Das könnte Ihnen auch gefallen
- A 182Dokument20 SeitenA 182Thomas100% (1)
- Sa 479Dokument12 SeitenSa 479negg 348100% (1)
- A508Dokument8 SeitenA508doshi78Noch keine Bewertungen
- Asme Section II A Sa-353 Sa-353mDokument6 SeitenAsme Section II A Sa-353 Sa-353mAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section II A Sa-105 Sa-105mDokument6 SeitenAsme Section II A Sa-105 Sa-105mAnonymous GhPzn1xNoch keine Bewertungen
- CSWIPDokument9 SeitenCSWIPAbdul KhaliqNoch keine Bewertungen
- Frischdampfeinstroemleitungen Aus Dem Werkstoff 14MoV63 - enDokument23 SeitenFrischdampfeinstroemleitungen Aus Dem Werkstoff 14MoV63 - enilham_metallurgy6744Noch keine Bewertungen
- Specification For Alloy Steel Forgings For Pressure and High-Temperature PartsDokument10 SeitenSpecification For Alloy Steel Forgings For Pressure and High-Temperature PartsAnilNoch keine Bewertungen
- Smith Gasket BrochureDokument29 SeitenSmith Gasket BrochureJeesan MathewNoch keine Bewertungen
- Global Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesDokument7 SeitenGlobal Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesNurzed MunkhbayarNoch keine Bewertungen
- SAE-AISI 4130 (SCM430, 1.7218, 25CrMo4, G41300) Cr-Mo Steel - Material Properties Data - MakeItFromDokument2 SeitenSAE-AISI 4130 (SCM430, 1.7218, 25CrMo4, G41300) Cr-Mo Steel - Material Properties Data - MakeItFromPriyesh ManavNoch keine Bewertungen
- Astm A-194-NutsDokument3 SeitenAstm A-194-NutsDavid Luna MolinaNoch keine Bewertungen
- Certified Inspector Checklist: New Tank ConstructionDokument11 SeitenCertified Inspector Checklist: New Tank ConstructionamevaluacionesNoch keine Bewertungen
- Module 07 - Distortion & Residual StressDokument46 SeitenModule 07 - Distortion & Residual Stresspanda33upNoch keine Bewertungen
- Acoplamentos FalkDokument56 SeitenAcoplamentos Falkadrianotex10Noch keine Bewertungen
- PowerPoint Presentation - Slide 1Dokument41 SeitenPowerPoint Presentation - Slide 1techbhazNoch keine Bewertungen
- Technical Bulletin 21 PDFDokument7 SeitenTechnical Bulletin 21 PDFAgustin ParadisoNoch keine Bewertungen
- Welding Cast IronDokument10 SeitenWelding Cast IronRoberto CordovaNoch keine Bewertungen
- EN10025 S235JR Steel PlateDokument2 SeitenEN10025 S235JR Steel PlateNader NabilNoch keine Bewertungen
- Astm A-351 GR CF8MDokument2 SeitenAstm A-351 GR CF8MVictor Castellanos AlegriaNoch keine Bewertungen
- Vortex Gasket PDFDokument13 SeitenVortex Gasket PDFmansurudinNoch keine Bewertungen
- Sa 320 PDFDokument13 SeitenSa 320 PDFRaju SkNoch keine Bewertungen
- Astm A671 2004 PDFDokument9 SeitenAstm A671 2004 PDFDevarajanRamasamyNoch keine Bewertungen
- Astm A216Dokument3 SeitenAstm A216Ruth Sarai YañezNoch keine Bewertungen
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDokument1 SeiteDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNoch keine Bewertungen
- Overlay (Required Tests)Dokument1 SeiteOverlay (Required Tests)laz_k100% (1)
- ES 49BranchConnectionsDokument7 SeitenES 49BranchConnectionsrodofgodNoch keine Bewertungen
- BHEL TDC For FittingsDokument9 SeitenBHEL TDC For FittingsGuru KguruNoch keine Bewertungen
- Asme Section Ii A-2 Sa-592 Sa-592m PDFDokument4 SeitenAsme Section Ii A-2 Sa-592 Sa-592m PDFAnonymous GhPzn1xNoch keine Bewertungen
