesab-msdsDokument6 SeitenAbrasive Stones - General Purpose Type A and BDMEabstonesab-msdsEsteban Vanegas AlvarezNoch keine Bewertungen
- D-M-E Mold Straps: Important Safety InformationDokument1 SeiteD-M-E Mold Straps: Important Safety InformationEsteban Vanegas AlvarezNoch keine Bewertungen
- Abrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFDokument6 SeitenAbrasive Stones - General Purpose Type E and MDMEabstonestypeem-msds PDFEsteban Vanegas AlvarezNoch keine Bewertungen
- Abrasive Sheets - ABW TypeDME ABW Abrasive SheetsDokument6 SeitenAbrasive Sheets - ABW TypeDME ABW Abrasive SheetsEsteban Vanegas AlvarezNoch keine Bewertungen
- Me M741 PS 999 PDFDokument2 SeitenMe M741 PS 999 PDFEsteban Vanegas AlvarezNoch keine Bewertungen
- J Type Therm StandardsDokument1 SeiteJ Type Therm StandardsEsteban Vanegas AlvarezNoch keine Bewertungen
- Me 0508 PS 059Dokument5 SeitenMe 0508 PS 059Esteban Vanegas AlvarezNoch keine Bewertungen
- Me 0508 PS 057Dokument3 SeitenMe 0508 PS 057Esteban Vanegas AlvarezNoch keine Bewertungen
- Me 0508 PS 058 PDFDokument3 SeitenMe 0508 PS 058 PDFEsteban Vanegas AlvarezNoch keine Bewertungen
- Me 0508 PS 059Dokument5 SeitenMe 0508 PS 059Esteban Vanegas AlvarezNoch keine Bewertungen
- Thinswitch Installation InstructionsDokument2 SeitenThinswitch Installation InstructionsEsteban Vanegas AlvarezNoch keine Bewertungen
- S-Series Straight-Shot T-Series Straight-ShotDokument2 SeitenS-Series Straight-Shot T-Series Straight-ShotEsteban Vanegas AlvarezNoch keine Bewertungen
- Me 0704 PS 069Dokument2 SeitenMe 0704 PS 069Esteban Vanegas AlvarezNoch keine Bewertungen
- Drum Heater Installation English Sept 2015Dokument1 SeiteDrum Heater Installation English Sept 2015Esteban Vanegas AlvarezNoch keine Bewertungen
- Me 100005 0827Dokument2 SeitenMe 100005 0827Esteban Vanegas AlvarezNoch keine Bewertungen
- DMEInternalLatchLock DKL CAMFingerRemoval InstallationDokument5 SeitenDMEInternalLatchLock DKL CAMFingerRemoval InstallationEsteban Vanegas AlvarezNoch keine Bewertungen
- High Performance Hot Sprue Bushing Installation DataDokument2 SeitenHigh Performance Hot Sprue Bushing Installation DataEsteban Vanegas AlvarezNoch keine Bewertungen
- NEMA SG11-2013 Guide For Maint of Outdoor HV CBsDokument24 SeitenNEMA SG11-2013 Guide For Maint of Outdoor HV CBsChris ParkinsonNoch keine Bewertungen
- DIRECT EXPANSION COMPRESSED AIR DRYERS OPERATORS MANUALDokument31 SeitenDIRECT EXPANSION COMPRESSED AIR DRYERS OPERATORS MANUALfreysiNoch keine Bewertungen
- February 2011 FGHB2844LFE 5995556437 Frigidaire Bottom Freezer Refrigerator Service ManualDokument187 SeitenFebruary 2011 FGHB2844LFE 5995556437 Frigidaire Bottom Freezer Refrigerator Service ManualStan Stan100% (1)
- EtisalatTelecom Model 2016 ModifiedDokument110 SeitenEtisalatTelecom Model 2016 ModifiednasiseidrscribdNoch keine Bewertungen
- Sunny Boy SWR 1100 LVDokument79 SeitenSunny Boy SWR 1100 LVjonathan dacumosNoch keine Bewertungen
- MCB and FuseDokument78 SeitenMCB and Fuseraghu myNoch keine Bewertungen
- 10KW On-Grid SystemDokument11 Seiten10KW On-Grid SystemZain Nabi KhanNoch keine Bewertungen
