Das könnte Ihnen auch gefallen
- Extractive Metallurgy 3: Processing Operations and RoutesVon EverandExtractive Metallurgy 3: Processing Operations and RoutesNoch keine Bewertungen
- Recent Progress of Hot Stage ProcessingDokument10 SeitenRecent Progress of Hot Stage ProcessingEstéfano Aparecido VieiraNoch keine Bewertungen
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesVon EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesBewertung: 5 von 5 Sternen5/5 (1)
- Utilization of Bauxite Waste in Ceramic Glazes: Nevin Yalcëõn, Vahdettin SevincëDokument9 SeitenUtilization of Bauxite Waste in Ceramic Glazes: Nevin Yalcëõn, Vahdettin SevincëRafaelNoch keine Bewertungen
- Irjet V5i8107Dokument7 SeitenIrjet V5i8107jasimabdNoch keine Bewertungen
- 12.red Mud N Flyash On Mech.n Phy PropertyDokument7 Seiten12.red Mud N Flyash On Mech.n Phy PropertySaadia SaifNoch keine Bewertungen
- Effects of Niobium Oxide Additive On The Phase Development and Physico-Mechanical Properties of Zirconia-Clay Ceramics CompositeDokument9 SeitenEffects of Niobium Oxide Additive On The Phase Development and Physico-Mechanical Properties of Zirconia-Clay Ceramics CompositeFatai Olufemi AramideNoch keine Bewertungen
- Recycled Wastes As Precursor For Synthesizing WollastoniteDokument5 SeitenRecycled Wastes As Precursor For Synthesizing Wollastonitecollin samuelNoch keine Bewertungen
- Produccion ECO LADRILLODokument9 SeitenProduccion ECO LADRILLOMiguelAngelDelgadoD'AppollonioNoch keine Bewertungen
- Reduction of Ferric Oxides in The Red Mud by The Aluminıothermic ProcessDokument5 SeitenReduction of Ferric Oxides in The Red Mud by The Aluminıothermic Processlaurentiu_filipescuNoch keine Bewertungen
- Preparation and Characterization of Bricks Using Bauxite Residue - An Innovative Approach ISSOBA 20111Dokument8 SeitenPreparation and Characterization of Bricks Using Bauxite Residue - An Innovative Approach ISSOBA 20111laurentiu_filipescuNoch keine Bewertungen
- Artículo Docente. Determinación de La Densidad de Un Líquido Con El Método Del PicnómetroDokument6 SeitenArtículo Docente. Determinación de La Densidad de Un Líquido Con El Método Del PicnómetroAlejandro Vargas CalderonNoch keine Bewertungen
- Experimental Investigation On Flyash Based Geopolymer BricksDokument12 SeitenExperimental Investigation On Flyash Based Geopolymer BricksInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Characterization and Evaluation of The Refractory Properties of Nsu Clay DepositDokument8 SeitenCharacterization and Evaluation of The Refractory Properties of Nsu Clay Depositadeniyi-samNoch keine Bewertungen
- Utilization of PaperDokument8 SeitenUtilization of PaperKatherine RamírezNoch keine Bewertungen
- Tobermorite 2Dokument18 SeitenTobermorite 2Edilberd NapitupuluNoch keine Bewertungen
- 2021 Evaluation of The Red Mud and Quartz Sand On Reinforced Metazeolite-Based Geopolymer CompositesDokument11 Seiten2021 Evaluation of The Red Mud and Quartz Sand On Reinforced Metazeolite-Based Geopolymer CompositesnurulmienNoch keine Bewertungen
- Huang 2014Dokument11 SeitenHuang 2014Alfredo Sebastian Sangurima CedilloNoch keine Bewertungen
- Re-Use of Waste Glass in Improving Properties of Metakaolin-Based Geopolymers: Mechanical and Microstructure ExaminationsDokument13 SeitenRe-Use of Waste Glass in Improving Properties of Metakaolin-Based Geopolymers: Mechanical and Microstructure Examinationstaramalik07Noch keine Bewertungen