- Sa 193Dokument18 SeitenSa 193Haridev MoorthyNoch keine Bewertungen
- TRD 301 Annex 1 Design PDFDokument14 SeitenTRD 301 Annex 1 Design PDFarjun prajapatiNoch keine Bewertungen
- Astm F952 12Dokument6 SeitenAstm F952 12Yasir NASSERALLAHNoch keine Bewertungen
- Sa 213Dokument11 SeitenSa 213gst ajahNoch keine Bewertungen
- API 613 Fifth Edition Special Purpose Gear Units For Petroleum, Chemical and Gas Industry Services - Overview PresentationDokument8 SeitenAPI 613 Fifth Edition Special Purpose Gear Units For Petroleum, Chemical and Gas Industry Services - Overview PresentationLymePark100% (1)
- ASTM Bolting Specification Temperature MDokument2 SeitenASTM Bolting Specification Temperature Mrazvan65100% (1)
- Technical Standards For Insulation-Mineral Wool-RockwoolDokument2 SeitenTechnical Standards For Insulation-Mineral Wool-RockwooljaganNoch keine Bewertungen
- Katalog Hydraulic Jack Merek SunrunDokument4 SeitenKatalog Hydraulic Jack Merek SunrunFebri SartikaNoch keine Bewertungen
- SSPC - Vis 1 - 89 Visual Standard For Abrasive Blast Cleaned SteelDokument19 SeitenSSPC - Vis 1 - 89 Visual Standard For Abrasive Blast Cleaned SteelALEXIS MARTINEZ100% (1)
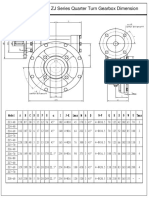
- Greatork-ZJ Series Gearbox DimensionDokument3 SeitenGreatork-ZJ Series Gearbox DimensionCan PoonsawatNoch keine Bewertungen
- Minfm67141 Astm A182 Grade F6a 1 PDFDokument4 SeitenMinfm67141 Astm A182 Grade F6a 1 PDFGỗ MộcNoch keine Bewertungen
- B432Dokument6 SeitenB432Cesar Augusto Vinasco MartinezNoch keine Bewertungen
- P91 Welding and PWHT ProcedureDokument4 SeitenP91 Welding and PWHT ProcedureHatem Ragab100% (2)
- Flow Tek C4700 Series Cryo Ball ValveDokument8 SeitenFlow Tek C4700 Series Cryo Ball ValveDanielle JohnsonNoch keine Bewertungen
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagDokument2 SeitenVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyNoch keine Bewertungen
- Weld Visual Inspection For Store Girder 1Dokument1 SeiteWeld Visual Inspection For Store Girder 1Ashwani DograNoch keine Bewertungen
- Asme Section II A Sa-179 Sa-179mDokument4 SeitenAsme Section II A Sa-179 Sa-179mAnonymous GhPzn1xNoch keine Bewertungen
- Comparison List Copper Bronze 2011 1Dokument7 SeitenComparison List Copper Bronze 2011 1NaldoVicenteNoch keine Bewertungen
- Imp-Comparison of SpecificationsDokument7 SeitenImp-Comparison of SpecificationsKetan PatelNoch keine Bewertungen
- Astm A234 PDFDokument8 SeitenAstm A234 PDFhans30Noch keine Bewertungen
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDokument17 SeitenAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarNoch keine Bewertungen
- Heat Treatment of SS Clad CS After Fiber ElongationDokument3 SeitenHeat Treatment of SS Clad CS After Fiber ElongationarifhonNoch keine Bewertungen
- Strip Weld OverlayDokument24 SeitenStrip Weld OverlaymayataNoch keine Bewertungen
- Questions Flange Breaking ContainmentDokument2 SeitenQuestions Flange Breaking ContainmentMicky PlumbNoch keine Bewertungen
- SSM HandbookDokument20 SeitenSSM HandbookOng Hendra100% (2)
- ASTM A573 SteelDokument2 SeitenASTM A573 SteelneoNoch keine Bewertungen
- Dished Heads - Head TypesDokument7 SeitenDished Heads - Head Typesnaveenbaskaran1989100% (1)
