Das könnte Ihnen auch gefallen
- Automated Drilling MachineDokument14 SeitenAutomated Drilling MachineVardhan ChipperNoch keine Bewertungen
- CNC IntroductionDokument24 SeitenCNC IntroductionaravindanNoch keine Bewertungen
- Full PPT CNC Plotter MCDokument33 SeitenFull PPT CNC Plotter MCDishant PatelNoch keine Bewertungen
- CNC Lathe MachineDokument8 SeitenCNC Lathe MachineParameshwara MeenaNoch keine Bewertungen
- 1Dokument27 Seiten1saranyakathiravanNoch keine Bewertungen
- CNC MachineDokument70 SeitenCNC Machinejacky hansdah100% (1)
- CNC Ipme 710Dokument73 SeitenCNC Ipme 710vajram1Noch keine Bewertungen
- Industrial VisitDokument7 SeitenIndustrial VisitKandula KrishnarjunNoch keine Bewertungen
- CNC NoteDokument7 SeitenCNC Note21UME003 TUSHAR DEBNoch keine Bewertungen
- NC and CNC MachinesDokument25 SeitenNC and CNC MachinesSabiha Hajdarbegović-HafizovićNoch keine Bewertungen
- Computer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentDokument43 SeitenComputer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentSreedhar PugalendhiNoch keine Bewertungen
- CNC Turning CentreDokument10 SeitenCNC Turning CentreArun100% (1)
- CNC AssemblyDokument9 SeitenCNC AssemblyAnjana_EdathadanNoch keine Bewertungen
- Lecture Notes On CNCDokument125 SeitenLecture Notes On CNCniteen_mulmule48580% (5)
- CNC Part ProgrammingDokument40 SeitenCNC Part ProgrammingmsshahenterNoch keine Bewertungen
- CNC Part ProgrammingDokument53 SeitenCNC Part ProgrammingmsshahenterNoch keine Bewertungen
- Study of Operational Concepts Of: Conventional and CNC Machines - Lathe & MillingDokument38 SeitenStudy of Operational Concepts Of: Conventional and CNC Machines - Lathe & MillingUpender DhullNoch keine Bewertungen
- CNC Lathe Machine ProjectDokument8 SeitenCNC Lathe Machine ProjectNisar Hussain67% (3)
- The DIY Smart Saw - Desktop Version - Expanding Your DIY Desktop CNC MachineDokument11 SeitenThe DIY Smart Saw - Desktop Version - Expanding Your DIY Desktop CNC MachineEduardo Hassin RodriguesNoch keine Bewertungen
- CNC Turning Centre ManualDokument14 SeitenCNC Turning Centre ManualranjithkrajNoch keine Bewertungen
- CNC Lab ReportDokument5 SeitenCNC Lab ReportMuhammad SanaNoch keine Bewertungen
- Introduction To CNC LatheDokument18 SeitenIntroduction To CNC Lathebest4reverNoch keine Bewertungen
- Universal 3 Motor Drilling MachineDokument6 SeitenUniversal 3 Motor Drilling MachineMectrosoft Creative technologyNoch keine Bewertungen
- Unit - Iv Introduction and Concepts of NC/ CNC MachineDokument15 SeitenUnit - Iv Introduction and Concepts of NC/ CNC MachineAbhi RamNoch keine Bewertungen
- Ace PPT InternshipDokument23 SeitenAce PPT InternshipLatha Devaraj100% (1)
- CNC ManualDokument49 SeitenCNC ManualThiagarajan VenugopalNoch keine Bewertungen
- G J U S T S M e D M LDokument4 SeitenG J U S T S M e D M LZlo6Noch keine Bewertungen
- Explain Following Operations On Lathe With Suitable SketchDokument8 SeitenExplain Following Operations On Lathe With Suitable SketchrajathNoch keine Bewertungen
- G-Code Machine ToolDokument6 SeitenG-Code Machine Toolyeng botzNoch keine Bewertungen
- Hari Om Summer Training PPT CNCDokument44 SeitenHari Om Summer Training PPT CNCAbhay TiwariNoch keine Bewertungen
- CNCDokument76 SeitenCNCAlexandru Precup100% (1)
