Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Microwave DiathermyDokument2 SeitenMicrowave DiathermyAkshat SinghNoch keine Bewertungen
- Bizhub c281 c221 - Maint Troubleshooting - en - 2 1 0 PDFDokument84 SeitenBizhub c281 c221 - Maint Troubleshooting - en - 2 1 0 PDFLionNoch keine Bewertungen
- RadTech Europe 2005 Conference & Exhibition: Ink-Jet 3D Printing of PhotopolymersDokument5 SeitenRadTech Europe 2005 Conference & Exhibition: Ink-Jet 3D Printing of PhotopolymersAzita MoeiniNoch keine Bewertungen
- Metric Bolt Torque Chart - Recommended Max Values - FractoryDokument5 SeitenMetric Bolt Torque Chart - Recommended Max Values - FractorydxbikeNoch keine Bewertungen
- ITN8600 (P100R002) Installation Guide (Rel - 09)Dokument79 SeitenITN8600 (P100R002) Installation Guide (Rel - 09)antonio garzaNoch keine Bewertungen
- Applications of Themocouples: Steel IndustryDokument4 SeitenApplications of Themocouples: Steel IndustrySamarth GandhiNoch keine Bewertungen
- ASME Section V - Art 1 - Subsection A Nondestructive Methods of ExaminationDokument18 SeitenASME Section V - Art 1 - Subsection A Nondestructive Methods of ExaminationFavio Fernández LongNoch keine Bewertungen
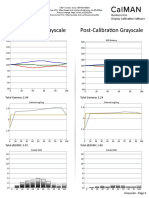
- Sony XBR-65X950G CNET Calibration ResultsDokument3 SeitenSony XBR-65X950G CNET Calibration ResultsDavid Katzmaier0% (1)
- Antenna McqsDokument7 SeitenAntenna McqsTalha KhalidNoch keine Bewertungen
- Catalog 2018 EducationDokument79 SeitenCatalog 2018 EducationPepe AmayaNoch keine Bewertungen
- FLIR T-SeriesDokument2 SeitenFLIR T-SeriesHimanshu DeshmukhNoch keine Bewertungen
- 04 - ALU-GPEC - Hardware - Installation - of - ISAM PDFDokument72 Seiten04 - ALU-GPEC - Hardware - Installation - of - ISAM PDFTahar KalboussiNoch keine Bewertungen
- (Lecture Notes in Physics 561) Martin Fliesser, Robert Graham (Auth.), Howard J. Carmichael, Roy J. Glauber, Marlan O. Scully (Eds.) - Directions in Quantum Optics_ a Collection of Papers Dedicated ToDokument371 Seiten(Lecture Notes in Physics 561) Martin Fliesser, Robert Graham (Auth.), Howard J. Carmichael, Roy J. Glauber, Marlan O. Scully (Eds.) - Directions in Quantum Optics_ a Collection of Papers Dedicated ToJorgeEduardoOviedoNoch keine Bewertungen
- An 03 RadomeDokument3 SeitenAn 03 RadomebardarisNoch keine Bewertungen
- Iec 60793-1Dokument27 SeitenIec 60793-1Sujatha RamachandranNoch keine Bewertungen
- Quality Assurance and New Techniques in Radiation Medicine: Book of Extended SynopsesDokument584 SeitenQuality Assurance and New Techniques in Radiation Medicine: Book of Extended SynopsesSOHON SINHA MAHAPATRANoch keine Bewertungen
- Piezoresistive Sensors - Principles, Materials, Fabrication and ApplicationsDokument43 SeitenPiezoresistive Sensors - Principles, Materials, Fabrication and ApplicationsArun KiranNoch keine Bewertungen
- Data Sheet - Total Station Spectra Perecision FOCUS 6 (Sahabat Survey)Dokument2 SeitenData Sheet - Total Station Spectra Perecision FOCUS 6 (Sahabat Survey)Mujahid SyahidNoch keine Bewertungen
- w840 Lexmark (4024) XXX Service ManualDokument371 Seitenw840 Lexmark (4024) XXX Service ManualMatthewHerzog1977Noch keine Bewertungen
- Sld500 AnglDokument2 SeitenSld500 AnglThinkDefenceNoch keine Bewertungen
- Seminar on the Emerging Field of NanotechnologyDokument26 SeitenSeminar on the Emerging Field of Nanotechnologyasif KhanNoch keine Bewertungen
- IR Reciever - TSOP1136Dokument7 SeitenIR Reciever - TSOP1136Ludwig SchmidtNoch keine Bewertungen
- 46595-261231-302061 A Welding TechnologyDokument2 Seiten46595-261231-302061 A Welding TechnologyVijay Kumar DodaiNoch keine Bewertungen
- Pruftechnik-PULLALIGN Serie SheetDokument4 SeitenPruftechnik-PULLALIGN Serie Sheetnguyenhaiphap50nlNoch keine Bewertungen
- Landsat Bands SMDokument2 SeitenLandsat Bands SMChristian VargasNoch keine Bewertungen
- WSX ND24C User ManualDokument19 SeitenWSX ND24C User ManualAndrejNoch keine Bewertungen
- 3DP06Dokument91 Seiten3DP06simon_wardley100% (2)
- Manual HatchimalsDokument6 SeitenManual Hatchimalsvr mensajesNoch keine Bewertungen
- Fibrolaser enDokument16 SeitenFibrolaser enSOMU_61Noch keine Bewertungen
- Picolink RF601Dokument45 SeitenPicolink RF601StemplarsNoch keine Bewertungen