Das könnte Ihnen auch gefallen
- Excel VBA IntroDokument94 SeitenExcel VBA IntrojcuscatugaNoch keine Bewertungen
- CAESAR II User S Guide PDFDokument1.240 SeitenCAESAR II User S Guide PDFhoangcokhiNoch keine Bewertungen
- WT1 c1Dokument11 SeitenWT1 c1hoangcokhiNoch keine Bewertungen
- Welding Procedure PreparationDokument122 SeitenWelding Procedure Preparationthe_badass1234100% (21)
- Welding Procedure Specification and Qualification: Date: 19, 20 & 21 Jan'2012Dokument1 SeiteWelding Procedure Specification and Qualification: Date: 19, 20 & 21 Jan'2012centaury2013Noch keine Bewertungen
- 1 Guide For WPS PQR WPQR PDFDokument6 Seiten1 Guide For WPS PQR WPQR PDFmuhammadazhar100% (1)
- CadWorx Plant Tutorial 2015Dokument79 SeitenCadWorx Plant Tutorial 2015Subash100% (1)
- We Can Help You With Welding Process Selection in Four Easy StepsDokument5 SeitenWe Can Help You With Welding Process Selection in Four Easy StepshoangcokhiNoch keine Bewertungen
- 04 ErecprDokument24 Seiten04 ErecprhoangcokhiNoch keine Bewertungen
- Lua Chon Que HanDokument5 SeitenLua Chon Que HanhoangcokhiNoch keine Bewertungen
- SMAW PowerpointDokument28 SeitenSMAW PowerpointShankar Gurusamy100% (3)
- WIS 10 Interp ExeDokument67 SeitenWIS 10 Interp Exelembugs100% (1)
- Welding Procedure Specification and Qualification: Date: 19, 20 & 21 Jan'2012Dokument1 SeiteWelding Procedure Specification and Qualification: Date: 19, 20 & 21 Jan'2012centaury2013Noch keine Bewertungen
- Installation Method for Steel Structures at King Abdulaziz AirportDokument129 SeitenInstallation Method for Steel Structures at King Abdulaziz AirporthoangcokhiNoch keine Bewertungen
- ESP ComponentsDokument26 SeitenESP Componentsssirupa100% (1)
- 8) Qap Itp For Gen Civil & RCC (10 Pages)Dokument10 Seiten8) Qap Itp For Gen Civil & RCC (10 Pages)uday64668Noch keine Bewertungen
- Cad 3D 2Dokument1 SeiteCad 3D 2hoangcokhiNoch keine Bewertungen
- Nguyen Ly Va Thiet Bi Trong Cac Nha May Dien Phan 2Dokument265 SeitenNguyen Ly Va Thiet Bi Trong Cac Nha May Dien Phan 2hoangcokhiNoch keine Bewertungen
- Welding Procedure PreparationDokument122 SeitenWelding Procedure Preparationthe_badass1234100% (21)
- Guidelines For Shielded Metal Arc Welding (SMAW)Dokument28 SeitenGuidelines For Shielded Metal Arc Welding (SMAW)soroush1111Noch keine Bewertungen
- Cad 3D 1Dokument1 SeiteCad 3D 1hoangcokhiNoch keine Bewertungen
- 3VT ErrataDokument6 Seiten3VT ErratalettherebeloveNoch keine Bewertungen
- Nguyen Ly Va Thiet Bi Trong Cac Nha May Dien Phan 1Dokument194 SeitenNguyen Ly Va Thiet Bi Trong Cac Nha May Dien Phan 1hoangcokhiNoch keine Bewertungen
- Guidelines For Shielded Metal Arc Welding (SMAW)Dokument28 SeitenGuidelines For Shielded Metal Arc Welding (SMAW)soroush1111Noch keine Bewertungen
- Welding Procedure PreparationDokument122 SeitenWelding Procedure Preparationthe_badass1234100% (21)
- Pre Commissioning of The Nord Stream Pipeline 26 20131128Dokument2 SeitenPre Commissioning of The Nord Stream Pipeline 26 20131128hoangcokhiNoch keine Bewertungen
- Regulator's Swegelok (High PressuDokument64 SeitenRegulator's Swegelok (High PressuhoangcokhiNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- HRM in A Dynamic Environment: Decenzo and Robbins HRM 7Th Edition 1Dokument33 SeitenHRM in A Dynamic Environment: Decenzo and Robbins HRM 7Th Edition 1Amira HosnyNoch keine Bewertungen
- Supreme Court declares Pork Barrel System unconstitutionalDokument3 SeitenSupreme Court declares Pork Barrel System unconstitutionalDom Robinson BaggayanNoch keine Bewertungen
- Bandwidth and File Size - Year 8Dokument2 SeitenBandwidth and File Size - Year 8Orlan LumanogNoch keine Bewertungen
- (Class 8) MicroorganismsDokument3 Seiten(Class 8) MicroorganismsSnigdha GoelNoch keine Bewertungen
- Sri Lanka Wildlife and Cultural TourDokument9 SeitenSri Lanka Wildlife and Cultural TourRosa PaglioneNoch keine Bewertungen
