Das könnte Ihnen auch gefallen
- Rollercone Bit DesignDokument15 SeitenRollercone Bit Designvano0Noch keine Bewertungen
- Rock BitsDokument17 SeitenRock Bitssuresh_501Noch keine Bewertungen
- Category and Selection of Roller BitDokument23 SeitenCategory and Selection of Roller BitEyanya MtilaNoch keine Bewertungen
- Roller Cone Bit DesignDokument17 SeitenRoller Cone Bit Designknn52unnNoch keine Bewertungen
- Bit Balling and Nozzle Plugging Mitigation - 6059263 - 01Dokument12 SeitenBit Balling and Nozzle Plugging Mitigation - 6059263 - 01Khairatul Nada BurhanuddinNoch keine Bewertungen
- Energy BalanceDokument2 SeitenEnergy BalanceRodrigo Black SegurondoNoch keine Bewertungen
- Mainan DewasaDokument153 SeitenMainan DewasaHeris SitompulNoch keine Bewertungen
- FIP XT XTM PC 9.9 2009feb11 ExtDokument5 SeitenFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoNoch keine Bewertungen
- Roller Cone Dull GradingDokument45 SeitenRoller Cone Dull GradingRuben AntezanaNoch keine Bewertungen
- Drilling Bit Introduction and Bit Selection (Part 2)Dokument32 SeitenDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNoch keine Bewertungen
- Air and Gas Drilling NewDokument19 SeitenAir and Gas Drilling Newabdul wahabNoch keine Bewertungen
- Smith BitDokument4 SeitenSmith BitRio RizkiNoch keine Bewertungen
- 05 PDC DullsDokument37 Seiten05 PDC DullsFahim MazherNoch keine Bewertungen
- 1 - Roller ConeDokument38 Seiten1 - Roller ConeJohnSmithNoch keine Bewertungen
- Analisis Penggunaan Bit For ChevronDokument15 SeitenAnalisis Penggunaan Bit For Chevronfaishal hafizhNoch keine Bewertungen
- 31 Screw Threads and Gear Manufacturing MethodsDokument17 Seiten31 Screw Threads and Gear Manufacturing MethodsPRASAD326100% (8)
- Geothermal Well Design PDFDokument7 SeitenGeothermal Well Design PDFLaurencius YanuarNoch keine Bewertungen
- Thread RollingDokument2 SeitenThread RollingManoj MathewNoch keine Bewertungen
- Mdi 813Dokument1 SeiteMdi 813pendexxNoch keine Bewertungen
- 03 Cutterbit PDFDokument6 Seiten03 Cutterbit PDFsanty222Noch keine Bewertungen
- Top-Co Rotobo Integral Bow Spring Centralizer SubDokument2 SeitenTop-Co Rotobo Integral Bow Spring Centralizer SubEmenike Donald EjiejiNoch keine Bewertungen
- Bit GradingDokument17 SeitenBit GradingnugratamaNoch keine Bewertungen
- PDC Drill Bits Optimized For Shale DevelopmentDokument2 SeitenPDC Drill Bits Optimized For Shale DevelopmentzapspazNoch keine Bewertungen
- Cutting Force Modelling For Drilling of Fiber-Reinforced PDFDokument141 SeitenCutting Force Modelling For Drilling of Fiber-Reinforced PDFLuis FelipeNoch keine Bewertungen
- 6-1/2" Fxg74Di: Product SpecificationsDokument1 Seite6-1/2" Fxg74Di: Product SpecificationsdiegoilNoch keine Bewertungen
- VAM (1) .TOP - Torque 7Dokument25 SeitenVAM (1) .TOP - Torque 7Milton ParraNoch keine Bewertungen
- 10018611-Der 3CDokument1 Seite10018611-Der 3CNur Rahim BimaNoch keine Bewertungen
- Reference Photo:: 6 In. (152.4mm) ATJ-4Dokument1 SeiteReference Photo:: 6 In. (152.4mm) ATJ-411tkt11Noch keine Bewertungen
- Drilling Engineering: PETE 203Dokument48 SeitenDrilling Engineering: PETE 203AbdullahNoch keine Bewertungen
- 12-BT-0092 Impreg Dull Grade BookDokument52 Seiten12-BT-0092 Impreg Dull Grade BookFredy Farell OrtegaNoch keine Bewertungen
