Das könnte Ihnen auch gefallen
- Silo BucklingDokument14 SeitenSilo BucklingrahilmlNoch keine Bewertungen
- Impact of New Codes in Silos DesignDokument7 SeitenImpact of New Codes in Silos DesignKhaled EidNoch keine Bewertungen
- Light Guage Silo Hopper Design PDFDokument27 SeitenLight Guage Silo Hopper Design PDFPaul RuckNoch keine Bewertungen
- Silos DesignDokument7 SeitenSilos Designaloyssberg100% (4)
- Tel: (978) 649-3300 Fax: (978) 649-3399 Tel: (805) 541-0901 Fax: (805) 541-4680Dokument48 SeitenTel: (978) 649-3300 Fax: (978) 649-3399 Tel: (805) 541-0901 Fax: (805) 541-4680gkdora57489% (9)
- Structural Design of Steel BinsDokument37 SeitenStructural Design of Steel BinsAgarry Emmanuel100% (1)
- Silo and Hopper Design For StrengthDokument36 SeitenSilo and Hopper Design For Strengthazouin59100% (4)
- Silo PrincipleDokument22 SeitenSilo Principlepvs_84100% (2)
- Silos Design With Different Aspect RatiosDokument9 SeitenSilos Design With Different Aspect Ratiosmrnaeem100% (1)
- RM Silo Ocp3Dokument7 SeitenRM Silo Ocp3Mahata Priyabrata50% (2)
- Design Examples 1 2 of Circular Silo PDFDokument7 SeitenDesign Examples 1 2 of Circular Silo PDFAnicet Vincent70% (10)
- Structural Design of Steel Bins and SilosDokument36 SeitenStructural Design of Steel Bins and Silosyoussefayay92% (12)
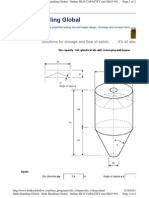
- Bulk Handling Global Online SILO CAPACITY CalculatorDokument2 SeitenBulk Handling Global Online SILO CAPACITY Calculatorsuntoshsalvi4859Noch keine Bewertungen
- Design of Silo: Presented by Shyamala.C M.Tech (Storage Engg.) 2015604605Dokument26 SeitenDesign of Silo: Presented by Shyamala.C M.Tech (Storage Engg.) 2015604605Darshan PanchalNoch keine Bewertungen
- Janssen's Theory Silo DesignDokument4 SeitenJanssen's Theory Silo Designkvamshi_1971100% (7)
- Structural Design of Steel Bins - Gerard XavierDokument77 SeitenStructural Design of Steel Bins - Gerard XavierNicolas Valle100% (9)
- PDFDokument244 SeitenPDFRené Mella CidNoch keine Bewertungen
- Silo PDFDokument6 SeitenSilo PDFdjsmoniNoch keine Bewertungen
- Silo PDFDokument6 SeitenSilo PDFCalNoch keine Bewertungen
- Structural Design of BinsDokument34 SeitenStructural Design of Binsjayaraman3Noch keine Bewertungen
- A Design Rationale For Circular Silos Based On Finite Element Analysis PDFDokument298 SeitenA Design Rationale For Circular Silos Based On Finite Element Analysis PDFdxzaberNoch keine Bewertungen
- Silo DesignDokument25 SeitenSilo Designvijaystructural100% (1)
- Silo Structure Rev 3Dokument176 SeitenSilo Structure Rev 3saadyamin2821100% (3)
- Silo SizeDokument1 SeiteSilo Sizeuvarajmecheri100% (1)
- Bin and Hopper Design GuideDokument73 SeitenBin and Hopper Design GuideGanesh Aditya100% (4)
- Calculation For D12m SiloDokument3 SeitenCalculation For D12m SiloHaftamu Tekle80% (10)
- Silo Design: Mech D (4'2) Roll No: 16311A03M4 16311A03M7 16311A03P7Dokument44 SeitenSilo Design: Mech D (4'2) Roll No: 16311A03M4 16311A03M7 16311A03P7Akhilprasad SadigeNoch keine Bewertungen
- Silo GuideDokument14 SeitenSilo GuideMd. Mynul Hossain100% (2)
- The Structural Design of Light Gauge Silo HoppersDokument26 SeitenThe Structural Design of Light Gauge Silo Hoppersmrnaeem50% (2)
