Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Report of ACI-ASCE Committee 326 Shear and Diagonal Tension Part 3 - Siabs and Footings, Chapter 8, March1962Dokument44 SeitenReport of ACI-ASCE Committee 326 Shear and Diagonal Tension Part 3 - Siabs and Footings, Chapter 8, March1962Mohamed100% (1)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- SSP421 Body BasicsDokument76 SeitenSSP421 Body Basicsmamuko100% (3)
- Ion Thruster GuideDokument16 SeitenIon Thruster GuideMimsisiNoch keine Bewertungen
- Water Proofing SpecificationDokument7 SeitenWater Proofing SpecificationMohamedNoch keine Bewertungen
- Ussocom 006Dokument52 SeitenUssocom 006RTSLLCNoch keine Bewertungen
- Non Conventional Machining PDFDokument55 SeitenNon Conventional Machining PDFMarthande100% (1)
- Design DocumentDokument10 SeitenDesign DocumentLiza WoodsNoch keine Bewertungen
- MPC6515 ManualDokument37 SeitenMPC6515 ManualJerome CeleraNoch keine Bewertungen
- Design of Single Pile Cap for 600 KN Axial LoadDokument2 SeitenDesign of Single Pile Cap for 600 KN Axial Loadtanksaumil84% (32)
- Report of ACI-ASCE Committee 326 Shear and Diagonal Tension Part 2 - Beams and Frames, Chapters 5-7, February 1962Dokument58 SeitenReport of ACI-ASCE Committee 326 Shear and Diagonal Tension Part 2 - Beams and Frames, Chapters 5-7, February 1962Mohamed100% (4)
- Process Modeling Approach for Evaluating Biodiesel ProductionDokument18 SeitenProcess Modeling Approach for Evaluating Biodiesel ProductionSereneTan18_KLNoch keine Bewertungen
- Rcs454: Python Language Programming LAB: Write A Python Program ToDokument39 SeitenRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaNoch keine Bewertungen
- Inverted T FootingDokument7 SeitenInverted T FootingMohamed100% (2)
- RC Design PDFDokument58 SeitenRC Design PDFZerihun IbrahimNoch keine Bewertungen
- Desing To EurocodeDokument17 SeitenDesing To EurocodeMohamedNoch keine Bewertungen
- Load distribution analysisDokument9 SeitenLoad distribution analysisBala Subramanian100% (5)
- Pile Design2 DasDokument21 SeitenPile Design2 Dassofronije2005Noch keine Bewertungen
- Effective Stiffening and Damping Enhancement of Structures With Strongly Nonlinear Local AttachmentsDokument12 SeitenEffective Stiffening and Damping Enhancement of Structures With Strongly Nonlinear Local AttachmentsMohamedNoch keine Bewertungen
- Importance of Accurate Modeling Input and Assumptions in 3D Finite Element Analysis of Tall BuildingsDokument6 SeitenImportance of Accurate Modeling Input and Assumptions in 3D Finite Element Analysis of Tall BuildingsMohamedNoch keine Bewertungen
- WS&D SpecDokument2 SeitenWS&D SpecMohamed0% (1)
- Plastic AnalysisDokument30 SeitenPlastic AnalysisMohamedNoch keine Bewertungen
- Literature Review 2.1 GeneralDokument25 SeitenLiterature Review 2.1 GeneralMohamedNoch keine Bewertungen
- List of ManufacturersDokument1 SeiteList of ManufacturersMohamedNoch keine Bewertungen
- Wind ExampleDokument15 SeitenWind ExampleMohamedNoch keine Bewertungen
- Effective Useoftransferplates in Mixed Development: K.M.K. Bandara, S.S. Bandara and M.T.R. JayasingheDokument12 SeitenEffective Useoftransferplates in Mixed Development: K.M.K. Bandara, S.S. Bandara and M.T.R. JayasingheMohamedNoch keine Bewertungen
- Flexibility Method: Worked Example 6.16Dokument13 SeitenFlexibility Method: Worked Example 6.16MohamedNoch keine Bewertungen
- C 31 - C 31M - 00 - Qzmxltawrte - PDFDokument6 SeitenC 31 - C 31M - 00 - Qzmxltawrte - PDFMohamedNoch keine Bewertungen
- En 1057Dokument23 SeitenEn 1057MohamedNoch keine Bewertungen
- Pump SpecDokument3 SeitenPump SpecMohamedNoch keine Bewertungen
- D 88 - 94 SayboltDokument7 SeitenD 88 - 94 SayboltAbdul Mannan KhanNoch keine Bewertungen