- DrillingDokument61 SeitenDrillingAjay RanaNoch keine Bewertungen
- Type BitsDokument3 SeitenType BitsHuda BasimNoch keine Bewertungen
- 12.25 MM75D 767489Dokument1 Seite12.25 MM75D 767489pendexxNoch keine Bewertungen
- 20-1718 Rig Tongs AOTDokument10 Seiten20-1718 Rig Tongs AOTRahul M.R100% (1)
- PDC Bit BasicsDokument2 SeitenPDC Bit Basicscaaceveds59150% (2)
- Fixed Cutter Bits: Early Diamond Bit HistoryDokument24 SeitenFixed Cutter Bits: Early Diamond Bit HistoryTim Clarke100% (1)
- 094 XS616Dokument1 Seite094 XS616AhmedNoch keine Bewertungen
- Facts About ForgingDokument7 SeitenFacts About ForgingRikhil YalamanchiNoch keine Bewertungen
- Drill Bit Classifier 2007Dokument17 SeitenDrill Bit Classifier 2007amin peyvandNoch keine Bewertungen
- KSQ Rock Drilling Tools+E CatalogDokument120 SeitenKSQ Rock Drilling Tools+E CatalogIvan SalasNoch keine Bewertungen
- Quad-D: 6 - 7 in QDM4213 Dual DiameterDokument1 SeiteQuad-D: 6 - 7 in QDM4213 Dual DiameterpendexxNoch keine Bewertungen
- Composite Bit DeisgnDokument62 SeitenComposite Bit DeisgncheesewizzNoch keine Bewertungen
- Diamond Bit Design HandoutDokument19 SeitenDiamond Bit Design Handoutamin peyvand100% (1)
- Reference Photo: 6 In. (152.4mm) HCD406ZDokument1 SeiteReference Photo: 6 In. (152.4mm) HCD406ZahmedNoch keine Bewertungen
- How Does A Drill Bit WorkDokument2 SeitenHow Does A Drill Bit WorkrajasekharboNoch keine Bewertungen
- GPDS Connections Field InspectionDokument4 SeitenGPDS Connections Field InspectiontheinmoeNoch keine Bewertungen
- Triton PDC BrochureDokument2 SeitenTriton PDC BrochurediegoilNoch keine Bewertungen
- Catalog - Oilfield Bits - EN - 170124 PDFDokument48 SeitenCatalog - Oilfield Bits - EN - 170124 PDFaznilNoch keine Bewertungen
- Gemini TCI: 8 3/8 in GF40BDOD TCIDokument1 SeiteGemini TCI: 8 3/8 in GF40BDOD TCIjhuggghNoch keine Bewertungen
- Sheet Metal Solutions OptimisedDokument16 SeitenSheet Metal Solutions Optimisedrolo6945100% (1)
- DBS Solution PDFDokument64 SeitenDBS Solution PDFNelson Eduardo Zárate SalazarNoch keine Bewertungen
- Security DBS: 12-1/4" (311 MM) Ebxs16S 447W B1208 InsertDokument1 SeiteSecurity DBS: 12-1/4" (311 MM) Ebxs16S 447W B1208 InsertMohamed Mahmoud Rezk DimoNoch keine Bewertungen
- Cutting ToolsDokument25 SeitenCutting ToolsjaiswalsiddharthNoch keine Bewertungen
- Kymera XTreme Hybrid Drill BitDokument2 SeitenKymera XTreme Hybrid Drill BitclaudiaNoch keine Bewertungen
- MitsubishiDokument88 SeitenMitsubishiSerkanAlNoch keine Bewertungen
- 084 AT507X - Stylesheet PDFDokument1 Seite084 AT507X - Stylesheet PDFLeonardo BarriosNoch keine Bewertungen
- Roller BitDokument16 SeitenRoller BitRebar KakaNoch keine Bewertungen
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDokument1 SeiteCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaNoch keine Bewertungen
- IPIMS Background Learning - Drillstring, Drill Bits and Drilling FluidDokument14 SeitenIPIMS Background Learning - Drillstring, Drill Bits and Drilling Fluidfebry_rfNoch keine Bewertungen
- Hussain Rabia - Drill Bits (Chapter 9)Dokument44 SeitenHussain Rabia - Drill Bits (Chapter 9)Andreas Ansen VitalisNoch keine Bewertungen
- Supply Chain Management Assignment-1Dokument2 SeitenSupply Chain Management Assignment-1Z Babar KhanNoch keine Bewertungen
