Das könnte Ihnen auch gefallen
- D JetronicDokument20 SeitenD Jetronicapi-3850227100% (4)
- The V8 Engine For McLaren's New MP4-12CDokument6 SeitenThe V8 Engine For McLaren's New MP4-12Cddi11Noch keine Bewertungen
- 1100 Buggy Service ManualDokument54 Seiten1100 Buggy Service Manualferran_alfonsoNoch keine Bewertungen
- ChryslerDokument5 SeitenChryslerLeti HanajNoch keine Bewertungen
- Naca TR 189Dokument19 SeitenNaca TR 189SrinathReddyNoch keine Bewertungen
- Most Complete List For Chevy Check Engine Light CodesDokument14 SeitenMost Complete List For Chevy Check Engine Light CodesMassango J JuniorNoch keine Bewertungen
- Nissan Frontier Service Manual ClutchDokument15 SeitenNissan Frontier Service Manual ClutchDaniel AguirreNoch keine Bewertungen
- Vehicle To Transmission Index: AcuraDokument74 SeitenVehicle To Transmission Index: AcuraEduardo Alvarez HuizaNoch keine Bewertungen
- Product Layout of MarutiDokument16 SeitenProduct Layout of MarutiJagmohan Bisht75% (4)
- Pakistan Automobile IndustryDokument22 SeitenPakistan Automobile IndustryTanvir Aslam67% (3)
- Manufacturing of Disc Couplings 2Dokument56 SeitenManufacturing of Disc Couplings 2uzumakhinarutoNoch keine Bewertungen
- MCP 290 00073 0n ProductDokument26 SeitenMCP 290 00073 0n ProductflaviobraboNoch keine Bewertungen
- SSP+411+++2 8l+and+3 2L+FSI+engines+with+Audi+valvelift+systemDokument64 SeitenSSP+411+++2 8l+and+3 2L+FSI+engines+with+Audi+valvelift+systemgbesze100% (1)
- Specifications of 50cc ScooterDokument17 SeitenSpecifications of 50cc Scooterapi-19976992Noch keine Bewertungen
- ClipDokument222 SeitenClipFredy HernanNoch keine Bewertungen
- FUEL PUMP CONTROL CIRCUIT PT CrusierDokument5 SeitenFUEL PUMP CONTROL CIRCUIT PT CrusierbelesferonteNoch keine Bewertungen
- Service Manual: Group IndexDokument522 SeitenService Manual: Group Indexpepecalienes2052Noch keine Bewertungen
- Steering Column SwitchesDokument9 SeitenSteering Column SwitchesAnimemanuel MuñozNoch keine Bewertungen
- Multiport Fuel Injection (Mfi) : Group 13ADokument322 SeitenMultiport Fuel Injection (Mfi) : Group 13AJBNoch keine Bewertungen
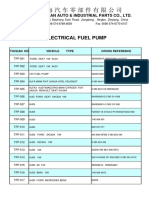
- Electric Fuel PumpDokument7 SeitenElectric Fuel PumpWesley GaoNoch keine Bewertungen
- 50cc Engine Parts List PDFDokument23 Seiten50cc Engine Parts List PDFFebri MaulanaNoch keine Bewertungen
- Emissions 17th EditionDokument204 SeitenEmissions 17th EditionCarlos TorreNoch keine Bewertungen
- Service ManualDokument115 SeitenService Manualcarlos maradiagaNoch keine Bewertungen
- zf6 TextDokument8 Seitenzf6 TextMike BakerNoch keine Bewertungen
- Cylinder Head InstallDokument2 SeitenCylinder Head InstallMiguel Moreno FernándezNoch keine Bewertungen
- Kuman K1Arduino KIT TutorialsDokument140 SeitenKuman K1Arduino KIT TutorialsMister123456100% (1)
- Bilstein Off-Road CatalogueDokument21 SeitenBilstein Off-Road CatalogueCarlo Isaia NetoNoch keine Bewertungen
- 4G6 Engine ServiceManualDokument108 Seiten4G6 Engine ServiceManualAbdulla IslamiNoch keine Bewertungen
- Headgasket Case History PDFDokument3 SeitenHeadgasket Case History PDFdromakiNoch keine Bewertungen
- EngineStartButton PDFDokument6 SeitenEngineStartButton PDFkiki ValleryNoch keine Bewertungen
- GW Wingle (All) SpecsDokument5 SeitenGW Wingle (All) SpecsNorberto PattNoch keine Bewertungen
- 9596ecbDokument52 Seiten9596ecbsleidazNoch keine Bewertungen