- Building Code Requirements For Structural Concrete (ACI 318M-11)Dokument53 SeitenBuilding Code Requirements For Structural Concrete (ACI 318M-11)MohamedNoch keine Bewertungen
- Eng. Khalid Footing-DesignDokument60 SeitenEng. Khalid Footing-DesignMohamedNoch keine Bewertungen
- C 1585 - 04 - Qze1odu - PDFDokument6 SeitenC 1585 - 04 - Qze1odu - PDFMohamedNoch keine Bewertungen
- ASTM C 33 - 01Dokument8 SeitenASTM C 33 - 01Andy AgustinNoch keine Bewertungen
- C 40 - 99 - qzqwltk5Dokument2 SeitenC 40 - 99 - qzqwltk5MohamedNoch keine Bewertungen
- Eng. Khalid Column-DesignDokument47 SeitenEng. Khalid Column-DesignMohamedNoch keine Bewertungen
- ACI VN 2011 Topic 4Dokument52 SeitenACI VN 2011 Topic 4MohamedNoch keine Bewertungen
- ACI VN 2011 Topic 3Dokument32 SeitenACI VN 2011 Topic 3MohamedNoch keine Bewertungen
- Monthly Internship Report 2 (Biniyam Assefa and Tensae Degu)Dokument9 SeitenMonthly Internship Report 2 (Biniyam Assefa and Tensae Degu)biniyam assefaNoch keine Bewertungen
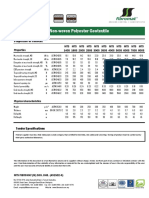
- FibrotexDokument2 SeitenFibrotexMan ChupingNoch keine Bewertungen
- INDIAN BEAMSDokument18 SeitenINDIAN BEAMSSushmita GhoshNoch keine Bewertungen
- 8 Most Useful Dynamic Management Views and Functions I Often UseDokument18 Seiten8 Most Useful Dynamic Management Views and Functions I Often UsePrasanna KirtaniNoch keine Bewertungen
- AWS CWI For NSRP at NSRP PDFDokument7 SeitenAWS CWI For NSRP at NSRP PDFTuấn PhạmNoch keine Bewertungen
- Semiconductive Shield Technologies in Power Distribution CablesDokument6 SeitenSemiconductive Shield Technologies in Power Distribution CablesA. HassanNoch keine Bewertungen
- SemaphoreDokument29 SeitenSemaphoreSaranya ThangarajNoch keine Bewertungen
- Design of Foundations On Sensitive Champlain Clay Subjected To Cyclic LoadingDokument9 SeitenDesign of Foundations On Sensitive Champlain Clay Subjected To Cyclic LoadingRamiro ChairezNoch keine Bewertungen
- Acoples Lovejoy (Rejilla - Grid, 8 Pág.)Dokument8 SeitenAcoples Lovejoy (Rejilla - Grid, 8 Pág.)marcelo castilloNoch keine Bewertungen
- SAP Plant Maintenance User Acceptance TestDokument7 SeitenSAP Plant Maintenance User Acceptance TestBagaz KarmawanNoch keine Bewertungen
- Microstrip AntennaDokument24 SeitenMicrostrip AntennaUdit Sharma100% (1)
- Inverting Power Supply Using A TPS54202 BuckDokument25 SeitenInverting Power Supply Using A TPS54202 Buckg4okkNoch keine Bewertungen
- P28 and P128 Series Lube Oil Controls With Built-In Time Delay RelayDokument8 SeitenP28 and P128 Series Lube Oil Controls With Built-In Time Delay RelayFreddy de los SantosNoch keine Bewertungen
- Materials System SpecificationDokument8 SeitenMaterials System Specificationnadeem shaikhNoch keine Bewertungen
- Class Room Allotment SystemDokument7 SeitenClass Room Allotment SystemPRABANoch keine Bewertungen
- Vastu Tips For CareerDokument2 SeitenVastu Tips For CareerBeyond ThoughtsNoch keine Bewertungen
- Commercial LightingDokument6 SeitenCommercial LightingRehan RameezNoch keine Bewertungen
- DTH Drilling MachineDokument8 SeitenDTH Drilling MachineREL PromoNoch keine Bewertungen
- Geotech Final ReportDokument38 SeitenGeotech Final Reportapi-320590292Noch keine Bewertungen
- Math TaskDokument2 SeitenMath TaskAsher MananganNoch keine Bewertungen
- JT85 Vertical to Horizontal Drive Shaft Gearbox, 90 Deg Bevel Gear Box, 4 to 1 Gearbox, 2-Way Gearbox, Right Angle Gearbox Speed Increaser,Speed Increaser Gearbox Micro, 90 Degree Power Transfer 1 to 1 RatioDokument7 SeitenJT85 Vertical to Horizontal Drive Shaft Gearbox, 90 Deg Bevel Gear Box, 4 to 1 Gearbox, 2-Way Gearbox, Right Angle Gearbox Speed Increaser,Speed Increaser Gearbox Micro, 90 Degree Power Transfer 1 to 1 RatioWarren LeeNoch keine Bewertungen