Das könnte Ihnen auch gefallen
- CD6 Prototype PFMEADokument4 SeitenCD6 Prototype PFMEAmpedraza-1Noch keine Bewertungen
- Process Failure Modes and Effects AnalysisDokument20 SeitenProcess Failure Modes and Effects AnalysisHemantNoch keine Bewertungen
- PFMEA ExampleDokument14 SeitenPFMEA Examplekalebasveggie100% (1)
- 02 FMEA Training - How To DoDokument45 Seiten02 FMEA Training - How To DoRamkumar PerumalNoch keine Bewertungen
- FMEA TrainingDokument30 SeitenFMEA Trainingapi-377012184% (19)
- Customer:: Potential Failure Mode and Effect Analysis (Process FMEA)Dokument8 SeitenCustomer:: Potential Failure Mode and Effect Analysis (Process FMEA)Rajnish PotdarNoch keine Bewertungen
- Advanced PFMEADokument22 SeitenAdvanced PFMEAHassan KhanNoch keine Bewertungen
- FMEA Proses&DesignDokument34 SeitenFMEA Proses&DesignRizky Sihab100% (2)
- Practitioners Guide Aiag Vda Fmeas.01Dokument10 SeitenPractitioners Guide Aiag Vda Fmeas.01Alpha Excellence consultingNoch keine Bewertungen
- FMEADokument42 SeitenFMEAibal_machine100% (1)
- Area Ratio and Stencil Thickness CalculatorDokument6 SeitenArea Ratio and Stencil Thickness Calculatorsmtdrkd100% (1)
- Lecture 11 - Six Sigma 1 - FMEADokument67 SeitenLecture 11 - Six Sigma 1 - FMEAMenadžment Vusb100% (1)
- FMEA TemplateDokument3 SeitenFMEA TemplateC SNoch keine Bewertungen
- FMEA RCM Course Foundations of Effective FMEA RS 470 CourseNotes Rev9 1 PDFDokument358 SeitenFMEA RCM Course Foundations of Effective FMEA RS 470 CourseNotes Rev9 1 PDFRakesh S India100% (2)
- 8D ReportDokument20 Seiten8D ReportSuryanarayana Tata100% (1)
- Object Oriented FMEA of Hybrid Vehicle Cooling SystemDokument65 SeitenObject Oriented FMEA of Hybrid Vehicle Cooling SystemHoa LuuNoch keine Bewertungen
- 36 PfmeaDokument9 Seiten36 Pfmeamscsmn100% (1)
- Tracking Problem SolvingDokument7 SeitenTracking Problem SolvingNikesh KoliNoch keine Bewertungen
- FMEADokument6 SeitenFMEAEmeka NkwochaNoch keine Bewertungen
- HERCA worksheet instructionsDokument1 SeiteHERCA worksheet instructionsThee Bouyy100% (1)
- Process Potential Failure Mode & Effects AnalysisDokument12 SeitenProcess Potential Failure Mode & Effects Analysisankit kumar100% (1)
- Prod-Fmea-01 PfmeaDokument1 SeiteProd-Fmea-01 Pfmeaumesh sengarNoch keine Bewertungen
- Design FMEA ExampleDokument3 SeitenDesign FMEA ExampleJosé Ignacio SánchezNoch keine Bewertungen
- FmeaDokument5 SeitenFmeaBuiTrungNoch keine Bewertungen
- FMEA TrainingDokument25 SeitenFMEA Trainingmelimaulani-1Noch keine Bewertungen
- DFMEADokument63 SeitenDFMEAexlibrisxyz100% (4)
- FMEA Master PresentationDokument63 SeitenFMEA Master Presentationnigeldouch100% (1)
- Process FMEA Guide to Identify, Analyze and Prevent FailuresDokument34 SeitenProcess FMEA Guide to Identify, Analyze and Prevent FailurespmzabNoch keine Bewertungen
- Failure Modes and Effects Analysis: R.R. MohrDokument37 SeitenFailure Modes and Effects Analysis: R.R. Mohrmh70100% (8)
- The Practitioners Guide: 2019 Aiag-Vda FmeasDokument10 SeitenThe Practitioners Guide: 2019 Aiag-Vda Fmeaskrishnan100% (3)
- Design Fmea 1 ST Pipe Teflon HoseDokument11 SeitenDesign Fmea 1 ST Pipe Teflon HoseSandeep PandeyNoch keine Bewertungen
- APQP Documents and TimelineDokument72 SeitenAPQP Documents and Timelinesaby aroraNoch keine Bewertungen
- FMEADokument6 SeitenFMEANavnath TamhaneNoch keine Bewertungen
- FMEA ExampleDokument4 SeitenFMEA ExampleBALAJINoch keine Bewertungen
