Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Garuda UdyogDokument6 SeitenGaruda UdyogAbrar AhmedNoch keine Bewertungen
- Water Supply Hand BookDokument102 SeitenWater Supply Hand Booksrekha11100% (8)
- Retail ManagementDokument1 SeiteRetail ManagementAbrar AhmedNoch keine Bewertungen
- Project ManagementDokument1 SeiteProject ManagementAbrar AhmedNoch keine Bewertungen
- Entrepreneurial FinanceDokument3 SeitenEntrepreneurial FinanceAbrar AhmedNoch keine Bewertungen
- High Performance OrganisationDokument1 SeiteHigh Performance OrganisationAbrar AhmedNoch keine Bewertungen
- Business Strategy ImplementationDokument1 SeiteBusiness Strategy ImplementationAbrar AhmedNoch keine Bewertungen
- Integrated Marketing CommunicationDokument2 SeitenIntegrated Marketing CommunicationAbrar AhmedNoch keine Bewertungen
- Strategic Brand ManagementDokument1 SeiteStrategic Brand ManagementAbrar AhmedNoch keine Bewertungen
- Talent ManagementDokument1 SeiteTalent ManagementAbrar AhmedNoch keine Bewertungen
- Six SigmaDokument1 SeiteSix SigmaAbrar AhmedNoch keine Bewertungen
- Croporate Governance and Business EthicDokument2 SeitenCroporate Governance and Business EthicAbrar AhmedNoch keine Bewertungen
- Mergers & Acquisitions-QP1 PDFDokument1 SeiteMergers & Acquisitions-QP1 PDFAbrar AhmedNoch keine Bewertungen
- Business Strategy ItmplementationDokument1 SeiteBusiness Strategy ItmplementationAbrar AhmedNoch keine Bewertungen
- Talent ManagementDokument1 SeiteTalent ManagementAbrar AhmedNoch keine Bewertungen
- Mergers & Acquisitions-QP1Dokument1 SeiteMergers & Acquisitions-QP1Abrar AhmedNoch keine Bewertungen
- Negotiation SkillsDokument1 SeiteNegotiation SkillsAbrar AhmedNoch keine Bewertungen
- Leadership & Change ManagementDokument2 SeitenLeadership & Change ManagementAbrar AhmedNoch keine Bewertungen
- Business Strategy ImplementationDokument1 SeiteBusiness Strategy ImplementationAbrar AhmedNoch keine Bewertungen
- Corporate Governance & Business EthicsDokument2 SeitenCorporate Governance & Business EthicsAbrar AhmedNoch keine Bewertungen
- Presence and Impact of Private Label BraDokument12 SeitenPresence and Impact of Private Label BraAbrar AhmedNoch keine Bewertungen
- Hem ChandarDokument20 SeitenHem ChandarAbrar AhmedNoch keine Bewertungen
- Marketing ManagementDokument1 SeiteMarketing ManagementAbrar AhmedNoch keine Bewertungen
- Project ManagementDokument1 SeiteProject ManagementAbrar AhmedNoch keine Bewertungen
- Data WarehousingDokument1 SeiteData WarehousingAbrar AhmedNoch keine Bewertungen
- Study Derivatives Trading GuideDokument13 SeitenStudy Derivatives Trading GuideAbrar Ahmed100% (2)
- Course Overview - Industry Analysis - MPE16Dokument12 SeitenCourse Overview - Industry Analysis - MPE16Abrar AhmedNoch keine Bewertungen
- Study Derivatives Trading GuideDokument13 SeitenStudy Derivatives Trading GuideAbrar Ahmed100% (2)
- Assignment 1Dokument26 SeitenAssignment 1Abrar AhmedNoch keine Bewertungen
- PERT Project Planning & Critical Path AnalysisDokument9 SeitenPERT Project Planning & Critical Path AnalysisfsirfanNoch keine Bewertungen
- Course Overview - Industry Analysis - MPE16Dokument12 SeitenCourse Overview - Industry Analysis - MPE16Abrar AhmedNoch keine Bewertungen
- Transformation of Vernacular Houses in Coastal Andhra PradeshDokument17 SeitenTransformation of Vernacular Houses in Coastal Andhra PradeshRachit AgarwalNoch keine Bewertungen
- 04.new Liquid Overflow Handling System To Prevent Process Tank FiresDokument14 Seiten04.new Liquid Overflow Handling System To Prevent Process Tank FiresHerry SuhartomoNoch keine Bewertungen