- Standard Design of SilosDokument12 SeitenStandard Design of SilosTarun VermaNoch keine Bewertungen
- DIN-1055-6 2005silosDokument195 SeitenDIN-1055-6 2005silosTunisian Mentalist75% (4)
- Abhrjul Aug 84 89435 Durack PDFDokument6 SeitenAbhrjul Aug 84 89435 Durack PDFyanickdouce5408Noch keine Bewertungen
- Steel Silos With Different Aspect Ratios: I - Behaviour Under Concentric DischargeDokument26 SeitenSteel Silos With Different Aspect Ratios: I - Behaviour Under Concentric DischargeFatih AltintasNoch keine Bewertungen
- Composite Steel ConcreteDokument48 SeitenComposite Steel Concretec_a_lindbergh_soslNoch keine Bewertungen
- Shell Buckling Evaluation of Thin-Walled Steel Tanks Filled at Low Liquid Level According To Current Design Codes PDFDokument15 SeitenShell Buckling Evaluation of Thin-Walled Steel Tanks Filled at Low Liquid Level According To Current Design Codes PDFBala SutharshanNoch keine Bewertungen
- Davies J M Et Al - The Design of Perforated Cold-Formed Steel SectionsDokument17 SeitenDavies J M Et Al - The Design of Perforated Cold-Formed Steel SectionsViorel UngureanuNoch keine Bewertungen
- PP - FP - 2004 - 008 - Eng - 02-EURO RESEARCH IMPROV FATIGA RESISTANCEDokument23 SeitenPP - FP - 2004 - 008 - Eng - 02-EURO RESEARCH IMPROV FATIGA RESISTANCEJean PierreNoch keine Bewertungen
- Ring Beam StressesDokument12 SeitenRing Beam StressesjdkelleyNoch keine Bewertungen
- Pandeo TanquesDokument29 SeitenPandeo Tanquesjsfernan3514Noch keine Bewertungen
- An Economic Proposal in The Design of The One Storey - Level Steel StructureDokument6 SeitenAn Economic Proposal in The Design of The One Storey - Level Steel StructureKy Visoth SambathNoch keine Bewertungen
- General: Portal Frame Design Tips Seminar ProceedingsDokument21 SeitenGeneral: Portal Frame Design Tips Seminar ProceedingsKesavan DhuraiNoch keine Bewertungen
- 3.design and Weight Optimization of Lift Base PlateDokument40 Seiten3.design and Weight Optimization of Lift Base Plateumesh KudalkarNoch keine Bewertungen
- Research Paper On Analysis and Design ofDokument16 SeitenResearch Paper On Analysis and Design ofPalesaNoch keine Bewertungen
- ADSS Hoarding Fatigue Gantry GirderDokument47 SeitenADSS Hoarding Fatigue Gantry GirderSNEHAL GUNJALNoch keine Bewertungen
- Design of Conical Steel Wind Turbine Towers Manufactured With Automated Spiral WeldingDokument9 SeitenDesign of Conical Steel Wind Turbine Towers Manufactured With Automated Spiral WeldingLaferostica CorreaNoch keine Bewertungen
- Effects of Surface Reinforcement On Bearing Capacity of Concrete With Anchor BoltsDokument15 SeitenEffects of Surface Reinforcement On Bearing Capacity of Concrete With Anchor BoltsJoão Paulo SantosNoch keine Bewertungen
- Studies On Large Span Cantilever StructuDokument7 SeitenStudies On Large Span Cantilever Structuraj niraliNoch keine Bewertungen
- Topic 4 - Design of Steel Structures BS en 1993Dokument14 SeitenTopic 4 - Design of Steel Structures BS en 1993Misgun SamuelNoch keine Bewertungen
- Optimum Design of Industrial Warehouse Using STAAD-ProDokument4 SeitenOptimum Design of Industrial Warehouse Using STAAD-PromahalakshmiNoch keine Bewertungen
