Das könnte Ihnen auch gefallen
- Experiment 4: Deflection of Cantilever Beam TestDokument6 SeitenExperiment 4: Deflection of Cantilever Beam Test0728617Noch keine Bewertungen
- EXP 5 TorsionDokument18 SeitenEXP 5 TorsionYagami KirigayaNoch keine Bewertungen
- Metal Fatigue Analysis Handbook: Practical Problem-solving Techniques for Computer-aided EngineeringVon EverandMetal Fatigue Analysis Handbook: Practical Problem-solving Techniques for Computer-aided EngineeringBewertung: 3.5 von 5 Sternen3.5/5 (5)
- Bending Test On WoodDokument8 SeitenBending Test On WoodShekharappa MallurNoch keine Bewertungen
- Som 4Dokument11 SeitenSom 4Ronaldo Ulisi100% (1)
- Lab Report Experiment 5-10Dokument29 SeitenLab Report Experiment 5-10mkashif iqbal100% (1)
- Bending MomentDokument30 SeitenBending MomentMuhammad ImranNoch keine Bewertungen
- Shear Force Experiment - 2Dokument6 SeitenShear Force Experiment - 2Mohamad Afiq Afandi100% (1)
- TrussDokument12 SeitenTrussAmirullah Adnan100% (1)
- MEC424 Content TorsionDokument12 SeitenMEC424 Content TorsionHaFiy HaZimNoch keine Bewertungen
- Tensile Test Lab ReportDokument13 SeitenTensile Test Lab Reportahmad adnanNoch keine Bewertungen
- Calibration of Bourdon Gauge: Report TitleDokument10 SeitenCalibration of Bourdon Gauge: Report Titlewlyan harkiNoch keine Bewertungen
- Vibration Lab 2 Belt Friction Lab ReportDokument15 SeitenVibration Lab 2 Belt Friction Lab ReportYann YeuNoch keine Bewertungen
- Testing of Adhesive Joints in The Wind Industry: AbstractDokument10 SeitenTesting of Adhesive Joints in The Wind Industry: AbstractL.a. MayorNoch keine Bewertungen
- Bending Moment in A BeamDokument8 SeitenBending Moment in A BeamLim Ksoon100% (1)
- Bending Test (Report) eDokument14 SeitenBending Test (Report) eWesam Maleh100% (1)
- Beam Reaction Experiment Group 2Dokument22 SeitenBeam Reaction Experiment Group 2AnushaBheenuck100% (1)
- Torsion LabDokument22 SeitenTorsion LabNeoXana01Noch keine Bewertungen
- Experiment 3 (Bending Moments in Beam)Dokument13 SeitenExperiment 3 (Bending Moments in Beam)Shafiq MahadiNoch keine Bewertungen
- Lab 5 Thermo FluidsDokument13 SeitenLab 5 Thermo FluidsAimiWaniNoch keine Bewertungen
- Torsion of Bars Apparatus (A)Dokument4 SeitenTorsion of Bars Apparatus (A)Ram NiwasNoch keine Bewertungen
- Experiment - Buckling of StrutDokument2 SeitenExperiment - Buckling of StrutKubenKrishNoch keine Bewertungen
- Youngs Modulus PDFDokument8 SeitenYoungs Modulus PDFSambit PatraNoch keine Bewertungen
- Lab Report Metacentric Height Latest PDFDokument9 SeitenLab Report Metacentric Height Latest PDFSharip MaxwellNoch keine Bewertungen
- Beam Deflection ManualDokument10 SeitenBeam Deflection ManualwahtoiNoch keine Bewertungen
- Lab 321 #1 VVVDokument12 SeitenLab 321 #1 VVVSamNoch keine Bewertungen
- Lab ReportDokument3 SeitenLab Reportdeanellis100% (1)
- Experiment # 15: LABORATORY MANUAL For ENGR2860U-Fluid MechanicsDokument10 SeitenExperiment # 15: LABORATORY MANUAL For ENGR2860U-Fluid MechanicsAbdullah Alshihri100% (1)
- 1Dokument16 Seiten1Shaqir AzmanNoch keine Bewertungen
- Topic 3: Shear Force of A BeamDokument19 SeitenTopic 3: Shear Force of A BeamhafizNoch keine Bewertungen
- Lab 2 Experiment Polygon of ForcesDokument18 SeitenLab 2 Experiment Polygon of ForcesalexNoch keine Bewertungen
- Experiment No: 02 Experiment Name: Study and Observation of Tensile Test of A Mild SteelDokument9 SeitenExperiment No: 02 Experiment Name: Study and Observation of Tensile Test of A Mild SteelMir Md. Mofachel HossainNoch keine Bewertungen
- Thin Cyclinder Student Guide (A)Dokument27 SeitenThin Cyclinder Student Guide (A)Daniel MabengoNoch keine Bewertungen
