Das könnte Ihnen auch gefallen
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEVon EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENoch keine Bewertungen
- Procedimento Aferição de MaquinasDokument10 SeitenProcedimento Aferição de Maquinasandre67% (3)
- CDS - Controle de Desempenho de SoldadoresDokument4 SeitenCDS - Controle de Desempenho de SoldadoresEder Silveira Del MestreNoch keine Bewertungen
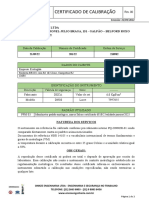
- Form. IO-CQ-204-1 Rev. 00 - Relatório de Calibração de Máquinas de SoldaDokument1 SeiteForm. IO-CQ-204-1 Rev. 00 - Relatório de Calibração de Máquinas de SoldaValterMauricio100% (2)
- IT OP 050 Procedimento Realização de Calibração de Maquina de Solda Revisão 1Dokument3 SeitenIT OP 050 Procedimento Realização de Calibração de Maquina de Solda Revisão 1Sandro Lucciano100% (1)
- Eps, RQP, RQS, IeisDokument9 SeitenEps, RQP, RQS, IeisVitor Olivetti100% (1)
- 430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorDokument2 Seiten430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorNubia MaitanaNoch keine Bewertungen
- NBR 12240 00 Materiais Metalicos Calibracao e Classificacao de Instrumentos de Medicao de Torque 8pag PDFDokument8 SeitenNBR 12240 00 Materiais Metalicos Calibracao e Classificacao de Instrumentos de Medicao de Torque 8pag PDFrogersampaiocostaNoch keine Bewertungen
- Abnt NBR 15824 - Medição de EspessuraDokument10 SeitenAbnt NBR 15824 - Medição de EspessuramlbpreditivaNoch keine Bewertungen
- Formulario Pintura - Cone 01-21-01-2019Dokument1 SeiteFormulario Pintura - Cone 01-21-01-2019FelipeSantiago50% (2)
- Calibração de Máquinas de SoldaDokument4 SeitenCalibração de Máquinas de SoldaJean Paulo Salvati100% (2)
- PR-SOL-EPM-002 - Procedimento de Calibração de Máquina de Solda - 00Dokument4 SeitenPR-SOL-EPM-002 - Procedimento de Calibração de Máquina de Solda - 00Vivanildo SantosNoch keine Bewertungen
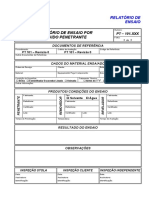
- IT Q 09 005 - Anexo 1 - Relatório de Ensaio de Líquido PenetranteDokument12 SeitenIT Q 09 005 - Anexo 1 - Relatório de Ensaio de Líquido PenetrantekleissonNoch keine Bewertungen
- RQ 028 - Modelo Relatório de Ensaio Visual de Solda - Rev.0Dokument2 SeitenRQ 028 - Modelo Relatório de Ensaio Visual de Solda - Rev.0alexsandro_dias_1100% (2)
- Pit - Bunge Es 2019-2020Dokument21 SeitenPit - Bunge Es 2019-2020alexsandro_dias_1100% (1)
- PCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Dokument35 SeitenPCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Victor Fonseca100% (1)
- PR-BC-CM-007 Rev.00 - Calibração de Maquina de Solda e Cochicho OkDokument8 SeitenPR-BC-CM-007 Rev.00 - Calibração de Maquina de Solda e Cochicho OkIvan Nobrega100% (1)
- Rqps 002 - Ai - Tig+EletrodoDokument2 SeitenRqps 002 - Ai - Tig+EletrodoWenderson Oliveira100% (1)
- 1.05.0 Relatório DimensionalDokument1 Seite1.05.0 Relatório DimensionalSidnei Rodrigues100% (1)
- Controle de Desempenho de Soldadores (Calcular)Dokument1 SeiteControle de Desempenho de Soldadores (Calcular)FerreiraCursos100% (1)
- Databook Digital Série 16 02573 e 16 02574Dokument44 SeitenDatabook Digital Série 16 02573 e 16 02574vieiralucioNoch keine Bewertungen
- ABNT NBR 14842-2015 - Soldagem e Critérios para Qualificação de InspetoresDokument22 SeitenABNT NBR 14842-2015 - Soldagem e Critérios para Qualificação de InspetoresMauricio Ferreira100% (3)
- Modelo PIT GAVETA 2Dokument1 SeiteModelo PIT GAVETA 2thiagorep17100% (2)
- Recebimento (DIMENSIONAL)Dokument1 SeiteRecebimento (DIMENSIONAL)Enio Barbosa50% (2)
- Pit GeralDokument2 SeitenPit GeralGuilherme Reis100% (2)
- Procedimento Simplificado - Teste de Estanqueidade em TanquesDokument5 SeitenProcedimento Simplificado - Teste de Estanqueidade em Tanquesmauferes100% (1)