- Asme Section II A Sa-266 Sa-266mDokument6 SeitenAsme Section II A Sa-266 Sa-266mAnonymous GhPzn1xNoch keine Bewertungen
- Sa 266Dokument5 SeitenSa 266Alejo ZabalaNoch keine Bewertungen
- A 965Dokument7 SeitenA 965Gustavo SuarezNoch keine Bewertungen
- Asme Section Ii A-2 Sa-961Dokument12 SeitenAsme Section Ii A-2 Sa-961Anonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-985 Sa-985mDokument22 SeitenAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-905Dokument6 SeitenAsme Section Ii A-2 Sa-905Anonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-1010 Sa-1010mDokument4 SeitenAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-995Dokument4 SeitenAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNoch keine Bewertungen
- Sa 537Dokument6 SeitenSa 537Mauricio Carestia100% (1)
- Asme Section Ii A-2 Sa-1008 Sa-1008mDokument10 SeitenAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFDokument12 Seiten2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFAnonymous GhPzn1xNoch keine Bewertungen
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDokument14 SeitenTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-1011 Sa-1011mDokument10 SeitenAsme Section Ii A-2 Sa-1011 Sa-1011mAnonymous GhPzn1xNoch keine Bewertungen
- Quantification of Residual Stresses in External Attachment Welding ApplicationDokument16 SeitenQuantification of Residual Stresses in External Attachment Welding ApplicationAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 10 Girth Welding of API 5L X70 and X80 Sour Service PipesDokument8 Seiten2016 - 10 Girth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section II A Sa 395 PDFDokument12 SeitenAsme Section II A Sa 395 PDFIksan MustofaNoch keine Bewertungen
- Fiber Laser WeldingDokument10 SeitenFiber Laser WeldingAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernDokument9 Seiten2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDokument11 Seiten2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsDokument11 Seiten2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section II A-2 Sa-660Dokument6 SeitenAsme Section II A-2 Sa-660Anonymous GhPzn1xNoch keine Bewertungen
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeDokument12 Seiten2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-451 PDFDokument6 SeitenAsme Section Ii A-2 Sa-451 PDFAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A Sa-426 PDFDokument6 SeitenAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xNoch keine Bewertungen
- Sa 537Dokument6 SeitenSa 537Mauricio Carestia100% (1)
- Asme Section II A-2 Sa-688 Sa-688mDokument10 SeitenAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section II A-2 Sa-662 Sa-662mDokument6 SeitenAsme Section II A-2 Sa-662 Sa-662mAnonymous GhPzn1xNoch keine Bewertungen
- UGI 4057 AIR: Technical Data SheetDokument5 SeitenUGI 4057 AIR: Technical Data SheetMASOUDNoch keine Bewertungen
- Properties of Metals ExperimentDokument15 SeitenProperties of Metals ExperimentSamVicNoch keine Bewertungen
- BS en 10297 2Dokument36 SeitenBS en 10297 2Sharma ShailenNoch keine Bewertungen
- 27401C Introduction To Heat Treating - ASMDokument283 Seiten27401C Introduction To Heat Treating - ASMwulfgang66Noch keine Bewertungen
- Aramco Pwht-QandA PDFDokument2 SeitenAramco Pwht-QandA PDFAnasNoch keine Bewertungen