- 1755 13152F1/012023Dokument13 Seiten1755 13152F1/012023Hammad ZafarNoch keine Bewertungen
- 132 JMES 512 2013 SadikDokument6 Seiten132 JMES 512 2013 SadikVajid KhanNoch keine Bewertungen
- Slag ArticleDokument15 SeitenSlag ArticleEric JacksonNoch keine Bewertungen
- 05 - Chapter 1Dokument8 Seiten05 - Chapter 1knight1729Noch keine Bewertungen
- Fly Ash-Based Geopolymer ConcreteDokument10 SeitenFly Ash-Based Geopolymer ConcreteUpadesh ShresthaNoch keine Bewertungen
- Silica From Rice HuskDokument4 SeitenSilica From Rice HuskNiKadek Sagit Ari WarsaniNoch keine Bewertungen
- Paper On Curing Methods of GPCDokument17 SeitenPaper On Curing Methods of GPCKUMAR RAJUNoch keine Bewertungen
- Properties of ClayDokument10 SeitenProperties of ClayfaheemqcNoch keine Bewertungen
- Preparation and Study Properties of Xerogel Silica Using Sol-Gel MethodDokument6 SeitenPreparation and Study Properties of Xerogel Silica Using Sol-Gel MethodInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Cao, 2016Dokument16 SeitenCao, 2016Iury MoraesNoch keine Bewertungen
- A Study On Engineering Characteristics of Asphalt Concrete Using Filler With Recycled Waste LimeDokument9 SeitenA Study On Engineering Characteristics of Asphalt Concrete Using Filler With Recycled Waste LimeMuhammad SarirNoch keine Bewertungen
- Slag For Its Utilization in The Construction IndustryDokument7 SeitenSlag For Its Utilization in The Construction IndustryNeeraj RaghuwanshiNoch keine Bewertungen
- Chapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesDokument44 SeitenChapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesIrfan KhanNoch keine Bewertungen
- Cheng Et. Al. 2003Dokument6 SeitenCheng Et. Al. 2003Divya SharmaNoch keine Bewertungen
- Utilization of Lignite Bottom Ash As A Raw Material For Ceramic TileDokument5 SeitenUtilization of Lignite Bottom Ash As A Raw Material For Ceramic TileRimalianiNoch keine Bewertungen
- Production of Hardened Body by Direct Bonding of Sand ParticlesDokument9 SeitenProduction of Hardened Body by Direct Bonding of Sand ParticlesErica MagnagoNoch keine Bewertungen
- A Preliminary Study of Manufacture of Cement From Rice Husk AshDokument3 SeitenA Preliminary Study of Manufacture of Cement From Rice Husk AshGaurav BangarhNoch keine Bewertungen
- Bida Clay: A Source of Raw Material For Engineering ApplicationsDokument8 SeitenBida Clay: A Source of Raw Material For Engineering ApplicationsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Alkali Activation of Natural Pozzolan For Geopolymer Cement ProductionDokument10 SeitenAlkali Activation of Natural Pozzolan For Geopolymer Cement Productionyusef_behdari100% (7)
- Foam Glass Processing Using A Polishing Glass Powder ResidueDokument9 SeitenFoam Glass Processing Using A Polishing Glass Powder ResidueAlejandro Vargas CalderonNoch keine Bewertungen
- Characterization of Clays From Selected Sites For Refractory ApplicationDokument4 SeitenCharacterization of Clays From Selected Sites For Refractory ApplicationKehinde AlagbeNoch keine Bewertungen
- Academic JournalDokument9 SeitenAcademic Journalrikaseo rikaNoch keine Bewertungen
- Egyptian FaienceDokument7 SeitenEgyptian FaiencemaduroguyNoch keine Bewertungen
- Effect of Different Molarities of Sodium Hydroxide Solution On The Strength of Geopolymer ConcreteDokument7 SeitenEffect of Different Molarities of Sodium Hydroxide Solution On The Strength of Geopolymer ConcretecyapNoch keine Bewertungen
