Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Certificado de Calidad PernoDokument1 SeiteCertificado de Calidad PernoJosé Carlos Camino GonzálezNoch keine Bewertungen
- MID 116 - CID 1230 - FMI 03... 793F and 797FDokument1 SeiteMID 116 - CID 1230 - FMI 03... 793F and 797FJosé Carlos Camino GonzálezNoch keine Bewertungen
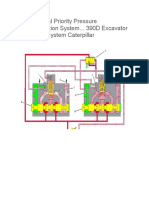
- PPPC Excavator 390d CatDokument4 SeitenPPPC Excavator 390d CatJosé Carlos Camino GonzálezNoch keine Bewertungen
- Design and Development of Waste Sorting MachineDokument5 SeitenDesign and Development of Waste Sorting MachineJosé Carlos Camino GonzálezNoch keine Bewertungen
- High Speed Intelligent Classifier of Tomatoes by Colour, Size and WeightDokument12 SeitenHigh Speed Intelligent Classifier of Tomatoes by Colour, Size and WeightJosé Carlos Camino GonzálezNoch keine Bewertungen
- Pieza Tuberia - SLDPRT Coeficiente de Convección (3) (Re 10, E 0, DT 50 (2) )Dokument3 SeitenPieza Tuberia - SLDPRT Coeficiente de Convección (3) (Re 10, E 0, DT 50 (2) )José Carlos Camino GonzálezNoch keine Bewertungen
- Pieza Tuberia - SLDPRT Coeficiente de Convección (5) (Re 10, E 100, DT 10)Dokument4 SeitenPieza Tuberia - SLDPRT Coeficiente de Convección (5) (Re 10, E 100, DT 10)José Carlos Camino GonzálezNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Cutting Tools: Your Partner For Clever ToolingDokument9 SeitenCutting Tools: Your Partner For Clever ToolingPalade LucianNoch keine Bewertungen
- AT8611 Lab QuestionsDokument9 SeitenAT8611 Lab QuestionsChirpiNoch keine Bewertungen
- EJC145EDokument8 SeitenEJC145EJuan Eduardo PFNoch keine Bewertungen
- Dri Equipment Breakdown Analysis Report: Date: - 19/05/2015Dokument8 SeitenDri Equipment Breakdown Analysis Report: Date: - 19/05/2015abhinay02meNoch keine Bewertungen
- Power Transmission: Components Used To Transmit Power: Gears, Belt, Clutch and BrakesDokument17 SeitenPower Transmission: Components Used To Transmit Power: Gears, Belt, Clutch and Brakesrip111176Noch keine Bewertungen
- 7 FCMDokument11 Seiten7 FCMAbhijeetKhandagaleNoch keine Bewertungen
- Helical Hydraulic Rotary Actuators: Series L and TDokument20 SeitenHelical Hydraulic Rotary Actuators: Series L and TDesign IPGENoch keine Bewertungen
- Practical Design of Control SurfaceDokument40 SeitenPractical Design of Control SurfaceRyder SahithNoch keine Bewertungen
- Knjiga414 475Dokument62 SeitenKnjiga414 475jovopavlovicNoch keine Bewertungen
- Example of Gearbox Calculation.: Input ConditionsDokument5 SeitenExample of Gearbox Calculation.: Input Conditionsoman1148100% (1)
- Article 2 - Gear Ratio & Final Drive RatioDokument12 SeitenArticle 2 - Gear Ratio & Final Drive Ratiomohamad helmiNoch keine Bewertungen
- Gears: What We Need To Know About Them. 1. Type of Gears 2. Terminologies or Nomenclatures 3. Forces TransmittedDokument35 SeitenGears: What We Need To Know About Them. 1. Type of Gears 2. Terminologies or Nomenclatures 3. Forces TransmittedsyampnaiduNoch keine Bewertungen
- NZ61 OPERATION MANUAL - Unlocked (OCR)Dokument48 SeitenNZ61 OPERATION MANUAL - Unlocked (OCR)이리재Noch keine Bewertungen
- VM1-015 LTR BrochureDokument16 SeitenVM1-015 LTR BrochureAnonimoNoch keine Bewertungen
- L&T Interview PaperDokument47 SeitenL&T Interview PaperDhaval Kondhiya100% (1)
- Application of Chain Drive and Its Selection Method in AutomobileDokument18 SeitenApplication of Chain Drive and Its Selection Method in Automobilesoham57% (7)
- How To Inspect A GearboxDokument13 SeitenHow To Inspect A Gearboxkamal arabNoch keine Bewertungen
- Bijur Delimon Gear-Spray - Ball-Mills - FLDokument2 SeitenBijur Delimon Gear-Spray - Ball-Mills - FLGiovanny MosqueraNoch keine Bewertungen
- Catalog AltoMarineDokument19 SeitenCatalog AltoMarinedavidNoch keine Bewertungen
- Vane Pumps PDFDokument120 SeitenVane Pumps PDFAndi IshakaNoch keine Bewertungen
- Design of Electro Mechanical ActuatorsDokument17 SeitenDesign of Electro Mechanical Actuatorsmohdbaseerullah123Noch keine Bewertungen
- Vi - Three Axis Modern Trailer: 3. Components and DescriptionDokument14 SeitenVi - Three Axis Modern Trailer: 3. Components and Descriptionpramo_dassNoch keine Bewertungen
- 1861 SDV Series Manual Rev C 041921Dokument58 Seiten1861 SDV Series Manual Rev C 041921lichNoch keine Bewertungen
- Chapter-3 PTD NewDokument34 SeitenChapter-3 PTD NewGODNoch keine Bewertungen
- 04 Fault Analysis 2006Dokument57 Seiten04 Fault Analysis 2006peach5Noch keine Bewertungen
- (L) Examples of Machine Shop Practice (1910)Dokument54 Seiten(L) Examples of Machine Shop Practice (1910)Ismael 8877100% (1)
- GearDokument103 SeitenGearyeop03Noch keine Bewertungen
- 11508639Dokument636 Seiten11508639krisorn100% (1)
- Lubrication: Viscosity and MacropittingDokument1 SeiteLubrication: Viscosity and MacropittingBruno RibeiroNoch keine Bewertungen
- Invent Cyberpitch Mixer PDFDokument2 SeitenInvent Cyberpitch Mixer PDFCristhian Carranza CortesNoch keine Bewertungen