- ESDEP Vol0101ADokument64 SeitenESDEP Vol0101Aaladinmf1100% (1)
- Introduction To Steel ConstrDokument96 SeitenIntroduction To Steel Constrlucas100% (1)
- Fatigue Report Reinforced Concrete Box CulbertDokument32 SeitenFatigue Report Reinforced Concrete Box CulbertZelzozo Zel ZozoNoch keine Bewertungen
- The Execution of Ground Anchor WorksDokument11 SeitenThe Execution of Ground Anchor Worksغسان لو خماسيNoch keine Bewertungen
- Design of Trusses With Light Gauge Cold Formed SteDokument13 SeitenDesign of Trusses With Light Gauge Cold Formed SteShrikant PhatakNoch keine Bewertungen
- ASTM A588 PaintingDokument2 SeitenASTM A588 PaintingpablitochoaNoch keine Bewertungen
- Steel Orthotropic Decks: Developments in The 1990sDokument8 SeitenSteel Orthotropic Decks: Developments in The 1990sMARIONoch keine Bewertungen
- Resistance of Steel Connections To Low-Cycle FatigDokument12 SeitenResistance of Steel Connections To Low-Cycle FatigjoseNoch keine Bewertungen
- Discussion - Mill Building Design ProcedureDokument4 SeitenDiscussion - Mill Building Design ProcedurejoseherreramogollonNoch keine Bewertungen
- Fatigue Behavior of Concrete BridgesDokument11 SeitenFatigue Behavior of Concrete BridgesElango PaulchamyNoch keine Bewertungen
- Composite Steel and Concrete Structural Members: Composite Steel and Concrete Structures: Fundamental Behaviour (Second Edition)Von EverandComposite Steel and Concrete Structural Members: Composite Steel and Concrete Structures: Fundamental Behaviour (Second Edition)Bewertung: 4 von 5 Sternen4/5 (10)
- Calcul de Alpha CritiqueDokument20 SeitenCalcul de Alpha Critiquelahlou_d9216Noch keine Bewertungen
- Detailed Design of Portal Frames 2010-03-17Dokument135 SeitenDetailed Design of Portal Frames 2010-03-17lahlou_d9216Noch keine Bewertungen
- Design Examples 1 2 of Circular Silo 1 PDFDokument7 SeitenDesign Examples 1 2 of Circular Silo 1 PDFlahlou_d921650% (2)
- Steel Expert ECDokument34 SeitenSteel Expert ECcamagaNoch keine Bewertungen
- EC1Dokument28 SeitenEC1lahlou_d9216Noch keine Bewertungen
- Steel Expert ECDokument34 SeitenSteel Expert ECcamagaNoch keine Bewertungen
- Design of Tanks L2Dokument13 SeitenDesign of Tanks L2tosho_dobrevNoch keine Bewertungen
- Design of Tanks L2Dokument13 SeitenDesign of Tanks L2tosho_dobrevNoch keine Bewertungen
- Simplified Version of Eurocode 3 For Usual BuildingsDokument236 SeitenSimplified Version of Eurocode 3 For Usual BuildingsPanagiotis Xanthos0% (1)
- TWO WAY SLAB SEISMIC ANALYSISDokument20 SeitenTWO WAY SLAB SEISMIC ANALYSISKent BasigaNoch keine Bewertungen
- HH Series (Hhe & HHX)Dokument74 SeitenHH Series (Hhe & HHX)sakura_jNoch keine Bewertungen
- Plane stress superposition and Mohr's circleDokument3 SeitenPlane stress superposition and Mohr's circleMouhamadou yassineNoch keine Bewertungen
- 1SC0 2PF Exam-Paper 20180616Dokument20 Seiten1SC0 2PF Exam-Paper 20180616Nirshraya GajanNoch keine Bewertungen
- Electron Litho PDFDokument54 SeitenElectron Litho PDFMadhavkumarNoch keine Bewertungen