- ACER Model 7299sl SvcManDokument80 SeitenACER Model 7299sl SvcManAvr Electronica ChileNoch keine Bewertungen
- Multiport Fuel Injection (Mfi) : Group 13BDokument535 SeitenMultiport Fuel Injection (Mfi) : Group 13Bopa952ya.ruNoch keine Bewertungen
- BRP Sea-Doo My20 RXT-X 300 UsDokument2 SeitenBRP Sea-Doo My20 RXT-X 300 UsDanung WicaksonoNoch keine Bewertungen
- Cableado de La CarroceriaDokument194 SeitenCableado de La Carroceriazaka_czNoch keine Bewertungen
- Vehicle List - Software Flex Renesas SH7xxxx Ver.4.0.0.0Dokument16 SeitenVehicle List - Software Flex Renesas SH7xxxx Ver.4.0.0.0Hlias AlafogiannisNoch keine Bewertungen
- GX Series Engines: HEN-P-8219 GX Brochure New 3/18/09 3:57 PM Page 2Dokument8 SeitenGX Series Engines: HEN-P-8219 GX Brochure New 3/18/09 3:57 PM Page 2Felipe HernándezNoch keine Bewertungen
- Sunnen Alusil Honing TechDokument7 SeitenSunnen Alusil Honing TechEdidjo Darwin100% (1)
- SSP - 358 - Hot-Film Air-Mass Meter HFM 6Dokument20 SeitenSSP - 358 - Hot-Film Air-Mass Meter HFM 6dromakiNoch keine Bewertungen
- Operator'S Manual: For Models: L6140A, L6140AL2, M6140AL, & M6140AL2Dokument35 SeitenOperator'S Manual: For Models: L6140A, L6140AL2, M6140AL, & M6140AL2DominicNoch keine Bewertungen
- 2003 MITSUBISHI ECLIPSE em 2.4Dokument42 Seiten2003 MITSUBISHI ECLIPSE em 2.4johnNoch keine Bewertungen
- GM Passlock Immobilizer Override InterfaceDokument1 SeiteGM Passlock Immobilizer Override Interfaceworx_suNoch keine Bewertungen
- Goldwing - gl1500 - Owner's ManualDokument114 SeitenGoldwing - gl1500 - Owner's Manualnathan8752gmail.comNoch keine Bewertungen
- 9183 2014 Nissan Leaf Service RepairDokument64 Seiten9183 2014 Nissan Leaf Service RepairEngr Ko VictorNoch keine Bewertungen
- PR 10 10 PDFDokument416 SeitenPR 10 10 PDFPedro Alberto BenitesNoch keine Bewertungen
- Honda Goldwing Clarion CB Service Manual-50870Dokument10 SeitenHonda Goldwing Clarion CB Service Manual-50870Christopher KildahlNoch keine Bewertungen
- Variable Valve Timing and Lifting Technologies in Different Automobiles CompaniesDokument5 SeitenVariable Valve Timing and Lifting Technologies in Different Automobiles CompaniesAwais AnwarNoch keine Bewertungen
- Linde Diesel 1218 - HT25-HT30-BrochureDokument6 SeitenLinde Diesel 1218 - HT25-HT30-Brochuremurshed audatallaNoch keine Bewertungen
- Flowbenches SuperFlowDokument8 SeitenFlowbenches SuperFlowM.H.KNoch keine Bewertungen
- Motorcycle Crash Causation Study - Vol.2Dokument1.152 SeitenMotorcycle Crash Causation Study - Vol.2Graziano VeronesiNoch keine Bewertungen
- Compass 2009 2.4LDokument273 SeitenCompass 2009 2.4Lcarlos Gutierrez De La HozNoch keine Bewertungen
- Mode Generic Title Toyota/Lexus Title: Coolant TempDokument6 SeitenMode Generic Title Toyota/Lexus Title: Coolant TempMohamed Wahieb100% (1)
- GDI Engines VolkswagonDokument9 SeitenGDI Engines VolkswagonNikhil KattiNoch keine Bewertungen
- 95 Egge KatlogDokument196 Seiten95 Egge KatlogMartin J.Noch keine Bewertungen
- 2011 Lunati CatalogDokument364 Seiten2011 Lunati Catalogdtaylor5000100% (1)
- Service BulletinDokument5 SeitenService Bulletinohromeo100% (1)
- 2010-11-17 002248 Vvel SystemDokument10 Seiten2010-11-17 002248 Vvel SystemtornomanNoch keine Bewertungen
- AlternatorDokument50 SeitenAlternatorKR571Noch keine Bewertungen
