Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- TDR 01 R1Dokument2 SeitenTDR 01 R1Unni CyriacNoch keine Bewertungen
- Pressure-Controlled Pumps CascadeDokument2 SeitenPressure-Controlled Pumps Cascadecc_bauNoch keine Bewertungen
- Practice Problems SolutionsDokument9 SeitenPractice Problems SolutionsPham Trong BinhNoch keine Bewertungen
- Annex 2 Student Grouping 08 AugDokument4 SeitenAnnex 2 Student Grouping 08 AugPham Trong BinhNoch keine Bewertungen
- Annex 1 General InformationDokument3 SeitenAnnex 1 General InformationPham Trong BinhNoch keine Bewertungen
- Chemistry Term PaperDokument7 SeitenChemistry Term PaperPham Trong BinhNoch keine Bewertungen
- Chemistry Term PaperDokument7 SeitenChemistry Term PaperPham Trong BinhNoch keine Bewertungen
- Membrane SeparationDokument22 SeitenMembrane SeparationaidaNoch keine Bewertungen
- Bsen 1452-3Dokument48 SeitenBsen 1452-3Cip Zerkop100% (2)
- Phi 210896Dokument14 SeitenPhi 210896kstopandmotionNoch keine Bewertungen
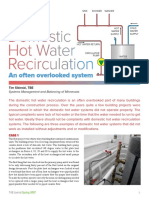
- Domestic Hot Water RecirculationDokument2 SeitenDomestic Hot Water Recirculationmoh khNoch keine Bewertungen
- Apparent Water Loss Control - The Way ForwardDokument5 SeitenApparent Water Loss Control - The Way ForwardgiankkkNoch keine Bewertungen
- RCC Dams-Is There A Limit To The Height Dunstan 2011Dokument8 SeitenRCC Dams-Is There A Limit To The Height Dunstan 2011Xiaoliang YanNoch keine Bewertungen
- Delft: Hydraulic RamsDokument22 SeitenDelft: Hydraulic RamsSameera LakmalNoch keine Bewertungen
- Jose Rizal Won The Lotto, Too - in 1892: WebsiteDokument37 SeitenJose Rizal Won The Lotto, Too - in 1892: WebsiteQueen DyannNoch keine Bewertungen
- Earth Science 5Dokument2 SeitenEarth Science 5Sean CaloyloyNoch keine Bewertungen
- Chapter 5 Urban HydrologyDokument87 SeitenChapter 5 Urban HydrologyYasin Mohammad WelasmaNoch keine Bewertungen
- Islcollective Worksheets Preintermediate A2 Intermediate b1 Upperintermediate B Food Phrasal Verbs 221784e501c1660bc87 73523450Dokument3 SeitenIslcollective Worksheets Preintermediate A2 Intermediate b1 Upperintermediate B Food Phrasal Verbs 221784e501c1660bc87 73523450alexkannoNoch keine Bewertungen
- Plumbing Syllabus PDFDokument1 SeitePlumbing Syllabus PDFWaqas Ud-dinNoch keine Bewertungen
- Testing and Commissioning of HVACDokument247 SeitenTesting and Commissioning of HVACAnand Naidoo100% (4)
- CMGPP FD PR BOD 0001 - Process Basis of Design - Rev.0Dokument14 SeitenCMGPP FD PR BOD 0001 - Process Basis of Design - Rev.0Văn HoàngNoch keine Bewertungen
- Question and AnswersDokument4 SeitenQuestion and Answersdave tafadzwa kuyeriNoch keine Bewertungen
- Origonal Larji ReportDokument53 SeitenOrigonal Larji ReportNishant Verma50% (4)
- Hepworth Company Profile.Dokument24 SeitenHepworth Company Profile.Osama sayedNoch keine Bewertungen
- Swimming Pool ChemistryDokument59 SeitenSwimming Pool ChemistryColby Thompson100% (1)
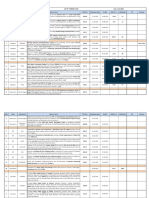
- All Tender 12-10-2023Dokument4 SeitenAll Tender 12-10-2023Bhavani NathNoch keine Bewertungen
- BFC10403Dokument28 SeitenBFC10403Norhafizah Khairol Anuar0% (1)
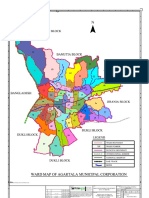
- AGARTALA 48 Ward-Layout1Dokument1 SeiteAGARTALA 48 Ward-Layout1Preetam DebnathNoch keine Bewertungen
- Eeu BoqDokument12 SeitenEeu BoqSisay chaneNoch keine Bewertungen
- Guard Detail NOVEMBER 16 - 30, 2021Dokument1 SeiteGuard Detail NOVEMBER 16 - 30, 2021QUEROUILA KRISTINE S.Noch keine Bewertungen
- Guidance Water Reporting - ICMMDokument102 SeitenGuidance Water Reporting - ICMMEduardoCastroNoch keine Bewertungen
- The LifeStrawDokument6 SeitenThe LifeStrawFarahAdilahNoch keine Bewertungen
- Plant Startup Shutdown Sequence Description ForRelease PDFDokument65 SeitenPlant Startup Shutdown Sequence Description ForRelease PDFRahil TasawarNoch keine Bewertungen
- Black & VeatchDokument93 SeitenBlack & VeatchThirumurugan PandiyanNoch keine Bewertungen
- Pumps Technical Data SheetsDokument14 SeitenPumps Technical Data SheetsJahubar SadiqueNoch keine Bewertungen