Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Webinar Part2Dokument106 SeitenWebinar Part2Prabhat TiwariNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Final Year Project - Mechanical/Automobile - 2012-2013Dokument1 SeiteFinal Year Project - Mechanical/Automobile - 2012-2013Prabhat TiwariNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- 06 F2010 Report PDFDokument14 Seiten06 F2010 Report PDFPrabhat TiwariNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Automotive PorttfolioDokument11 SeitenAutomotive PorttfolioPrabhat TiwariNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Drain Piping Layout Plan of Air Compressor RoomDokument1 SeiteDrain Piping Layout Plan of Air Compressor RoomTôn Huỳnh ĐoànNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- BASIX Project CommitmentsDokument1 SeiteBASIX Project CommitmentsMichelle KieraNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- BG153 Rev 1Dokument1 SeiteBG153 Rev 1SyNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- CNC Programming CyclesDokument8 SeitenCNC Programming CyclesParveen KumarNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- PerfilesDokument16 SeitenPerfilesBill MontoyaNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Preheat Ions For A 514 Grade B MaterialDokument2 SeitenPreheat Ions For A 514 Grade B Materialjrod64Noch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- MCHW Vol 1 Series 400 Web PDFDokument23 SeitenMCHW Vol 1 Series 400 Web PDFalejandraoy9Noch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
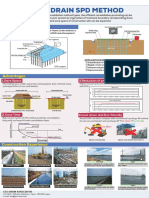
- SPDポスターDokument1 SeiteSPDポスターLengendary PhubrNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- APS Hydro Private LimitedDokument14 SeitenAPS Hydro Private LimitedHema LathaNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Rauch Rammed Earth - CutDokument69 SeitenRauch Rammed Earth - Cutkkd108100% (3)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Ce6452 Solid MechanicsDokument1 SeiteCe6452 Solid MechanicsarravindNoch keine Bewertungen
- Resolution PtaDokument3 SeitenResolution PtaMARY JEAN SUMALINOGNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- HILTI - Cutting, Sawing and GrindingDokument14 SeitenHILTI - Cutting, Sawing and GrindingSreekumar NairNoch keine Bewertungen
- Surrey ENGM030 Unit 1 PresentationDokument44 SeitenSurrey ENGM030 Unit 1 PresentationPhilip YapNoch keine Bewertungen
- International Standards Followed For SKM ProductsDokument6 SeitenInternational Standards Followed For SKM ProductsAymen AyedNoch keine Bewertungen
- Terminology of StairDokument8 SeitenTerminology of StairGaiKONoch keine Bewertungen
- Ventilation: MDM Nurul Aini/Qus 3206Dokument22 SeitenVentilation: MDM Nurul Aini/Qus 3206Anisha NaiduNoch keine Bewertungen
- Composite Bridge Design Reports in AASHTO-LRFDDokument89 SeitenComposite Bridge Design Reports in AASHTO-LRFDSANDIPNoch keine Bewertungen
- Legacy Chiller Systems Model PZAT9S SubmittalDokument18 SeitenLegacy Chiller Systems Model PZAT9S SubmittalStefan WeissNoch keine Bewertungen
- AABC Specifications For Testing and Balancing HVAC Systems: Revised February 2007Dokument11 SeitenAABC Specifications For Testing and Balancing HVAC Systems: Revised February 2007sreejeshkeralamNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- ICTAD Fire RegulationsDokument128 SeitenICTAD Fire RegulationsAvk Sanjeevan82% (17)
- Indian Standard - Septic TanksDokument19 SeitenIndian Standard - Septic TankskibzeamNoch keine Bewertungen
- Teaching Dossier 20190301 - ULFG IIDokument11 SeitenTeaching Dossier 20190301 - ULFG IIElie OtayekNoch keine Bewertungen
- Single-Chamber Type, Inlet and Outlet Area Have The Same SizeDokument6 SeitenSingle-Chamber Type, Inlet and Outlet Area Have The Same SizeSathishkumarNoch keine Bewertungen
- Project Report (Phase 1) PDFDokument38 SeitenProject Report (Phase 1) PDFvikki100% (3)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-11-14Dokument4 SeitenASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-11-14Andres SilveyraNoch keine Bewertungen
- BS 1377part4 90 PDFDokument49 SeitenBS 1377part4 90 PDFkranthi13100% (1)
- Symphony 303: Project SpecificationDokument588 SeitenSymphony 303: Project SpecificationJen MasNoch keine Bewertungen
- Cooling Fan Belt TensionerDokument13 SeitenCooling Fan Belt Tensionerakuncbm.hillconNoch keine Bewertungen
- Sierra Air Flow (Compatibility Mode)Dokument19 SeitenSierra Air Flow (Compatibility Mode)DangolNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)