- Customer Name: Schneider Electric: SPL ClassDokument2 SeitenCustomer Name: Schneider Electric: SPL ClassSachin Sam100% (1)
- 8D Problem SolvingDokument7 Seiten8D Problem SolvingLokesh Narasimhaiah100% (1)
- FMEADokument29 SeitenFMEAKarthik Kr100% (1)
- FMEA analysis optimizes Quad Torc vehicle safetyDokument3 SeitenFMEA analysis optimizes Quad Torc vehicle safetyVishnu RoyNoch keine Bewertungen
- PFMEADokument10 SeitenPFMEAsmallik3100% (1)
- Air Compressor FMEADokument32 SeitenAir Compressor FMEAJitu Jena67% (6)
- Company Name: Engineering Location: Customer Name: Model Year / PlatformDokument45 SeitenCompany Name: Engineering Location: Customer Name: Model Year / Platformsuresh kumar0% (1)
- Potential Failure Mode And Effects Analysis (FMEA) of Disk Brake Sub-AssemblyDokument6 SeitenPotential Failure Mode And Effects Analysis (FMEA) of Disk Brake Sub-AssemblyLuis Carlos SuarezNoch keine Bewertungen
- SMT Generic Control PlanDokument3 SeitenSMT Generic Control PlanPedro Lopez Rodriguez100% (1)
- DFMEADokument2 SeitenDFMEASumeet SainiNoch keine Bewertungen
- FmeaDokument24 SeitenFmeaanon-630122100% (4)
- FMEA and CharacteristicsDokument47 SeitenFMEA and Characteristicsmalbarnes100% (4)
- APQP Supplier ProcedureDokument20 SeitenAPQP Supplier ProcedurepharmatonNoch keine Bewertungen
- PFD - Fmea - CPDokument5 SeitenPFD - Fmea - CPNagarajanNoch keine Bewertungen
- Effective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisVon EverandEffective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisBewertung: 4 von 5 Sternen4/5 (1)
- Atac 113 Pfmea R10 IatfDokument50 SeitenAtac 113 Pfmea R10 IatfAzlan MustaphaNoch keine Bewertungen
- Failure Mode and Effects Analysis (Process Fmea) : PotentialDokument2 SeitenFailure Mode and Effects Analysis (Process Fmea) : Potentialjavier ortizNoch keine Bewertungen
- Job Hazard Analysis For Decanting of Propane From Truck To TankDokument17 SeitenJob Hazard Analysis For Decanting of Propane From Truck To TankAdebiyi Ismail RaitoNoch keine Bewertungen
- General Work Permit - HSE-CTN-HPP-FMT-021Dokument3 SeitenGeneral Work Permit - HSE-CTN-HPP-FMT-021Radha BuildtechNoch keine Bewertungen
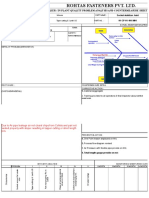
- Rohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Dokument4 SeitenRohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Rohtash fastnerNoch keine Bewertungen
- P111-RSME-TRA-007 - TRA For ExcavationDokument3 SeitenP111-RSME-TRA-007 - TRA For ExcavationDarius DsouzaNoch keine Bewertungen
- Safe To Start Work checklistDokument3 SeitenSafe To Start Work checklistRadha BuildtechNoch keine Bewertungen
- JSA For Filter Cleaning by Steam and Water ManuallyDokument22 SeitenJSA For Filter Cleaning by Steam and Water ManuallyThái Đạo Phạm LêNoch keine Bewertungen
- Ra & Jsa FormatDokument19 SeitenRa & Jsa Formatspecpro50% (2)
- The Story of Spanish MossDokument10 SeitenThe Story of Spanish MosssmtdrkdNoch keine Bewertungen
- The Story of Spanish MossDokument10 SeitenThe Story of Spanish MosssmtdrkdNoch keine Bewertungen
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDokument39 SeitenEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Ph.d. Thesis On Modeling Imc Growth and SolderingDokument180 SeitenPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
- Land Pattern Parameters For Different Bga GeometriesDokument4 SeitenLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Why Creation of Universe Is Not An AccidentDokument48 SeitenWhy Creation of Universe Is Not An AccidentsmtdrkdNoch keine Bewertungen