- How To Build A CNC Milling MachineDokument12 SeitenHow To Build A CNC Milling MachineScott Campbell100% (3)
- CNC PCB Drilling Machine Using Novel Natural Approach To Euclidean TSPDokument6 SeitenCNC PCB Drilling Machine Using Novel Natural Approach To Euclidean TSPIrina AtudoreiNoch keine Bewertungen
- CNC CimDokument16 SeitenCNC CimAbdulhmeed MutalatNoch keine Bewertungen
- Writing CNC Machine 15ME55PDokument16 SeitenWriting CNC Machine 15ME55Parun mNoch keine Bewertungen
- Nagel PLC Upgradtion ProjectDokument35 SeitenNagel PLC Upgradtion Projectnarendramaharana39Noch keine Bewertungen
- Introduction To SectionsDokument10 SeitenIntroduction To Sectionssuresh100% (1)
- Numerical ControlDokument36 SeitenNumerical ControlsaishvNoch keine Bewertungen
- Design Analysis Manufacturing of Disc Brake IJERTV10IS060173Dokument10 SeitenDesign Analysis Manufacturing of Disc Brake IJERTV10IS060173Romiel CaballeroNoch keine Bewertungen
- CNC Plotter MachineDokument34 SeitenCNC Plotter MachineDishant PatelNoch keine Bewertungen
- Heavy Industries Taxila: Internship ReportDokument31 SeitenHeavy Industries Taxila: Internship ReportAnonymous gbP4kU5w3Noch keine Bewertungen
- CNCDokument36 SeitenCNCGokulraju RangasamyNoch keine Bewertungen
- CNC MillingDokument18 SeitenCNC MillingShegs Jefferson JosephNoch keine Bewertungen
- Design and Fabrication of 3-Axis CNC Milling Machine: AbstractDokument5 SeitenDesign and Fabrication of 3-Axis CNC Milling Machine: AbstractMohammedsaleemNoch keine Bewertungen
- 1.0 Introduction of CNC Turning MachineDokument9 Seiten1.0 Introduction of CNC Turning Machineeizhar50% (4)
- AbhayDokument23 SeitenAbhayAshish KumarNoch keine Bewertungen
- CNC Section:-: High End Prosthesis Shop MachinesDokument12 SeitenCNC Section:-: High End Prosthesis Shop MachinesRishabh PandeyNoch keine Bewertungen
- CNC Machines-1Dokument79 SeitenCNC Machines-1LAVNIMESH AGNIHOTRINoch keine Bewertungen
- Documentation CNC Drawing MachineDokument16 SeitenDocumentation CNC Drawing MachineWilson Walas LlanqmNoch keine Bewertungen
- 4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010Dokument5 Seiten4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010vipraNoch keine Bewertungen
- Computer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdiDokument36 SeitenComputer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdinenadNoch keine Bewertungen
- Classification of CNC MachineDokument11 SeitenClassification of CNC Machineaqtu12fuc81% (16)
- SMT Placement EquipmentDokument4 SeitenSMT Placement EquipmentAjayChandrakarNoch keine Bewertungen
- Note CNC Milling Machine 2Dokument10 SeitenNote CNC Milling Machine 2Syafi NafisNoch keine Bewertungen
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Dokument145 Seiten01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopVon EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopBewertung: 5 von 5 Sternen5/5 (3)
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Von EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Bewertung: 5 von 5 Sternen5/5 (1)
- Planar Linkage Synthesis: A modern CAD based approachVon EverandPlanar Linkage Synthesis: A modern CAD based approachNoch keine Bewertungen
- 2 Suku - Mar o Automatic PDFDokument4 Seiten2 Suku - Mar o Automatic PDFsuraj dhulannavarNoch keine Bewertungen