- 1111Dokument24 Seiten1111Z Babar KhanNoch keine Bewertungen
- ZohaiB CV Shabbir SBDokument3 SeitenZohaiB CV Shabbir SBZ Babar KhanNoch keine Bewertungen
- Exercise QuestionsDokument1 SeiteExercise QuestionsZ Babar KhanNoch keine Bewertungen
- Bab 1111Dokument1 SeiteBab 1111Z Babar KhanNoch keine Bewertungen
- Sets and Numbering Systems Topic 1Dokument6 SeitenSets and Numbering Systems Topic 1Z Babar KhanNoch keine Bewertungen
- Exercise QuestionsDokument1 SeiteExercise QuestionsZ Babar KhanNoch keine Bewertungen
- Exercise QuestionsDokument1 SeiteExercise QuestionsZ Babar KhanNoch keine Bewertungen
- Drilling Eng ExamDokument1 SeiteDrilling Eng ExamZ Babar KhanNoch keine Bewertungen
- Internship ReportDokument47 SeitenInternship ReportHarsh DadhichNoch keine Bewertungen
- Newsletter May-June 2016Dokument7 SeitenNewsletter May-June 2016Z Babar KhanNoch keine Bewertungen
- DR W. Edwards Deming 14 Principles PDFDokument2 SeitenDR W. Edwards Deming 14 Principles PDFZ Babar KhanNoch keine Bewertungen
- Rock Failure MechanismsDokument11 SeitenRock Failure MechanismsZ Babar KhanNoch keine Bewertungen
- Questions WellcontrolDokument10 SeitenQuestions WellcontrolZ Babar KhanNoch keine Bewertungen
- Bit Hydraulics EquationsDokument2 SeitenBit Hydraulics EquationsZ Babar KhanNoch keine Bewertungen
- Ofs Permit To Work FormDokument2 SeitenOfs Permit To Work FormZ Babar KhanNoch keine Bewertungen
- Bit Types and Iadc ClassificationsDokument11 SeitenBit Types and Iadc ClassificationsZ Babar KhanNoch keine Bewertungen
- PDC Cutters InfoDokument3 SeitenPDC Cutters InfoZ Babar KhanNoch keine Bewertungen
- Bit Hydraulics EquationsDokument2 SeitenBit Hydraulics EquationsZ Babar KhanNoch keine Bewertungen
- Parenting AdvantageDokument14 SeitenParenting AdvantageZ Babar Khan100% (2)
- Stuck Pipe Self Learning CourseDokument65 SeitenStuck Pipe Self Learning Courseafreis29100% (2)
- Bottom Hole AssemblysDokument18 SeitenBottom Hole AssemblysZ Babar KhanNoch keine Bewertungen
- Directional Drilling EqnDokument1 SeiteDirectional Drilling EqnscrbdgharaviNoch keine Bewertungen
- Dusel: Working Group #9 Preliminary OutlineDokument15 SeitenDusel: Working Group #9 Preliminary OutlineZ Babar KhanNoch keine Bewertungen
- MBL923 Second AssignmentDokument20 SeitenMBL923 Second AssignmentZ Babar KhanNoch keine Bewertungen
- Training Couses CatalogueDokument99 SeitenTraining Couses CatalogueZ Babar KhanNoch keine Bewertungen
- Competing On The EdgeDokument6 SeitenCompeting On The EdgeZ Babar KhanNoch keine Bewertungen
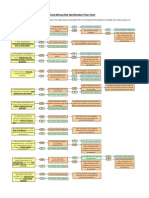
- Coal Mining Risk Identification Flow ChartDokument1 SeiteCoal Mining Risk Identification Flow ChartZ Babar Khan100% (1)
- Entered Into Between: Broker AgreementDokument4 SeitenEntered Into Between: Broker AgreementZ Babar KhanNoch keine Bewertungen
- Procedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowDokument8 SeitenProcedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowMarjorie Dulay Dumol80% (5)
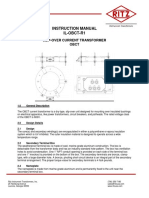
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctDokument2 SeitenInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالNoch keine Bewertungen
- GDCR - Second RevisedDokument290 SeitenGDCR - Second RevisedbhaveshbhoiNoch keine Bewertungen