- SMCWP 001Dokument37 SeitenSMCWP 001Wandyy GonçalvesNoch keine Bewertungen
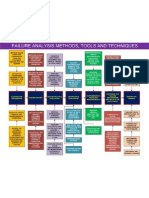
- Failure Analysis Tools, Techniques and Process FlowDokument1 SeiteFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- Greeting Card Calendar 2009Dokument1 SeiteGreeting Card Calendar 2009smtdrkdNoch keine Bewertungen
- PCB Surface Finishes Presentation by MultekDokument54 SeitenPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Area Ratio For Different SMT PartsDokument1 SeiteArea Ratio For Different SMT PartssmtdrkdNoch keine Bewertungen
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDokument43 SeitenWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDokument4 SeitenStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdNoch keine Bewertungen
- Stencil Aperture and Area Ratio Table For Optimum PrintingDokument4 SeitenStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdNoch keine Bewertungen
- Manufacturable Lead Free SMT ProcessDokument4 SeitenManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Generic Project Plan Template On ExcelDokument3 SeitenGeneric Project Plan Template On Excelsmtdrkd100% (36)
- Stencil Design - 10 % Reduction RuleDokument1 SeiteStencil Design - 10 % Reduction RulesmtdrkdNoch keine Bewertungen
- Lead Free Reliability Study by BoeingDokument23 SeitenLead Free Reliability Study by Boeingsmtdrkd100% (1)
- 24 Amazing Pictures of MoneyDokument15 Seiten24 Amazing Pictures of Moneysmtdrkd100% (1)
- E-Book Proof of Design DFM and Concurrent EngineeringDokument425 SeitenE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Fantastic TripDokument68 SeitenFantastic Tripabiramikdevi100% (17)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDokument8 SeitenMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdNoch keine Bewertungen
- Impact of PB Free On Test and Inspection by TeradyneDokument3 SeitenImpact of PB Free On Test and Inspection by TeradynesmtdrkdNoch keine Bewertungen
- Simple Project Management Template On ExcelDokument2 SeitenSimple Project Management Template On Excelsmtdrkd100% (1)
- Carnatic Music Composition DatabaseDokument142 SeitenCarnatic Music Composition Databasesmtdrkd86% (14)
- PB Free Soldering Paper From MassechusettsDokument52 SeitenPB Free Soldering Paper From Massechusettssmtdrkd100% (1)
- Carnatic Music Composition DatabaseDokument142 SeitenCarnatic Music Composition Databasesmtdrkd86% (14)
- Best Practices FactoryDokument207 SeitenBest Practices FactorysmtdrkdNoch keine Bewertungen
- Andhragaaru RecipesDokument38 SeitenAndhragaaru Recipessmtdrkd100% (5)
- WhatsoldDokument141 SeitenWhatsoldLuciana KarajalloNoch keine Bewertungen
- Henny Penny 500-561-600 TM - FINAL-FM06-009 9-08Dokument228 SeitenHenny Penny 500-561-600 TM - FINAL-FM06-009 9-08Discman2100% (2)
- Problems of Teaching English As A Foreign Language in YemenDokument13 SeitenProblems of Teaching English As A Foreign Language in YemenSabriThabetNoch keine Bewertungen
- S2 Retake Practice Exam PDFDokument3 SeitenS2 Retake Practice Exam PDFWinnie MeiNoch keine Bewertungen
- Chapter 2Dokument22 SeitenChapter 2Okorie Chinedu PNoch keine Bewertungen
- Application D2 WS2023Dokument11 SeitenApplication D2 WS2023María Camila AlvaradoNoch keine Bewertungen