- (IJCST-V4I4P3) :reema Patel, A.N.Shewale, C.S.PatilDokument3 Seiten(IJCST-V4I4P3) :reema Patel, A.N.Shewale, C.S.PatilEighthSenseGroupNoch keine Bewertungen
- 03 e Pipetube en WebDokument18 Seiten03 e Pipetube en Websuraj dhulannavarNoch keine Bewertungen
- Wind Driven Mobile Charging of Automobile BatteryDokument7 SeitenWind Driven Mobile Charging of Automobile Batterysuraj dhulannavarNoch keine Bewertungen
- 199 Iphv7i3008xDokument7 Seiten199 Iphv7i3008xsuraj dhulannavarNoch keine Bewertungen
- Analysis of Vibration Damping in Machine ToolsDokument6 SeitenAnalysis of Vibration Damping in Machine Toolssuraj dhulannavarNoch keine Bewertungen
- E RationingDokument3 SeitenE Rationingsuraj dhulannavarNoch keine Bewertungen
- 44 Tapsa Mech 006Dokument9 Seiten44 Tapsa Mech 006suraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A1: Designed By: DateDokument1 Seite1:1 XXX A1: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A4: Designed By: DateDokument1 Seite1:1 XXX A4: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A1: Toshavi PCDokument1 Seite1:1 XXX A1: Toshavi PCsuraj dhulannavarNoch keine Bewertungen
- 55Dokument3 Seiten55md junuNoch keine Bewertungen
- Visvesvaraya Technological University BelgaumDokument2 SeitenVisvesvaraya Technological University Belgaumsuraj dhulannavarNoch keine Bewertungen
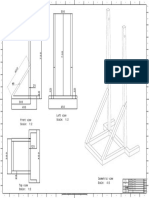
- Left View Scale: 1:2: 1:1 XXX A0Dokument1 SeiteLeft View Scale: 1:2: 1:1 XXX A0suraj dhulannavarNoch keine Bewertungen
- D e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N eDokument13 SeitenD e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N esuraj dhulannavarNoch keine Bewertungen
- FrameDokument1 SeiteFramesuraj dhulannavarNoch keine Bewertungen
- 5Dokument4 Seiten5suraj dhulannavarNoch keine Bewertungen
- 437NDokument8 Seiten437Nsuraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A4: Designed By: DateDokument1 Seite1:1 XXX A4: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- FrameDokument1 SeiteFramesuraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A1: Toshavi 5/3/2016Dokument1 Seite1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarNoch keine Bewertungen
- FrameDokument1 SeiteFramesuraj dhulannavarNoch keine Bewertungen
- M.H.Saboo Siddik PolytechnicDokument5 SeitenM.H.Saboo Siddik Polytechnicsuraj dhulannavarNoch keine Bewertungen
- Dam Shutter Control Using Servo MotorDokument3 SeitenDam Shutter Control Using Servo MotorkarthikNoch keine Bewertungen
- Dam Shutter Control Using Servo MotorDokument3 SeitenDam Shutter Control Using Servo MotorkarthikNoch keine Bewertungen
- MSHDokument20 SeitenMSHsuraj dhulannavar100% (1)
- 1:1 XXX A1: Designed By: DateDokument1 Seite1:1 XXX A1: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A1: Toshavi 5/3/2016Dokument1 Seite1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarNoch keine Bewertungen
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDokument17 SeitenWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarNoch keine Bewertungen
- Square Hole Drilling MachineDokument4 SeitenSquare Hole Drilling Machineedisonmech_erfNoch keine Bewertungen
- Belden InfinityDokument1 SeiteBelden InfinityHenry Avilés ChongNoch keine Bewertungen
