Das könnte Ihnen auch gefallen
- Application Note: Measurements On FM Transmitters For Acceptance, Commissioning and MaintenanceDokument89 SeitenApplication Note: Measurements On FM Transmitters For Acceptance, Commissioning and MaintenanceabthakurNoch keine Bewertungen
- Beamex White Paper - Weighing Scale Calibration ENGDokument8 SeitenBeamex White Paper - Weighing Scale Calibration ENGabthakurNoch keine Bewertungen
- Calibration WeightsDokument5 SeitenCalibration WeightsabthakurNoch keine Bewertungen
- Data SheetDokument2 SeitenData SheetabthakurNoch keine Bewertungen
- Vernier CalipersDokument32 SeitenVernier CalipersabthakurNoch keine Bewertungen
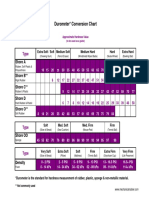
- Durometer Conversion Table PDFDokument1 SeiteDurometer Conversion Table PDFabthakurNoch keine Bewertungen
- Company Profile - Shubh CastingsDokument5 SeitenCompany Profile - Shubh CastingsabthakurNoch keine Bewertungen
- Gap Analysis ChecklistDokument5 SeitenGap Analysis ChecklistabthakurNoch keine Bewertungen
- Esa STM 276Dokument61 SeitenEsa STM 276abthakurNoch keine Bewertungen
- Astm b117 1973 PDFDokument10 SeitenAstm b117 1973 PDFabthakurNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Parkin 8e TIF Ch27Dokument51 SeitenParkin 8e TIF Ch27Pranta SahaNoch keine Bewertungen
- 12 Biology CBSE Sample Papers 2018Dokument5 Seiten12 Biology CBSE Sample Papers 2018Sakshi GodaraNoch keine Bewertungen
- IEEE 802.1adDokument7 SeitenIEEE 802.1adLe Viet HaNoch keine Bewertungen
- BM - GoPro Case - Group 6Dokument4 SeitenBM - GoPro Case - Group 6Sandeep NayakNoch keine Bewertungen
- Swot Analysis of PiramalDokument5 SeitenSwot Analysis of PiramalPalak NarangNoch keine Bewertungen
- Policing System Indonesia PolicingDokument5 SeitenPolicing System Indonesia Policingdanilo bituin jrNoch keine Bewertungen
- Mps Item Analysis Template TleDokument11 SeitenMps Item Analysis Template TleRose Arianne DesalitNoch keine Bewertungen
- CS101 Solved File For Final Term MCQS 1 To 45 LecturesDokument130 SeitenCS101 Solved File For Final Term MCQS 1 To 45 LecturesHisan Mehmood64% (28)
- 007-012477-001 SAS Token Guide OTP Hardware Token RevEDokument14 Seiten007-012477-001 SAS Token Guide OTP Hardware Token RevEBarons ArismatNoch keine Bewertungen
- Exam in Analytic Geometry With AnswersDokument4 SeitenExam in Analytic Geometry With Answersmvmbapple100% (6)
- Brocade MIB ReferenceDokument1.212 SeitenBrocade MIB ReferencejessiwattsNoch keine Bewertungen
- Technical English For Mining (L3)Dokument21 SeitenTechnical English For Mining (L3)Tō Rā YhNoch keine Bewertungen
- Certified List of Candidates For Congressional and Local Positions For The May 13, 2013 2013 National, Local and Armm ElectionsDokument2 SeitenCertified List of Candidates For Congressional and Local Positions For The May 13, 2013 2013 National, Local and Armm ElectionsSunStar Philippine NewsNoch keine Bewertungen
- HVAC Installation ManualDokument215 SeitenHVAC Installation Manualmeeng2014100% (5)
- Canada Immigration Forms: E33106Dokument6 SeitenCanada Immigration Forms: E33106Oleksiy Kovyrin100% (1)
- RSC SCST Programme Briefing For Factories enDokument4 SeitenRSC SCST Programme Briefing For Factories enmanikNoch keine Bewertungen
- Engineering Knowledge Syllabus PDFDokument3 SeitenEngineering Knowledge Syllabus PDFsumitNoch keine Bewertungen
- All This Comand Use To Type in NotepadDokument9 SeitenAll This Comand Use To Type in NotepadBiloul ShirazNoch keine Bewertungen
- Cell Theory Timeline Cut-Outs Wacky History ReviewDokument3 SeitenCell Theory Timeline Cut-Outs Wacky History Reviewapi-327145161Noch keine Bewertungen
- Joker Pattern PDF New PDFDokument7 SeitenJoker Pattern PDF New PDFLorena CapogrossiNoch keine Bewertungen
- Definition of CultureDokument14 SeitenDefinition of CultureRenee Louise CoNoch keine Bewertungen
- Different Varieties of English C1 WSDokument5 SeitenDifferent Varieties of English C1 WSLaurie WNoch keine Bewertungen
- Softwash ComparatorDokument5 SeitenSoftwash ComparatorFaheem MushtaqNoch keine Bewertungen
- ICT Authority Legal NoticeDokument13 SeitenICT Authority Legal NoticeICT AUTHORITYNoch keine Bewertungen
- Giant Panda: 1 DescriptionDokument18 SeitenGiant Panda: 1 DescriptionMsKarolyNoch keine Bewertungen
- International Banking & Foreign Exchange ManagementDokument4 SeitenInternational Banking & Foreign Exchange ManagementAnupriya HiranwalNoch keine Bewertungen
- Fiche 2 ConnexionsDokument2 SeitenFiche 2 ConnexionsMaria Marinela Rusu50% (2)
- Broken Squares - Unfreezing Team Building ExerciseDokument4 SeitenBroken Squares - Unfreezing Team Building Exerciselilywhite786Noch keine Bewertungen
- Evolve Instagram Marketing Guide - From Zero To 10k PDFDokument132 SeitenEvolve Instagram Marketing Guide - From Zero To 10k PDFAnjit Malviya100% (2)
- CLASSIFICATION OF COSTS: Manufacturing: Subhash Sahu (Cs Executive Student of Jaipur Chapter)Dokument85 SeitenCLASSIFICATION OF COSTS: Manufacturing: Subhash Sahu (Cs Executive Student of Jaipur Chapter)shubhamNoch keine Bewertungen