- Statement of Compulsory Winding Up As On 30 SEPTEMBER, 2008Dokument4 SeitenStatement of Compulsory Winding Up As On 30 SEPTEMBER, 2008abchavhan20Noch keine Bewertungen
- THE PEOPLE OF FARSCAPEDokument29 SeitenTHE PEOPLE OF FARSCAPEedemaitreNoch keine Bewertungen
- Elmeasure Solenoid Ates CatalogDokument12 SeitenElmeasure Solenoid Ates CatalogSEO BDMNoch keine Bewertungen
- The Singular Mind of Terry Tao - The New York TimesDokument13 SeitenThe Singular Mind of Terry Tao - The New York TimesX FlaneurNoch keine Bewertungen
- Machine Learning: Bilal KhanDokument26 SeitenMachine Learning: Bilal KhanBilal KhanNoch keine Bewertungen
- Major Bank Performance IndicatorsDokument35 SeitenMajor Bank Performance IndicatorsAshish MehraNoch keine Bewertungen
- Amana PLE8317W2 Service ManualDokument113 SeitenAmana PLE8317W2 Service ManualSchneksNoch keine Bewertungen
- Course: Citizenship Education and Community Engagement: (8604) Assignment # 1Dokument16 SeitenCourse: Citizenship Education and Community Engagement: (8604) Assignment # 1Amyna Rafy AwanNoch keine Bewertungen
- Device Interface Device Type (Router, Switch, Host) IP Address Subnet Mask Default GatewayDokument2 SeitenDevice Interface Device Type (Router, Switch, Host) IP Address Subnet Mask Default GatewayRohit Chouhan0% (1)
- Time Table For Winter 2023 Theory ExaminationDokument1 SeiteTime Table For Winter 2023 Theory ExaminationSushant kakadeNoch keine Bewertungen
- Product CycleDokument2 SeitenProduct CycleoldinaNoch keine Bewertungen
- EnerSys Global Leader in Industrial BatteriesDokument32 SeitenEnerSys Global Leader in Industrial BatteriesAshredNoch keine Bewertungen
- Desert Power India 2050Dokument231 SeitenDesert Power India 2050suraj jhaNoch keine Bewertungen
- 'K Is Mentally Ill' The Anatomy of A Factual AccountDokument32 Seiten'K Is Mentally Ill' The Anatomy of A Factual AccountDiego TorresNoch keine Bewertungen
- Jazan Refinery and Terminal ProjectDokument3 SeitenJazan Refinery and Terminal ProjectkhsaeedNoch keine Bewertungen
- Assessing Gross Efficiency and Propelling Efficiency in Swimming Paola Zamparo Department of Neurological Sciences, Faculty of Exercise and Sport Sciences, University of Verona, Verona, ItalyDokument4 SeitenAssessing Gross Efficiency and Propelling Efficiency in Swimming Paola Zamparo Department of Neurological Sciences, Faculty of Exercise and Sport Sciences, University of Verona, Verona, ItalyVijay KumarNoch keine Bewertungen
- TLE8 Q4 Week 8 As Food ProcessingDokument4 SeitenTLE8 Q4 Week 8 As Food ProcessingROSELLE CASELANoch keine Bewertungen
- The Effect of Dodd-Frank On Divorcing Citizens 1Dokument5 SeitenThe Effect of Dodd-Frank On Divorcing Citizens 1Noel CookmanNoch keine Bewertungen
- May, 2013Dokument10 SeitenMay, 2013Jakob Maier100% (1)
- Bluetooth Home Automation Using ArduinoDokument25 SeitenBluetooth Home Automation Using ArduinoRabiNoch keine Bewertungen
- NOTE CHAPTER 3 The Mole Concept, Chemical Formula and EquationDokument10 SeitenNOTE CHAPTER 3 The Mole Concept, Chemical Formula and EquationNur AfiqahNoch keine Bewertungen
- EASA TCDS E.007 (IM) General Electric CF6 80E1 Series Engines 02 25102011Dokument9 SeitenEASA TCDS E.007 (IM) General Electric CF6 80E1 Series Engines 02 25102011Graham WaterfieldNoch keine Bewertungen
- Equipment, Preparation and TerminologyDokument4 SeitenEquipment, Preparation and TerminologyHeidi SeversonNoch keine Bewertungen
- Common Size Analys3esDokument5 SeitenCommon Size Analys3esSaw Mee LowNoch keine Bewertungen