- Engineering Manager JD IHCCDokument3 SeitenEngineering Manager JD IHCCDomie Neil Bucag SalasNoch keine Bewertungen
- Experiment 6 Forces in A Roof TrussDokument5 SeitenExperiment 6 Forces in A Roof Trusshafiey89Noch keine Bewertungen
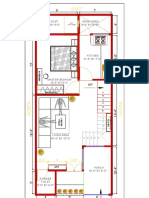
- Architectural floor plan layout and dimensionsDokument1 SeiteArchitectural floor plan layout and dimensionsBhavesh SarsiyaNoch keine Bewertungen
- Alma Phase 2 Community Facilities: 16-084 FFE SpecificationDokument21 SeitenAlma Phase 2 Community Facilities: 16-084 FFE Specificationjoe whiteNoch keine Bewertungen
- Modified Guidelines For Geopolymer Concrete Mix Design Using Indian StandardDokument13 SeitenModified Guidelines For Geopolymer Concrete Mix Design Using Indian StandardDl Divakar LNoch keine Bewertungen
- Cep (2018 Ge 11,31)Dokument12 SeitenCep (2018 Ge 11,31)Muhammad Zaka EmadNoch keine Bewertungen
- NTRBTDokument12 SeitenNTRBTRanjanDsNoch keine Bewertungen
- Ceiling Support System and CeilingsDokument24 SeitenCeiling Support System and CeilingsRoland CepedaNoch keine Bewertungen
- Catalogo de Partes NT855 - C280 PDFDokument37 SeitenCatalogo de Partes NT855 - C280 PDFCrespo JorgeNoch keine Bewertungen
- MNHL Engineering ServicesDokument50 SeitenMNHL Engineering ServicesYanz DomingoNoch keine Bewertungen
- A990 PDFDokument6 SeitenA990 PDFilknur karaNoch keine Bewertungen
- Guidelines For Plan Check and Permit Requirements For Solar Energy SystemsDokument9 SeitenGuidelines For Plan Check and Permit Requirements For Solar Energy SystemsRPantelNoch keine Bewertungen
- Examining The Evolution of Jaipur S ArchDokument13 SeitenExamining The Evolution of Jaipur S ArchSham ParitNoch keine Bewertungen
- Torrent Pumps: Deep Well Vertical Turbine Pumps 1/2Dokument1 SeiteTorrent Pumps: Deep Well Vertical Turbine Pumps 1/2g1ann1sNoch keine Bewertungen
- GFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersDokument5 SeitenGFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersfaridunNoch keine Bewertungen
- RBX1 Assembly Hardware V1.0Dokument10 SeitenRBX1 Assembly Hardware V1.0Mohamed ReGaiegNoch keine Bewertungen
- Prevention, Fishing and Casing Repair - Jim Short - Part 2Dokument249 SeitenPrevention, Fishing and Casing Repair - Jim Short - Part 2MitsúMilagrosToroSayasNoch keine Bewertungen
- Steel Column Buckling Axial and Transverse LoadingDokument31 SeitenSteel Column Buckling Axial and Transverse LoadingTor GrimlundNoch keine Bewertungen
- Buttress DamDokument65 SeitenButtress DamAF.RISHARD FAIS77% (13)
- Mod 1Dokument18 SeitenMod 1Zac IriberriNoch keine Bewertungen
- Lg933 Wheel Loader Parts Catalog: Shandong Lingong Construction Machinery Co.,LtdDokument147 SeitenLg933 Wheel Loader Parts Catalog: Shandong Lingong Construction Machinery Co.,LtdЭрнест БекировNoch keine Bewertungen
- SEISMIC ISOLATORSDokument16 SeitenSEISMIC ISOLATORSWillygan PmNoch keine Bewertungen
- Plumbing Review: DAY 1: 29 May 2016 Danilo V. RavinaDokument93 SeitenPlumbing Review: DAY 1: 29 May 2016 Danilo V. RavinaELArChick100% (2)
- Pages From Hydril 521Dokument1 SeitePages From Hydril 521Fabian Romero BecerraNoch keine Bewertungen
- CK Jet Diffuser Technical SpecificationDokument4 SeitenCK Jet Diffuser Technical SpecificationJf OngNoch keine Bewertungen
- Engineering Geological Practice in Hong Kong Vol1Dokument155 SeitenEngineering Geological Practice in Hong Kong Vol1Nguyen Thanh BinhNoch keine Bewertungen
- Friction Stir Welding ENHANCEMENT SEMINAR Friction Stir WeldingDokument66 SeitenFriction Stir Welding ENHANCEMENT SEMINAR Friction Stir Weldingrobertalha100% (1)