- Shallow Junctions SlidesDokument29 SeitenShallow Junctions SlidesGyanaranjan NayakNoch keine Bewertungen
- Simocode Pro System Manual 6316050-22DS01 - 060406Dokument504 SeitenSimocode Pro System Manual 6316050-22DS01 - 060406sdsmith1972Noch keine Bewertungen
- RC820 (2E RELAY) Instruction Manual: ToshibaDokument25 SeitenRC820 (2E RELAY) Instruction Manual: Toshibaiam_sutat5147Noch keine Bewertungen
- NER NER: Cable Duct To Electrical BuildingDokument1 SeiteNER NER: Cable Duct To Electrical Buildingsartaj100% (1)
- Vol3-11 Miscellaneous ElectricalDokument20 SeitenVol3-11 Miscellaneous Electricalmuhamad.badar9285Noch keine Bewertungen
- Jackson 1.6 Homework Problem SolutionDokument4 SeitenJackson 1.6 Homework Problem SolutionSukhmander SinghNoch keine Bewertungen
- Ese 570 Mos Inverters: Static CharacteristicsDokument42 SeitenEse 570 Mos Inverters: Static CharacteristicsVipul MistryNoch keine Bewertungen
- Project Report: Fire Alarm: Atharv ShenoyDokument8 SeitenProject Report: Fire Alarm: Atharv ShenoyAtharv ShenoyNoch keine Bewertungen
- Transient Analysis of AC CircuitsDokument49 SeitenTransient Analysis of AC Circuitsasim_ali82Noch keine Bewertungen
- Codigos Falla Transmision Freighlitner PDFDokument3 SeitenCodigos Falla Transmision Freighlitner PDFJoaquin mejiaNoch keine Bewertungen
- BTS 410 E2 Fonte CDMDokument16 SeitenBTS 410 E2 Fonte CDMPaulo SilvaNoch keine Bewertungen
- Digital Clock and CalenderDokument124 SeitenDigital Clock and Calenderezerobert56_86874258Noch keine Bewertungen
- Benning It 120 B 044102 User ManualDokument80 SeitenBenning It 120 B 044102 User ManualAdyNoch keine Bewertungen
- Lab 1Dokument7 SeitenLab 1Felipe Dias100% (1)
- PSS Lab (18EEL76) - Lab - Exam - QPDokument4 SeitenPSS Lab (18EEL76) - Lab - Exam - QPkurdso kurizNoch keine Bewertungen
- Villa Endos AC-ACP - Service ManualDokument122 SeitenVilla Endos AC-ACP - Service ManualIM67% (3)
- Electric Circuit Chapter 7 PDFDokument52 SeitenElectric Circuit Chapter 7 PDFasdy811224Noch keine Bewertungen
- 6d KEP Technology UpdateDokument4 Seiten6d KEP Technology UpdatecuongckNoch keine Bewertungen
- Class 10 - Cbse - Sample Question Paper - PhysicsDokument7 SeitenClass 10 - Cbse - Sample Question Paper - PhysicsSTUDENTS DREAM BOX - CBSENoch keine Bewertungen
- Introduction To DCS ABB 800XADokument52 SeitenIntroduction To DCS ABB 800XAsrbehera198786% (7)
- The Phasor Transform and Impedance: 1. ObjectiveDokument4 SeitenThe Phasor Transform and Impedance: 1. ObjectivejbusowiczNoch keine Bewertungen
- Algorithm For Detecting Earth-FaultsDokument8 SeitenAlgorithm For Detecting Earth-FaultsAkash VermaNoch keine Bewertungen
- E5906 Wk08c01Dokument2 SeitenE5906 Wk08c01ardossantosNoch keine Bewertungen
- MAGNETIC LEVITATION TRAINS (SeminarDokument19 SeitenMAGNETIC LEVITATION TRAINS (SeminarTejas KadamNoch keine Bewertungen
- CAN HandoutDokument16 SeitenCAN HandoutJaffer HussainNoch keine Bewertungen
- How To Reduce EMI in Switching Power SuppliesDokument3 SeitenHow To Reduce EMI in Switching Power SuppliesHavandinhNoch keine Bewertungen
- Dbss - HSDD - Startup Routine: Field Component ManualDokument25 SeitenDbss - HSDD - Startup Routine: Field Component ManualМихаил100% (1)
- Ee6801 EegucDokument6 SeitenEe6801 EegucNirmal RajendranNoch keine Bewertungen