- CQS 2Dokument1 SeiteCQS 2Diogenes AmaralNoch keine Bewertungen
- Especificação de Procedimento de Soldagem - SENAIDokument1 SeiteEspecificação de Procedimento de Soldagem - SENAIBreno PimentaNoch keine Bewertungen
- Certificado Teste HidrostaticoDokument4 SeitenCertificado Teste HidrostaticoAlcir GrohmannNoch keine Bewertungen
- Abnt - NBR 11003 - Determinacao de Aderencia de TintasDokument7 SeitenAbnt - NBR 11003 - Determinacao de Aderencia de TintasGustavo Moreira100% (2)
- PE-Q-600 Padrao PIT Plano Inspecao Testes Rev 2Dokument3 SeitenPE-Q-600 Padrao PIT Plano Inspecao Testes Rev 2Daniel Ferreira75% (4)
- Relatório de Torque HydratightDokument1 SeiteRelatório de Torque HydratightNeilton Batista Gomes100% (1)
- PR-E-261 Procedimento Inspecao Soldas Rev 2Dokument11 SeitenPR-E-261 Procedimento Inspecao Soldas Rev 2Claudenir Alves SilvaNoch keine Bewertungen
- Manual de TorqueDokument25 SeitenManual de TorqueNeilton Noblat50% (2)
- Resumo-ABNT - NBR 14105Dokument21 SeitenResumo-ABNT - NBR 14105Leila RibeiroNoch keine Bewertungen
- Elaboração de RQPS - EPSDokument26 SeitenElaboração de RQPS - EPSCesar Augusto100% (1)
- Modelo Relatorio E.V.SDokument1 SeiteModelo Relatorio E.V.SMotta H DavidNoch keine Bewertungen
- N-293 Contec: Rev. G 01 / 2011Dokument34 SeitenN-293 Contec: Rev. G 01 / 2011Fernando GavaNoch keine Bewertungen
- Roteiro para Databook de EquipamentoDokument1 SeiteRoteiro para Databook de EquipamentojdfaveriNoch keine Bewertungen
- IT OP 049 Procedimento Realização de Calibração de Estufa PortatilDokument4 SeitenIT OP 049 Procedimento Realização de Calibração de Estufa PortatilSandro LuccianoNoch keine Bewertungen
- Relatorio LP ModeloDokument1 SeiteRelatorio LP Modelohenreng100% (1)
- Mapeamento de Juntas Soldadas SimplificadoDokument1 SeiteMapeamento de Juntas Soldadas SimplificadoSidnei Rodrigues0% (1)
- Certificado de Calibração de Medidor de VazãoDokument2 SeitenCertificado de Calibração de Medidor de VazãoEllen DiasNoch keine Bewertungen
- Plano de Inspeção e Testes - Disjuntor HV PDFDokument3 SeitenPlano de Inspeção e Testes - Disjuntor HV PDFRodrigo Jacy Monteiro MartinsNoch keine Bewertungen
- Mod. Relatório DimensionalDokument1 SeiteMod. Relatório DimensionalWanderson DomingosNoch keine Bewertungen
- N 0120 PDFDokument16 SeitenN 0120 PDFestradeiro0% (1)
- Relatório de Medição de Espessura FT 445048101ADokument1 SeiteRelatório de Medição de Espessura FT 445048101Acarlosmilfont100% (2)
- Especificação de Procedimento de SoldagemDokument2 SeitenEspecificação de Procedimento de SoldagemAlex Kosiak Pereira0% (1)
- Critério de Aceitação ASME VIII Div. 1 Ap.8Dokument2 SeitenCritério de Aceitação ASME VIII Div. 1 Ap.8Leandro Crisostomo100% (1)
- TESTE HIDROESTATICO Com RelatorioDokument3 SeitenTESTE HIDROESTATICO Com RelatorioJefferson BelesNoch keine Bewertungen
- Líquido PenetranteDokument3 SeitenLíquido PenetranteEfrainfrNoch keine Bewertungen
- Abnt NBR NM 334 2012Dokument1 SeiteAbnt NBR NM 334 2012Paulo0% (1)
- Modelo de Relatório de TorqueDokument1 SeiteModelo de Relatório de TorqueEder Silveira Del Mestre100% (1)
- Escopo de Inspeção de UsinasDokument11 SeitenEscopo de Inspeção de UsinasCarl Miller100% (1)
- Procedimento de Expansão de Tubos de Caldeiras - TpsDokument10 SeitenProcedimento de Expansão de Tubos de Caldeiras - TpsTiago Pisquiotini100% (1)
- 02 - Certificado Calibração PSV ECOLOGIKADokument2 Seiten02 - Certificado Calibração PSV ECOLOGIKAMarcio Perroni100% (1)
- Asme - Ix PortuguesDokument151 SeitenAsme - Ix PortuguesWigand Junior100% (5)
- Detecção de Radiação TermicaDokument5 SeitenDetecção de Radiação TermicajoseNoch keine Bewertungen
- Lista2 Temp Estatica Dinamica ARTHUR E LUIZDokument7 SeitenLista2 Temp Estatica Dinamica ARTHUR E LUIZArthur VNoch keine Bewertungen