- Emerson TV LF402EM6 User ManualDokument37 SeitenEmerson TV LF402EM6 User ManualAmin SantanaNoch keine Bewertungen
- Volvo Service Manual Trucks FM FH PDFDokument244 SeitenVolvo Service Manual Trucks FM FH PDFMarco Diaz100% (2)
- Panasonic Tc-L42et60 Chassis La41Dokument70 SeitenPanasonic Tc-L42et60 Chassis La41Anto PurwantoNoch keine Bewertungen
- Pictorial Safety GuideDokument226 SeitenPictorial Safety GuideAlejandro WadelNoch keine Bewertungen
- Lenovo Al7mannualDokument492 SeitenLenovo Al7mannualRoberto De Leon MartinezNoch keine Bewertungen
- Instruction Manual DS400 ENDokument117 SeitenInstruction Manual DS400 ENLoric Eugene PeregrinoNoch keine Bewertungen
- Eaton Fire Addressable Repeater Panel ctpr3000 Manual pr203 68 532 01Dokument51 SeitenEaton Fire Addressable Repeater Panel ctpr3000 Manual pr203 68 532 01Mouniri RachidNoch keine Bewertungen
- JM Test Systems Product and Services Catalog Vol 4 PDFDokument524 SeitenJM Test Systems Product and Services Catalog Vol 4 PDFE BuNoch keine Bewertungen
- Service Manual: Rb1FkDokument50 SeitenService Manual: Rb1FkALEXNoch keine Bewertungen
- Im33k10a10 50eDokument40 SeitenIm33k10a10 50efernandovaras2005Noch keine Bewertungen
- CPT Cirprotec L LIGHTNING ROD ESE NIMBUS PDFDokument20 SeitenCPT Cirprotec L LIGHTNING ROD ESE NIMBUS PDFNguyenDinhLyNoch keine Bewertungen
- LM34 Precision Fahrenheit Temperature Sensors: 1 Features 3 DescriptionDokument23 SeitenLM34 Precision Fahrenheit Temperature Sensors: 1 Features 3 DescriptionmemepiNoch keine Bewertungen
- GTU Power Systems II course overviewDokument4 SeitenGTU Power Systems II course overviewNileshNoch keine Bewertungen
- User'S Manual: Requires One of The Following Versions of Windows®Dokument36 SeitenUser'S Manual: Requires One of The Following Versions of Windows®MIGUEL ANGEL DURON SAAVEDRANoch keine Bewertungen
- SIP5 - 7SA SD 82 84 86 7SL 82 86 SJ 86 - V08.30 - Manual - C010 D - enDokument2.148 SeitenSIP5 - 7SA SD 82 84 86 7SL 82 86 SJ 86 - V08.30 - Manual - C010 D - enZhaoYucongNoch keine Bewertungen
- June 2002 Q8 & Dec 2003 Q10Dokument14 SeitenJune 2002 Q8 & Dec 2003 Q10romedic36Noch keine Bewertungen
- Digital Multimeter ManualDokument13 SeitenDigital Multimeter ManualKeno Souza GensNoch keine Bewertungen
- Install Electrical Protection for Lighting and GroundingDokument32 SeitenInstall Electrical Protection for Lighting and GroundingReinier Paclibar FederizoNoch keine Bewertungen
- Basics of Earthing: Compiled By, Prof Shivam Shrivastava Ap-Ee, ItnuDokument19 SeitenBasics of Earthing: Compiled By, Prof Shivam Shrivastava Ap-Ee, ItnuShivam ShrivastavaNoch keine Bewertungen
- Customer Specification: Static Excitation System (Ses)Dokument18 SeitenCustomer Specification: Static Excitation System (Ses)Ravindra JadhavNoch keine Bewertungen
- 01 - EM MethodDokument34 Seiten01 - EM MethodRishi RanjanNoch keine Bewertungen
- Installation Manual Dishwasher Ge Adora DDT595Dokument48 SeitenInstallation Manual Dishwasher Ge Adora DDT595imauserNoch keine Bewertungen
- Videocon Chassis mst6m181 LCD TV SM 1525414977620 PDFDokument61 SeitenVideocon Chassis mst6m181 LCD TV SM 1525414977620 PDFAnarsinh SolankiNoch keine Bewertungen