- A Preliminary Research On The PropertiesDokument8 SeitenA Preliminary Research On The PropertieslyesNoch keine Bewertungen
- Materials Chemistry and Physics: Jiashuo Zhang, Taoyong Liu, Qianxing Huang, Zhiwei Luo, Anxian Lu, Ligang ZhuDokument11 SeitenMaterials Chemistry and Physics: Jiashuo Zhang, Taoyong Liu, Qianxing Huang, Zhiwei Luo, Anxian Lu, Ligang ZhuAngelina GultomNoch keine Bewertungen
- Iron Removal From A Kaolinitic Clay by Leaching To Obtain High Whiteness IndexDokument5 SeitenIron Removal From A Kaolinitic Clay by Leaching To Obtain High Whiteness IndexromanangelhernandezNoch keine Bewertungen
- 474 - CHM 309Dokument54 Seiten474 - CHM 309MatthewNoch keine Bewertungen
- Construction and Building Materials: Ru Ji, Yaxian Zheng, Zehui Zou, Ziwei Chen, Shen Wei, Xiaoyong Jin, Mei ZhangDokument10 SeitenConstruction and Building Materials: Ru Ji, Yaxian Zheng, Zehui Zou, Ziwei Chen, Shen Wei, Xiaoyong Jin, Mei ZhangYENIFER PLATA LOPEZNoch keine Bewertungen
- B. Ersoy, T. Kavas, A. Evcin, S. Basßpınar, A. Sarıısßık, G. ÖnceDokument9 SeitenB. Ersoy, T. Kavas, A. Evcin, S. Basßpınar, A. Sarıısßık, G. Önceİsmail ApaydınNoch keine Bewertungen
- Red Mud ConcreteDokument51 SeitenRed Mud ConcreteKalyan Elango KalyanNoch keine Bewertungen
- Tucci 2004Dokument10 SeitenTucci 2004AHMED DERBESSNoch keine Bewertungen
- An Energy Saving Option for Production of pure α - AluminaDokument10 SeitenAn Energy Saving Option for Production of pure α - AluminamichaelNoch keine Bewertungen
- Clay With SlagDokument8 SeitenClay With SlagJose VargasNoch keine Bewertungen
- Foundry Wastes Reuse and Recycling in Concrete ProductionDokument8 SeitenFoundry Wastes Reuse and Recycling in Concrete ProductionJAGUNoch keine Bewertungen
- Soil-Cement Bricks Incorporated With Granite Cutting Sludge: ISO 9001:2008 CertifiedDokument8 SeitenSoil-Cement Bricks Incorporated With Granite Cutting Sludge: ISO 9001:2008 CertifiedPedro SilveiraNoch keine Bewertungen
- Powder TechnologyDokument6 SeitenPowder TechnologySabeur KhemakhemNoch keine Bewertungen
- The Influence of The Addition of Gypsum On Some SeDokument7 SeitenThe Influence of The Addition of Gypsum On Some SeHamada Shoukry MohammedNoch keine Bewertungen
- Faculty of Industrial Technology: Department of Chemical EngineeringDokument6 SeitenFaculty of Industrial Technology: Department of Chemical EngineeringangellaNoch keine Bewertungen
- Gujarat Technological University: Chandkheda, Ahmadabad. AffiliatedDokument14 SeitenGujarat Technological University: Chandkheda, Ahmadabad. AffiliatedKaushik MajiNoch keine Bewertungen
- Fly AshDokument9 SeitenFly AshnicoolNoch keine Bewertungen
- Jump To Navigation Jump To SearchDokument16 SeitenJump To Navigation Jump To Searchlamia97Noch keine Bewertungen
- TQIWPJS0ON 9 Aluminium ExtrusionDokument3 SeitenTQIWPJS0ON 9 Aluminium Extrusionlamia97Noch keine Bewertungen
- Stud And: The MineraDokument172 SeitenStud And: The Mineralamia97Noch keine Bewertungen
- Procedure Qualification RecordDokument10 SeitenProcedure Qualification Recordlamia97Noch keine Bewertungen
- Quality AssuaranceDokument150 SeitenQuality Assuarancelamia97100% (1)
- Differences in Densification Behaviour oDokument8 SeitenDifferences in Densification Behaviour olamia97Noch keine Bewertungen
- CSWIP Welding Inspection Notes and QuestionsDokument133 SeitenCSWIP Welding Inspection Notes and Questionslram70100% (20)
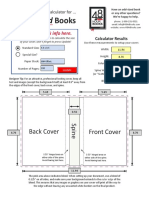