- s2 Bending MomentDokument22 Seitens2 Bending MomentismailNoch keine Bewertungen
- Mechanics of Materials Torsion TestDokument18 SeitenMechanics of Materials Torsion Testjrkling100% (1)
- 4 Rough Draft2 Impact of A Water JetDokument14 Seiten4 Rough Draft2 Impact of A Water JetBrennan GenusaNoch keine Bewertungen
- Hydraulic JumpDokument5 SeitenHydraulic JumpKafeel Bichu0% (1)
- Tensile TestingDokument8 SeitenTensile TestingAddrien DanielNoch keine Bewertungen
- Torsion Test Lab Report PDFDokument40 SeitenTorsion Test Lab Report PDFengkuNoch keine Bewertungen
- BernoulliDokument18 SeitenBernoulliChu ZoragOstNoch keine Bewertungen
- Torsion TestDokument7 SeitenTorsion Testilya danisyahNoch keine Bewertungen
- Shear ForceDokument22 SeitenShear ForceGregory MillerNoch keine Bewertungen
- Complete Tensile Test On MS BarDokument9 SeitenComplete Tensile Test On MS Barafzal taiNoch keine Bewertungen
- Torsion Testing ExperimentDokument11 SeitenTorsion Testing ExperimentAnoj pahathkumburaNoch keine Bewertungen
- Lab Report Deflection of BeamDokument10 SeitenLab Report Deflection of BeamFirash ImranNoch keine Bewertungen
- 11 Heat TreatmentDokument5 Seiten11 Heat TreatmentamokhtaNoch keine Bewertungen
- Compression Test Lab ReportDokument11 SeitenCompression Test Lab ReportRobert K OtienoNoch keine Bewertungen
- Iimpact TestDokument5 SeitenIimpact TestKamal JayarajNoch keine Bewertungen
- Lab 12Dokument4 SeitenLab 12Samuel RodgersNoch keine Bewertungen
- BendingDokument21 SeitenBendingNoel Teh50% (2)
- Project Mechanic of Material by Using Mac Caulay MethodDokument29 SeitenProject Mechanic of Material by Using Mac Caulay MethodFarah ArishaNoch keine Bewertungen
- Antoni FMDokument16 SeitenAntoni FMjokoNoch keine Bewertungen
- 1.0 Structural Analysis Experiment 2 STR12 - Buckling of Struts Results 20211018Dokument2 Seiten1.0 Structural Analysis Experiment 2 STR12 - Buckling of Struts Results 20211018slawek780303Noch keine Bewertungen
- EXP 7 - MaterialsDokument18 SeitenEXP 7 - MaterialsLeslie CatindigNoch keine Bewertungen
- Discussion For Shear Centre LabDokument2 SeitenDiscussion For Shear Centre Labkevinblache67% (3)
- Lab1 (Experimental Uncertainty)Dokument14 SeitenLab1 (Experimental Uncertainty)Shirley Liv Guud CaldonNoch keine Bewertungen
- Chee Lab 2 FinalDokument26 SeitenChee Lab 2 FinalOLEBOGENG RATLHOGONoch keine Bewertungen
- Experiment 1 Tensile Testing (Universal Tester) : RD THDokument23 SeitenExperiment 1 Tensile Testing (Universal Tester) : RD THShangkaran RadakrishnanNoch keine Bewertungen
- 2017-Dec-21 Template Instructions IEEE Transactions On EducationDokument8 Seiten2017-Dec-21 Template Instructions IEEE Transactions On EducationAbdullah HelmiNoch keine Bewertungen
- Lab 5 - 2D Planar Kinematic and Join Angles: STQM 6024 - BiomechanicsDokument10 SeitenLab 5 - 2D Planar Kinematic and Join Angles: STQM 6024 - BiomechanicsAbdullah HelmiNoch keine Bewertungen
- My First Latex DocumentDokument2 SeitenMy First Latex DocumentAbdullah HelmiNoch keine Bewertungen
- Hydrostatics (Fluid Statics) - This Is The Simplest Possible Case, Namely When The FluidDokument2 SeitenHydrostatics (Fluid Statics) - This Is The Simplest Possible Case, Namely When The FluidAbdullah HelmiNoch keine Bewertungen
- Assignment q1&q2Dokument5 SeitenAssignment q1&q2Abdullah HelmiNoch keine Bewertungen
- Engineering AnalysisDokument13 SeitenEngineering AnalysisAbdullah HelmiNoch keine Bewertungen
- Case Study: The Wet Valley Crisis Logo "Water Crisis IN Klangvalley"Dokument7 SeitenCase Study: The Wet Valley Crisis Logo "Water Crisis IN Klangvalley"Abdullah HelmiNoch keine Bewertungen
- Progress Report 2: Universiti Tenaga NasionalDokument2 SeitenProgress Report 2: Universiti Tenaga NasionalAbdullah HelmiNoch keine Bewertungen