- Procedimentos de Manutenção Baixa Tensão Rev01Dokument8 SeitenProcedimentos de Manutenção Baixa Tensão Rev01novato novo (O NOVATO)Noch keine Bewertungen
- VolksDokument123 SeitenVolksJose Lopes50% (2)
- NT 2016 002 v1.20Dokument55 SeitenNT 2016 002 v1.20Phillipi GiobiniNoch keine Bewertungen
- Access VBA PDFDokument151 SeitenAccess VBA PDFleohabreu43% (7)
- NR 12 Anexo 01 Distâncias de SegurançaDokument5 SeitenNR 12 Anexo 01 Distâncias de SegurançaRafaelNoch keine Bewertungen
- SONY+KLV-26 32 40 46S300A 32 40 46S301A+Ver.+1.1+ (BR) +LCD PDFDokument97 SeitenSONY+KLV-26 32 40 46S300A 32 40 46S301A+Ver.+1.1+ (BR) +LCD PDFSalvadorRodriguesNoch keine Bewertungen
- Tabela de Pressão de Bombas de Combustível AutomotivaDokument38 SeitenTabela de Pressão de Bombas de Combustível AutomotivaRenan Almeida77% (177)
- Entrevista - Luiz Carlos Chichierchio - Arcoweb PDFDokument7 SeitenEntrevista - Luiz Carlos Chichierchio - Arcoweb PDFCarolina Abrahão AlvesNoch keine Bewertungen
- GFGFGFGFDokument4 SeitenGFGFGFGFBrunoAmorimNoch keine Bewertungen
- Retenção ISSDokument2 SeitenRetenção ISSAnderson NavarroNoch keine Bewertungen
- Consultas SQLDokument3 SeitenConsultas SQLsergiorajoNoch keine Bewertungen
- Trabalho Matrizes Sis - LinearesDokument31 SeitenTrabalho Matrizes Sis - LinearesAlessandro OliveiraNoch keine Bewertungen
- Belarmino - Felix - CV AtualizadoDokument4 SeitenBelarmino - Felix - CV AtualizadoBelarmino DéboraNoch keine Bewertungen
- Catalogo de ServiçosDokument8 SeitenCatalogo de ServiçosMAFS0504Noch keine Bewertungen
- Piscinas Passo A PassoDokument3 SeitenPiscinas Passo A PassoSérgioFortalezaNoch keine Bewertungen
- Curso para Cantar Igual o DababyDokument6 SeitenCurso para Cantar Igual o Dababycliente pcwd100% (1)
- Tecnicas Audiovisuais (Unlocked by WWW - Freemypdf.com)Dokument56 SeitenTecnicas Audiovisuais (Unlocked by WWW - Freemypdf.com)Adriano TeixeiraNoch keine Bewertungen
- Perguntas Frequentes SNGPC Versao PublicacaoDokument19 SeitenPerguntas Frequentes SNGPC Versao PublicacaoGenfibrozilaNoch keine Bewertungen
- Ebook - Guia Definitivo Do Airbnb 2020Dokument30 SeitenEbook - Guia Definitivo Do Airbnb 2020Eli Araujo50% (2)
- R07 - Manual Compactador CS 73 StarkDokument40 SeitenR07 - Manual Compactador CS 73 Starkgodoi123Noch keine Bewertungen
- Atividade Projeto Integrador I - RS-20212-TST-M1-UC13-..Dokument2 SeitenAtividade Projeto Integrador I - RS-20212-TST-M1-UC13-..QUIRINOS LIVROS29% (7)
- Design ThinkingDokument31 SeitenDesign ThinkingAndreia86% (7)
- Quimica 1° AnoDokument7 SeitenQuimica 1° AnoJoão Filho100% (3)
- Delphi Catalogo Climatização e Arrefecimento 2013 - 2014 PDFDokument105 SeitenDelphi Catalogo Climatização e Arrefecimento 2013 - 2014 PDFLEODECIO BELO DE OLIVEIRA100% (3)
- Dimensionamento de Coletor Solar - Atividade 1Dokument5 SeitenDimensionamento de Coletor Solar - Atividade 1Francisco Matheus Braga Alves Pinto UFCNoch keine Bewertungen
- Monteiro Tese Conf 2000Dokument207 SeitenMonteiro Tese Conf 2000José LuizNoch keine Bewertungen
- COM - BT - Atualizacao Na Validacao Dos Campos A1 - CGC e A2 - CGC - URU - TPOBOT PDFDokument4 SeitenCOM - BT - Atualizacao Na Validacao Dos Campos A1 - CGC e A2 - CGC - URU - TPOBOT PDFelioleiteNoch keine Bewertungen
- Agente AdministrativoDokument16 SeitenAgente AdministrativoEuro AzevêdoNoch keine Bewertungen
- Portfólio Curso AdministraçãoDokument13 SeitenPortfólio Curso AdministraçãoAnonymous nulUMfxmNoch keine Bewertungen
- Introducao Web Services PDFDokument39 SeitenIntroducao Web Services PDFAndreiaNoch keine Bewertungen
- 2000.07.29 - Quatro Mortos e Uma Gravemente Ferida - Estado de MinasDokument1 Seite2000.07.29 - Quatro Mortos e Uma Gravemente Ferida - Estado de Minasluciomario0% (1)