- Case Bound Books: Back Cover Front CoverDokument1 SeiteCase Bound Books: Back Cover Front Coverlamia97Noch keine Bewertungen
- Coxem CX-200Plus - Operating ManualDokument4 SeitenCoxem CX-200Plus - Operating Manuallamia97Noch keine Bewertungen
- RaiS2012 PDFDokument21 SeitenRaiS2012 PDFlamia97Noch keine Bewertungen
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDokument1 SeiteJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97Noch keine Bewertungen
- Bohr MagnetonsDokument5 SeitenBohr Magnetonslamia97Noch keine Bewertungen
- 0deec5241b45d2bb69000000 PDFDokument6 Seiten0deec5241b45d2bb69000000 PDFlamia97Noch keine Bewertungen
- Casting, Forming and Joining: 14 January 2016Dokument23 SeitenCasting, Forming and Joining: 14 January 2016Bhargav ParsaNoch keine Bewertungen
- Passivity - Definitions and Influencing ParametersDokument5 SeitenPassivity - Definitions and Influencing ParametersrrameshsmitNoch keine Bewertungen
- KMTL Cast Iron Turning Guide 32 65Dokument34 SeitenKMTL Cast Iron Turning Guide 32 65cristian111111Noch keine Bewertungen
- Metamorphic Mineral AssemblageDokument8 SeitenMetamorphic Mineral AssemblageHerry SuhartomoNoch keine Bewertungen
- Research and Markets: Uhlig's Corrosion Handbook, 3rd EditionDokument5 SeitenResearch and Markets: Uhlig's Corrosion Handbook, 3rd Editionanodicprotect5100% (1)
- Raytheon - Control of Product Manufacturing Processes For Suppliers and Outside ProductionDokument70 SeitenRaytheon - Control of Product Manufacturing Processes For Suppliers and Outside Productionjgonzalezsanz8914Noch keine Bewertungen
- Synthesis and Characterization of in Situ Formed Titanium Diboride Particulate Reinforced AA7075 Aluminum Alloy..Dokument9 SeitenSynthesis and Characterization of in Situ Formed Titanium Diboride Particulate Reinforced AA7075 Aluminum Alloy..Selvaraj GuruNoch keine Bewertungen
- Iso TC 25 N 292Dokument70 SeitenIso TC 25 N 292marcotulio123Noch keine Bewertungen
- Duplex Stainless Steel 2507-Spec-SheetDokument2 SeitenDuplex Stainless Steel 2507-Spec-SheetAnoob NarayananNoch keine Bewertungen
- Ams 5622 DDokument11 SeitenAms 5622 DPma CorpNoch keine Bewertungen
- SS316 Butt WeldingDokument124 SeitenSS316 Butt Weldingdevinder_bamrahNoch keine Bewertungen
- CAPE Chemistry Unit 2Dokument22 SeitenCAPE Chemistry Unit 2Audi SweetangelNoch keine Bewertungen
- Forging of SwordsDokument29 SeitenForging of Swordsfaizan997100% (2)
- 6063 Grade Aluminum ProfileDokument3 Seiten6063 Grade Aluminum ProfileVJ QatarNoch keine Bewertungen
- Alloys For Gas TurbinesDokument18 SeitenAlloys For Gas TurbineszuudeeNoch keine Bewertungen
- Lime in Iron OreDokument14 SeitenLime in Iron Oreranjeet_nismNoch keine Bewertungen
- CH 6-Cooling and Solidification of CastingDokument33 SeitenCH 6-Cooling and Solidification of CastingGosaye Desalegn100% (1)
- Aluminum Casting FundamentalDokument9 SeitenAluminum Casting FundamentalchinwaihoongNoch keine Bewertungen
- Astm A490Dokument20 SeitenAstm A490cesardario90Noch keine Bewertungen
- Rock and Mineral Identification For Engineer PDFDokument57 SeitenRock and Mineral Identification For Engineer PDFAwang ❾❾ Putra100% (2)
- HardnessDokument5 SeitenHardnessAmin Ali AminNoch keine Bewertungen
- Phase Equilibria and Phase TransformationDokument57 SeitenPhase Equilibria and Phase TransformationAzhan Haqimi100% (1)