- EMS Final ReportDokument11 SeitenEMS Final ReportAbdullah HelmiNoch keine Bewertungen
- Selection of Crane: Top Running Single GirderDokument1 SeiteSelection of Crane: Top Running Single GirderAbdullah HelmiNoch keine Bewertungen
- Education Related Courses: Mechanical Engineering StudentDokument1 SeiteEducation Related Courses: Mechanical Engineering StudentAbdullah HelmiNoch keine Bewertungen
- CREO Software Simulation & Optimization Result: Figure 1: Static AnalysisDokument4 SeitenCREO Software Simulation & Optimization Result: Figure 1: Static AnalysisAbdullah HelmiNoch keine Bewertungen
- Quiz 1 A SolnDokument1 SeiteQuiz 1 A SolnAbdullah HelmiNoch keine Bewertungen
- Lab Fuid1Dokument10 SeitenLab Fuid1Abdullah HelmiNoch keine Bewertungen
- Gantt Chart: NO Timeline October November December Activities W 1 W 2 W 3 W 4 W1 W2 W3 W4 W1 W 2 W 3 W4 1Dokument4 SeitenGantt Chart: NO Timeline October November December Activities W 1 W 2 W 3 W 4 W1 W2 W3 W4 W1 W 2 W 3 W4 1Abdullah HelmiNoch keine Bewertungen
- Objective: Abdullah Helmi Bin IsahakDokument2 SeitenObjective: Abdullah Helmi Bin IsahakAbdullah HelmiNoch keine Bewertungen
- Unit 13 - Business Hotels and Sales ConferencesDokument24 SeitenUnit 13 - Business Hotels and Sales ConferencesMiguel Angel Escoto CanoNoch keine Bewertungen
- Customer Satisfaction-ICICI Bank-Priyanka DhamijaDokument85 SeitenCustomer Satisfaction-ICICI Bank-Priyanka DhamijaVarun GuptaNoch keine Bewertungen
- Electrical Estimate Template PDFDokument1 SeiteElectrical Estimate Template PDFMEGAWATT CONTRACTING AND ELECTRICITY COMPANYNoch keine Bewertungen
- Data Book: Automotive TechnicalDokument1 SeiteData Book: Automotive TechnicalDima DovgheiNoch keine Bewertungen
- Admissibility of Whatsapp Messages in Court For Family MattersDokument3 SeitenAdmissibility of Whatsapp Messages in Court For Family Mattersnajihah adeliNoch keine Bewertungen
- Nat Law 2 - CasesDokument12 SeitenNat Law 2 - CasesLylo BesaresNoch keine Bewertungen
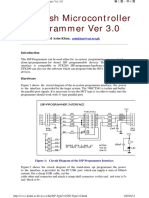
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDokument4 SeitenISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićNoch keine Bewertungen
- Shopnil Tower 45KVA EicherDokument4 SeitenShopnil Tower 45KVA EicherBrown builderNoch keine Bewertungen
- 950 MW Coal Fired Power Plant DesignDokument78 Seiten950 MW Coal Fired Power Plant DesignJohn Paul Coñge Ramos0% (1)
- Danube Coin LaundryDokument29 SeitenDanube Coin LaundrymjgosslerNoch keine Bewertungen
- QCM Part 145 en Rev17 310818 PDFDokument164 SeitenQCM Part 145 en Rev17 310818 PDFsotiris100% (1)
- Milestone 9 For WebsiteDokument17 SeitenMilestone 9 For Websiteapi-238992918Noch keine Bewertungen
- Outage Analysis of Wireless CommunicationDokument28 SeitenOutage Analysis of Wireless CommunicationTarunav SahaNoch keine Bewertungen
- ReviewerDokument2 SeitenReviewerAra Mae Pandez HugoNoch keine Bewertungen
- CEA 4.0 2022 - Current Draft AgendaDokument10 SeitenCEA 4.0 2022 - Current Draft AgendaThi TranNoch keine Bewertungen
- Supreme Court of The United StatesDokument296 SeitenSupreme Court of The United StatesABC News PoliticsNoch keine Bewertungen
- HandbookDokument194 SeitenHandbookSofia AgonalNoch keine Bewertungen
- Indictment - 17-Cr-00601-EnV Doc 1 Indictment 11-1-17Dokument6 SeitenIndictment - 17-Cr-00601-EnV Doc 1 Indictment 11-1-17C BealeNoch keine Bewertungen
- Accounting II SyllabusDokument4 SeitenAccounting II SyllabusRyan Busch100% (2)
- Human Resource Management by John Ivancevich PDFDokument656 SeitenHuman Resource Management by John Ivancevich PDFHaroldM.MagallanesNoch keine Bewertungen