- Infiniti G37 OBD II CodesDokument8 SeitenInfiniti G37 OBD II CodesFishermrNoch keine Bewertungen
- AutoEnginuity Scantool User GuideDokument121 SeitenAutoEnginuity Scantool User GuideRob ChampionNoch keine Bewertungen
- 16H Motor Grader: Global VersionDokument30 Seiten16H Motor Grader: Global VersionsuryarisNoch keine Bewertungen
- ENGINEDokument23 SeitenENGINEMohamed SaiedNoch keine Bewertungen
- Nuevo Documento de Microsoft WordDokument3 SeitenNuevo Documento de Microsoft WordRuben C. CanaviriNoch keine Bewertungen
- FITZMILL Compaction With The Chilsonator L-80Dokument4 SeitenFITZMILL Compaction With The Chilsonator L-80mina mahrousNoch keine Bewertungen
- Automobile Engineering II PDFDokument8 SeitenAutomobile Engineering II PDFnaren.kharatmalNoch keine Bewertungen
- Indus Motor Company IntroductionDokument3 SeitenIndus Motor Company IntroductionhammadmajeedNoch keine Bewertungen
- Hyundai 6 SPDokument6 SeitenHyundai 6 SPjagaca86% (14)
- Jib Crane Inspection Report 04-1005195 - J1610688 - NQC1154 - PDFDokument3 SeitenJib Crane Inspection Report 04-1005195 - J1610688 - NQC1154 - PDFAnonymous N2Se0bYNoch keine Bewertungen
- Pumper March 2011 IssueDokument108 SeitenPumper March 2011 IssuePumper MagazineNoch keine Bewertungen
- TA FormDokument4 SeitenTA FormMitul PatelNoch keine Bewertungen
- Transfax PDFDokument2 SeitenTransfax PDFArtyom PhilippovNoch keine Bewertungen
- K LineDokument5 SeitenK LineGs MaheshNoch keine Bewertungen
- Direct-Shift Gearbox - Wikipedia, The Free EncyclopediaDokument13 SeitenDirect-Shift Gearbox - Wikipedia, The Free EncyclopediaprashantNoch keine Bewertungen
- As 4649-1999 Brake Shoe Assemblies and Disc Brake Pad Assemblies - AttachmentDokument7 SeitenAs 4649-1999 Brake Shoe Assemblies and Disc Brake Pad Assemblies - AttachmentSAI Global - APACNoch keine Bewertungen
- Aw55 50sn Testing Speed SensorsDokument3 SeitenAw55 50sn Testing Speed SensorsRosnarley Aguiar0% (1)
- Bobcat 1875 Attachment CatalogDokument88 SeitenBobcat 1875 Attachment CatalogtbananoNoch keine Bewertungen
- Automated Guided Vehicles Lecture Material April 10 2007Dokument14 SeitenAutomated Guided Vehicles Lecture Material April 10 2007chetan85Noch keine Bewertungen
- Manual de Grua Faun ATF-110G-5Dokument31 SeitenManual de Grua Faun ATF-110G-5La Roca100% (1)
- Wheel BackhoeDokument8 SeitenWheel BackhoethierrylindoNoch keine Bewertungen
- Rent A Car Dubai MonthlyDokument2 SeitenRent A Car Dubai MonthlyhexacarrentalNoch keine Bewertungen
- 500e Product GuideDokument8 Seiten500e Product GuideCésar Augusto Quiroga MontenegroNoch keine Bewertungen
- PFT Lotus XS: The Small, Handy and Economic Continuous MixerDokument2 SeitenPFT Lotus XS: The Small, Handy and Economic Continuous MixerVladoiu SorinNoch keine Bewertungen
- ZF 16s2220toDokument78 SeitenZF 16s2220togabrieltracto67% (3)
- 2017 Rockshox SPC Rev B PDFDokument171 Seiten2017 Rockshox SPC Rev B PDFscribdnewNoch keine Bewertungen
- List of Exhibitors23Dokument13 SeitenList of Exhibitors23Aamir SaleemNoch keine Bewertungen
- Hyundai Ib StrategyDokument4 SeitenHyundai Ib StrategyiamgodrajeshNoch keine Bewertungen
- Zetor TraktorDokument36 SeitenZetor TraktorBojan Peno100% (1)
- Dongfeng Cummins Power Generator Datasheet Hcm165Dokument3 SeitenDongfeng Cummins Power Generator Datasheet Hcm165gabinuangNoch keine Bewertungen
- Diagrama ElectricoDokument152 SeitenDiagrama ElectricoDimas Ycr Rs100% (1)