- ASTM A105 Material Properties Asme b16.5 - Shijiazhuang Metalsin Pipeline Tech Co., LTDDokument5 SeitenASTM A105 Material Properties Asme b16.5 - Shijiazhuang Metalsin Pipeline Tech Co., LTDYilia WangNoch keine Bewertungen
- Materials For Mechanical PartsDokument20 SeitenMaterials For Mechanical PartsasmaNoch keine Bewertungen
- Power Transmitting GearsDokument9 SeitenPower Transmitting GearsAnimesh KumarNoch keine Bewertungen
- Aluminum Alloy Specification'Dokument12 SeitenAluminum Alloy Specification'ArjunNoch keine Bewertungen
- 240-106628253 Standard For Welding Requirements On Eskom PlantDokument16 Seiten240-106628253 Standard For Welding Requirements On Eskom PlantiabhuaNoch keine Bewertungen
- MEM MicroprojectDokument12 SeitenMEM MicroprojectprathaNoch keine Bewertungen
- Welding Journal 1960 8Dokument151 SeitenWelding Journal 1960 8AlexeyNoch keine Bewertungen
- A763-15 Standard Practices For Detecting Susceptibility To Intergranular Attack in Ferritic Stainless SteelsDokument11 SeitenA763-15 Standard Practices For Detecting Susceptibility To Intergranular Attack in Ferritic Stainless Steelstjt4779100% (1)
- Nickel Free High Nitrogen Austenitic Steels - 1996 - ISIJ InternationalDokument9 SeitenNickel Free High Nitrogen Austenitic Steels - 1996 - ISIJ Internationalsmith willNoch keine Bewertungen
- USCO CatalogDokument56 SeitenUSCO CatalogDavid LeviNoch keine Bewertungen
- Heat TreatmentDokument20 SeitenHeat Treatmentعزت عبد المنعمNoch keine Bewertungen
- Astm A 694Dokument3 SeitenAstm A 694Kelly BatesNoch keine Bewertungen
- SS316 Corrosion RateDokument13 SeitenSS316 Corrosion Ratenarayana reddy100% (1)
- Fatigue Failure of BoltsDokument2 SeitenFatigue Failure of Boltskkaranag100% (1)
- Aws CwiDokument102 SeitenAws CwiAziz Rana100% (2)
- Heat Treatment On Magnesium Aluminum Zinc Alloy AZ91DDokument29 SeitenHeat Treatment On Magnesium Aluminum Zinc Alloy AZ91Dgustavojorge12Noch keine Bewertungen
- SA36Dokument6 SeitenSA36el10bgNoch keine Bewertungen
- PB Uddeholm Sverker 21 EnglishDokument12 SeitenPB Uddeholm Sverker 21 EnglishulfwisenNoch keine Bewertungen
- Austenitic Gray Iron Castings: Standard Specification ForDokument5 SeitenAustenitic Gray Iron Castings: Standard Specification ForDarwin DarmawanNoch keine Bewertungen
- Data Sheet VDM Alloy 33Dokument15 SeitenData Sheet VDM Alloy 33scg1234Noch keine Bewertungen
- A713-04 (2010) Standard Specification For Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDokument3 SeitenA713-04 (2010) Standard Specification For Steel Wire, High-Carbon Spring, For Heat-Treated Componentstjt4779Noch keine Bewertungen
- Machining of AlDokument44 SeitenMachining of AlMuhammad Waleed AnjumNoch keine Bewertungen
- Datasheet For Steel Grades Tool Steel and Hard Alloy Stellite 6Dokument2 SeitenDatasheet For Steel Grades Tool Steel and Hard Alloy Stellite 6kdalavadi3905Noch keine Bewertungen
- TDF - Assignment Week 12Dokument4 SeitenTDF - Assignment Week 12Ayu Sekar TunjungNoch keine Bewertungen
- FP - A.1 - Consequential Damage and Inspection Techniques From Lack of Lubrication, Steam Turbine CaseDokument14 SeitenFP - A.1 - Consequential Damage and Inspection Techniques From Lack of Lubrication, Steam Turbine Casemhdsoleh100% (1)