- ELC Work DescriptionDokument36 SeitenELC Work DescriptionHari100% (1)
- Design of Flyback Transformers and Filter Inductor by Lioyd H.dixon, Jr. Slup076Dokument11 SeitenDesign of Flyback Transformers and Filter Inductor by Lioyd H.dixon, Jr. Slup076Burlacu AndreiNoch keine Bewertungen
- IOSA Information BrochureDokument14 SeitenIOSA Information BrochureHavva SahınNoch keine Bewertungen
- Residential BuildingDokument5 SeitenResidential Buildingkamaldeep singhNoch keine Bewertungen
- Amazon Case StudyDokument22 SeitenAmazon Case StudySaad Memon50% (6)
- Service Manual: Model: R410, RB410, RV410, RD410 SeriesDokument116 SeitenService Manual: Model: R410, RB410, RV410, RD410 SeriesJorge Eustaquio da SilvaNoch keine Bewertungen
- 9.admin Rosal Vs ComelecDokument4 Seiten9.admin Rosal Vs Comelecmichelle zatarainNoch keine Bewertungen
- Sun Nuclear 3D SCANNERDokument7 SeitenSun Nuclear 3D SCANNERFranco OrlandoNoch keine Bewertungen
- Understanding Consumer and Business Buyer BehaviorDokument47 SeitenUnderstanding Consumer and Business Buyer BehaviorJia LeNoch keine Bewertungen
- Journal of Economic LiteratureDokument28 SeitenJournal of Economic LiteratureEkoKurniadiNoch keine Bewertungen
- Bulk Material Handling: Practical Guidance for Mechanical EngineersVon EverandBulk Material Handling: Practical Guidance for Mechanical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionVon EverandThe Laws of Thermodynamics: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Basic Digital Signal Processing: Butterworths Basic SeriesVon EverandBasic Digital Signal Processing: Butterworths Basic SeriesBewertung: 5 von 5 Sternen5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CVon EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNoch keine Bewertungen
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (51)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItVon EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItBewertung: 4 von 5 Sternen4/5 (25)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisVon EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisBewertung: 4 von 5 Sternen4/5 (2)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsVon EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNoch keine Bewertungen
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionVon EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNoch keine Bewertungen
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AVon EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANoch keine Bewertungen
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsVon EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataVon EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNoch keine Bewertungen
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideVon Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Safety Theory and Control Technology of High-Speed Train OperationVon EverandSafety Theory and Control Technology of High-Speed Train OperationBewertung: 5 von 5 Sternen5/5 (2)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeVon EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeBewertung: 4 von 5 Sternen4/5 (9)
- Handbook of Mechanical and Materials EngineeringVon EverandHandbook of Mechanical and Materials EngineeringBewertung: 5 von 5 Sternen5/5 (4)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsVon EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsBewertung: 4 von 5 Sternen4/5 (9)
- Mechanical Vibrations and Condition MonitoringVon EverandMechanical Vibrations and Condition MonitoringBewertung: 5 von 5 Sternen5/5 (1)
- Aerodynamics for Engineering StudentsVon EverandAerodynamics for Engineering StudentsBewertung: 5 von 5 Sternen5/5 (5)