- First Semester-NOTESDokument182 SeitenFirst Semester-NOTESkalpanaNoch keine Bewertungen
- Training Structure - Thinkific Plus TemplateDokument7 SeitenTraining Structure - Thinkific Plus TemplateQIONG WUNoch keine Bewertungen
- Prevention of Power Theft Using Concept of Multifunction Meter and PLCDokument6 SeitenPrevention of Power Theft Using Concept of Multifunction Meter and PLCMuhammad FarhanNoch keine Bewertungen
- Curry PowderDokument8 SeitenCurry PowderMahendar Vanam100% (1)
- Nursing Care Plan TemplateDokument3 SeitenNursing Care Plan TemplateJeffrey GagoNoch keine Bewertungen
- Design of Ka-Band Low Noise Amplifier Using CMOS TechnologyDokument6 SeitenDesign of Ka-Band Low Noise Amplifier Using CMOS TechnologyEditor IJRITCCNoch keine Bewertungen
- Exchange 2010 UnderstandDokument493 SeitenExchange 2010 UnderstandSeKoFieNoch keine Bewertungen
- Luxi User's GuideDokument14 SeitenLuxi User's GuidephilsouthNoch keine Bewertungen
- Recent Advances in Dielectric-Resonator Antenna TechnologyDokument14 SeitenRecent Advances in Dielectric-Resonator Antenna Technologymarceloassilva7992Noch keine Bewertungen
- Operation Manual-KINGSTONE SDP-ENG-20120205 PDFDokument49 SeitenOperation Manual-KINGSTONE SDP-ENG-20120205 PDFJiménezNoch keine Bewertungen
- Vermicomposting Learning ModulesDokument6 SeitenVermicomposting Learning ModulesPamara Prema Khannae100% (1)
- Carpentry NC Ii: Daniel David L. TalaveraDokument5 SeitenCarpentry NC Ii: Daniel David L. TalaveraKhael Angelo Zheus JaclaNoch keine Bewertungen
- ZEROPAY WhitepaperDokument15 SeitenZEROPAY WhitepaperIlham NurrohimNoch keine Bewertungen
- Mywizard For AIOps - Virtual Agent (ChatBOT)Dokument27 SeitenMywizard For AIOps - Virtual Agent (ChatBOT)Darío Aguirre SánchezNoch keine Bewertungen
- TOPIC 2 - Fans, Blowers and Air CompressorDokument69 SeitenTOPIC 2 - Fans, Blowers and Air CompressorCllyan ReyesNoch keine Bewertungen
- English 9 Week 5 Q4Dokument4 SeitenEnglish 9 Week 5 Q4Angel EjeNoch keine Bewertungen
- LUNG ARTIFACTSreviewDokument13 SeitenLUNG ARTIFACTSreviewMayra ValderramaNoch keine Bewertungen
- AlligentDokument44 SeitenAlligentariNoch keine Bewertungen
- Def - Pemf Chronic Low Back PainDokument17 SeitenDef - Pemf Chronic Low Back PainFisaudeNoch keine Bewertungen
- Cooperative LinuxDokument39 SeitenCooperative Linuxrajesh_124Noch keine Bewertungen
- Probset 3 KeyDokument7 SeitenProbset 3 KeyhoneyschuNoch keine Bewertungen
- Inglês - Advérbios - Adverbs.Dokument18 SeitenInglês - Advérbios - Adverbs.KhyashiNoch keine Bewertungen
- Preparation, Characterization, and Evaluation of Some Ashless Detergent-Dispersant Additives For Lubricating Engine OilDokument10 SeitenPreparation, Characterization, and Evaluation of Some Ashless Detergent-Dispersant Additives For Lubricating Engine OilNelson Enrique Bessone MadridNoch keine Bewertungen
- Mge - Ex11rt - Installation and User Manual PDFDokument38 SeitenMge - Ex11rt - Installation and User Manual PDFRafa TejedaNoch keine Bewertungen
- Interventional Studies 2Dokument28 SeitenInterventional Studies 2Abdul RazzakNoch keine Bewertungen
- Objective-C Succinctly PDFDokument110 SeitenObjective-C Succinctly PDFTKKNoch keine Bewertungen
- Limited Alembic: Employee Related DataDokument4 SeitenLimited Alembic: Employee Related DataTp EarningsNoch keine Bewertungen