- Hadden Public Financial Management in Government of KosovoDokument11 SeitenHadden Public Financial Management in Government of KosovoInternational Consortium on Governmental Financial ManagementNoch keine Bewertungen
- Exámenes Trinity C1 Ejemplos - Modelo Completos de Examen PDFDokument6 SeitenExámenes Trinity C1 Ejemplos - Modelo Completos de Examen PDFM AngelesNoch keine Bewertungen
- Supply Chain AssignmentDokument29 SeitenSupply Chain AssignmentHisham JackNoch keine Bewertungen
- Jesus' Death on the Cross Explored Through Theological ModelsDokument13 SeitenJesus' Death on the Cross Explored Through Theological ModelsKhristian Joshua G. JuradoNoch keine Bewertungen
- Classification of Boreal Forest Ecosystem Goods and Services in FinlandDokument197 SeitenClassification of Boreal Forest Ecosystem Goods and Services in FinlandSivamani SelvarajuNoch keine Bewertungen
- Module 6: 4M'S of Production and Business ModelDokument43 SeitenModule 6: 4M'S of Production and Business ModelSou MeiNoch keine Bewertungen
- Commuter Cleaning - Group 10Dokument6 SeitenCommuter Cleaning - Group 10AMAL ARAVIND100% (1)
- Communication Tourism PDFDokument2 SeitenCommunication Tourism PDFShane0% (1)
- Overlord Volume 1 - The Undead King Black EditionDokument291 SeitenOverlord Volume 1 - The Undead King Black EditionSaadAmir100% (11)
- GCSE Bearings: Measuring Bearings Test Your UnderstandingDokument5 SeitenGCSE Bearings: Measuring Bearings Test Your UnderstandingSamuel KalemboNoch keine Bewertungen
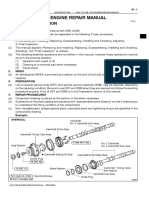
- How To Use This Engine Repair Manual: General InformationDokument3 SeitenHow To Use This Engine Repair Manual: General InformationHenry SilvaNoch keine Bewertungen
- The Future of Indian Economy Past Reforms and Challenges AheadDokument281 SeitenThe Future of Indian Economy Past Reforms and Challenges AheadANJALINoch keine Bewertungen
- MVD1000 Series Catalogue PDFDokument20 SeitenMVD1000 Series Catalogue PDFEvandro PavesiNoch keine Bewertungen
- Abbreviations (Kısaltmalar)Dokument4 SeitenAbbreviations (Kısaltmalar)ozguncrl1Noch keine Bewertungen
- Toolkit:ALLCLEAR - SKYbrary Aviation SafetyDokument3 SeitenToolkit:ALLCLEAR - SKYbrary Aviation Safetybhartisingh0812Noch keine Bewertungen
- Should Animals Be Banned From Circuses.Dokument2 SeitenShould Animals Be Banned From Circuses.Minh Nguyệt TrịnhNoch keine Bewertungen
- Labov-DIFUSÃO - Resolving The Neogrammarian ControversyDokument43 SeitenLabov-DIFUSÃO - Resolving The Neogrammarian ControversyGermana RodriguesNoch keine Bewertungen
- The Relationship Between Family Background and Academic Performance of Secondary School StudentsDokument57 SeitenThe Relationship Between Family Background and Academic Performance of Secondary School StudentsMAKE MUSOLININoch keine Bewertungen
- 2013 Gerber CatalogDokument84 Seiten2013 Gerber CatalogMario LopezNoch keine Bewertungen
- Education: Address: Mansoura, EL Dakhelia, Egypt EmailDokument3 SeitenEducation: Address: Mansoura, EL Dakhelia, Egypt Emailmohammed sallemNoch keine Bewertungen
- Pale Case Digest Batch 2 2019 2020Dokument26 SeitenPale Case Digest Batch 2 2019 2020Carmii HoNoch keine Bewertungen
- Independent Study of Middletown Police DepartmentDokument96 SeitenIndependent Study of Middletown Police DepartmentBarbara MillerNoch keine Bewertungen
- Digi-Notes-Maths - Number-System-14-04-2017 PDFDokument9 SeitenDigi-Notes-Maths - Number-System-14-04-2017 PDFMayank kumarNoch keine Bewertungen
- The Effects of Cabergoline Compared To Dienogest in Women With Symptomatic EndometriomaDokument6 SeitenThe Effects of Cabergoline Compared To Dienogest in Women With Symptomatic EndometriomaAnna ReznorNoch keine Bewertungen
- Leku Pilli V Anyama (Election Petition No 4 of 2021) 2021 UGHCEP 24 (8 October 2021)Dokument52 SeitenLeku Pilli V Anyama (Election Petition No 4 of 2021) 2021 UGHCEP 24 (8 October 2021)Yokana MugabiNoch keine Bewertungen