- Impact of Bubble and Free Surface Oxygen Transfer On Diffused Aeration SystemsDokument15 SeitenImpact of Bubble and Free Surface Oxygen Transfer On Diffused Aeration Systemsnir733Noch keine Bewertungen
- Reactive Polymer ProcessingDokument12 SeitenReactive Polymer ProcessingVanNoch keine Bewertungen
- Check of Beam With SupportingDokument9 SeitenCheck of Beam With Supportinglayaljamal2Noch keine Bewertungen
- Books Ordered for Engineering CoursesDokument12 SeitenBooks Ordered for Engineering CoursesRufus PearleyNoch keine Bewertungen
- Flexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForDokument4 SeitenFlexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForPyone Ei ZinNoch keine Bewertungen
- AFT CE Gasflow ReprintDokument8 SeitenAFT CE Gasflow ReprintNacho.pNoch keine Bewertungen
- Draft Outline 1 (Template)Dokument2 SeitenDraft Outline 1 (Template)Stefanie PangestuNoch keine Bewertungen
- Know MonsoonsDokument7 SeitenKnow MonsoonsRajender BishtNoch keine Bewertungen
- Course: Department Specific Elective 2-: HPHDS5021T Nuclear and Particle PhysicsDokument3 SeitenCourse: Department Specific Elective 2-: HPHDS5021T Nuclear and Particle PhysicsGrim Reaper Kuro OnihimeNoch keine Bewertungen
- CB-B2,5 PompaDokument2 SeitenCB-B2,5 PompaÖzgür BiliciNoch keine Bewertungen
- Theodor Engelmann - S ExperimentDokument2 SeitenTheodor Engelmann - S ExperimentMadelane OdessaNoch keine Bewertungen
- Pump Test Experiment InstructionsDokument10 SeitenPump Test Experiment Instructionsmohamadreza1368Noch keine Bewertungen
- Space-Time Finite Element Method For One Dimensional Piston Cylinder SystemDokument71 SeitenSpace-Time Finite Element Method For One Dimensional Piston Cylinder SystemSadiq SarfarazNoch keine Bewertungen
- Argus cr-1Dokument12 SeitenArgus cr-1Pati GualterosNoch keine Bewertungen
- EPS Foam PropertiesDokument6 SeitenEPS Foam PropertiesShereya SinghNoch keine Bewertungen
- NDT PDFDokument13 SeitenNDT PDFAaron QuinnNoch keine Bewertungen
- Measuring Nuclear Radii with Diffraction Scattering, Atomic X-Rays, and Mirror NuclidesDokument15 SeitenMeasuring Nuclear Radii with Diffraction Scattering, Atomic X-Rays, and Mirror NuclidesAbhi LagwalNoch keine Bewertungen
- Air Flow Around BuildingsDokument8 SeitenAir Flow Around BuildingsShivam PurohitNoch keine Bewertungen
- Ashok Leyland Interview and Test QuestionsDokument5 SeitenAshok Leyland Interview and Test QuestionsGomathi SankarNoch keine Bewertungen
- Kamaljit Rangra PH.D AbstractDokument2 SeitenKamaljit Rangra PH.D Abstract678179678179Noch keine Bewertungen
- REPORTDokument52 SeitenREPORTزين ال عابدينNoch keine Bewertungen
- Optical Guided Waves and DevicesDokument1 SeiteOptical Guided Waves and DevicesP wNoch keine Bewertungen
- Hsslive Xii Physics All in One Notes by Seema ElizabethDokument219 SeitenHsslive Xii Physics All in One Notes by Seema ElizabethQWERtyNoch keine Bewertungen
- Scientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterDokument5 SeitenScientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterfaqdaniNoch keine Bewertungen
- Practice Problem No. 1 Hydraulics Fundamentals of Fluid FlowDokument2 SeitenPractice Problem No. 1 Hydraulics Fundamentals of Fluid FlowCharlamagne MirandaNoch keine Bewertungen