- Minerales de Arcilla y Métodos de Identificación (Clay Minerals and Structure Identification Methods)Dokument4 SeitenMinerales de Arcilla y Métodos de Identificación (Clay Minerals and Structure Identification Methods)RaulNoch keine Bewertungen
- CH EmeticsDokument1 SeiteCH Emeticsrudy_423522658Noch keine Bewertungen
- Comparison Grade 316 316L 316tiDokument2 SeitenComparison Grade 316 316L 316tiCheng Khie ChiehNoch keine Bewertungen
- Atlas Aluminium Datasheet 6063 Rev Oct 2013Dokument2 SeitenAtlas Aluminium Datasheet 6063 Rev Oct 2013aghosh704Noch keine Bewertungen
- 6.study FullDokument8 Seiten6.study FullTJPRC PublicationsNoch keine Bewertungen
- CSWIP NotesDokument32 SeitenCSWIP NotesWaqar Dar100% (1)
- A 653 - A 653M - 15 PDFDokument13 SeitenA 653 - A 653M - 15 PDFabualamal80% (5)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlVon EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlBewertung: 4 von 5 Sternen4/5 (4)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Guidelines for Chemical Process Quantitative Risk AnalysisVon EverandGuidelines for Chemical Process Quantitative Risk AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)
- The Perfumed Pages of History: A Textbook on Fragrance CreationVon EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationBewertung: 4 von 5 Sternen4/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignVon EverandAn Applied Guide to Water and Effluent Treatment Plant DesignBewertung: 5 von 5 Sternen5/5 (4)
- Water-Based Paint Formulations, Vol. 3Von EverandWater-Based Paint Formulations, Vol. 3Bewertung: 4.5 von 5 Sternen4.5/5 (6)
- Principles and Case Studies of Simultaneous DesignVon EverandPrinciples and Case Studies of Simultaneous DesignNoch keine Bewertungen
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesVon EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesBewertung: 5 von 5 Sternen5/5 (1)
- Distillation Design and Control Using Aspen SimulationVon EverandDistillation Design and Control Using Aspen SimulationBewertung: 5 von 5 Sternen5/5 (2)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksVon EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNoch keine Bewertungen
- Chemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignVon EverandChemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignBewertung: 4 von 5 Sternen4/5 (16)
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesVon EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNoch keine Bewertungen
- A New Approach to HAZOP of Complex Chemical ProcessesVon EverandA New Approach to HAZOP of Complex Chemical ProcessesNoch keine Bewertungen
- The Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookNoch keine Bewertungen
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsVon EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottBewertung: 4 von 5 Sternen4/5 (6)
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Bioinspired Materials Science and EngineeringVon EverandBioinspired Materials Science and EngineeringGuang YangNoch keine Bewertungen
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringVon EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsVon EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNoch keine Bewertungen
- Fundamentals of Risk Management for Process Industry EngineersVon EverandFundamentals of Risk Management for Process Industry EngineersNoch keine Bewertungen
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionVon EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNoch keine Bewertungen