Das könnte Ihnen auch gefallen
- ASME B1.20.1-2013 Absrates PDFDokument3 SeitenASME B1.20.1-2013 Absrates PDFEddyNoch keine Bewertungen
- Page No 1867-1871Dokument5 SeitenPage No 1867-1871prasad_shukla13089Noch keine Bewertungen
- BSP NPT Thread Sizes From Connexion Developments LTDDokument7 SeitenBSP NPT Thread Sizes From Connexion Developments LTDIvo Herid LesmanaNoch keine Bewertungen
- Ansi Asme B1.20.1-1983Dokument5 SeitenAnsi Asme B1.20.1-1983lorenzinho290Noch keine Bewertungen
- Astm F1498Dokument13 SeitenAstm F1498Hernando Andrés Ramírez GilNoch keine Bewertungen
- Engineering Data Catalog Pitch Diameter LimitsDokument35 SeitenEngineering Data Catalog Pitch Diameter LimitssalamrefighNoch keine Bewertungen
- Thread TypeDokument4 SeitenThread Typevikram_007Noch keine Bewertungen
- Unraveling the mysteries of pipe thread sizesDokument1 SeiteUnraveling the mysteries of pipe thread sizesJeffrey WalkerNoch keine Bewertungen
- Pipe Fitting and AdaptersDokument47 SeitenPipe Fitting and AdaptersYhia EbrahimNoch keine Bewertungen
- NPT (Asme B1.20.1)Dokument5 SeitenNPT (Asme B1.20.1)Afronie Cepoz D'nextNoch keine Bewertungen
- Threads - NPTF Taper Thread GagingDokument5 SeitenThreads - NPTF Taper Thread GagingTrushantNoch keine Bewertungen
- NPTDokument2 SeitenNPTaaaNoch keine Bewertungen
- ASME B16.9 2007 (Metric Dimensions)Dokument16 SeitenASME B16.9 2007 (Metric Dimensions)Joseph CruzNoch keine Bewertungen
- NaptDokument2 SeitenNaptaaaNoch keine Bewertungen
- American Standard Pipe Dimensions - Technical NotesDokument3 SeitenAmerican Standard Pipe Dimensions - Technical NotesGMHHENoch keine Bewertungen
- Understanding Nominal Pipe Sizes (NPS) and Pipe DimensionsDokument39 SeitenUnderstanding Nominal Pipe Sizes (NPS) and Pipe DimensionsprathikNoch keine Bewertungen
- FLUID LEAKAGE-What To Do?: John C. Cox, Business Development Manager Swagelok Company, Solon, OhioDokument6 SeitenFLUID LEAKAGE-What To Do?: John C. Cox, Business Development Manager Swagelok Company, Solon, OhiotakemetovikasNoch keine Bewertungen
- Math Tools - Pipe Diameters, Threads and Sizes A3Dokument3 SeitenMath Tools - Pipe Diameters, Threads and Sizes A3Ram CaceresNoch keine Bewertungen
- National Pipe ThreadDokument10 SeitenNational Pipe ThreadLodyNoch keine Bewertungen
- 169 PD0192ThreadsStandardReferenceGuiderev4Dokument21 Seiten169 PD0192ThreadsStandardReferenceGuiderev4Coman ovidiuNoch keine Bewertungen
- Mjitfjjl: Pipe Supports and Hangers Part 3: Middle Connection Attachment and Building Structure AttachmentsDokument37 SeitenMjitfjjl: Pipe Supports and Hangers Part 3: Middle Connection Attachment and Building Structure AttachmentsIRELECNoch keine Bewertungen
- BP Piping Joints Handbook PDFDokument57 SeitenBP Piping Joints Handbook PDFHazem KamalNoch keine Bewertungen
- PIPE Material specDokument12 SeitenPIPE Material specRana PrathapNoch keine Bewertungen
- AN vs JIC Fittings: Key Differences for Aircraft and Industrial ApplicationsDokument5 SeitenAN vs JIC Fittings: Key Differences for Aircraft and Industrial ApplicationsjteamNoch keine Bewertungen
- Mall Pipe ThreadsDokument14 SeitenMall Pipe Threadsanac_mathNoch keine Bewertungen
- Aramco Interview QuestionsDokument38 SeitenAramco Interview QuestionsMd Sharique83% (6)
- Ladc/Spe 35037: Premium Connector ConfigurationsDokument10 SeitenLadc/Spe 35037: Premium Connector Configurationssigit praNoch keine Bewertungen
- Fastener Handouts (Screw)Dokument34 SeitenFastener Handouts (Screw)cluchavezNoch keine Bewertungen
- Connection TypeDokument9 SeitenConnection Typesmelihates100% (1)
- Identifying Threads Identifying Threads: How To Use The CaliperDokument6 SeitenIdentifying Threads Identifying Threads: How To Use The CaliperkyletgerberNoch keine Bewertungen
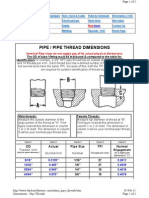
- PIPE THREAD DimensionDokument2 SeitenPIPE THREAD DimensionAriel AnascoNoch keine Bewertungen
- The Piping Guide by David Sherwood - 1991Dokument267 SeitenThe Piping Guide by David Sherwood - 1991bavarian_sheep100% (1)
- Pipe Thread DiameterDokument3 SeitenPipe Thread DiameterNabil RamehNoch keine Bewertungen
- Chapter - 3 L-1 Bolt DesignDokument34 SeitenChapter - 3 L-1 Bolt DesignBerihunNoch keine Bewertungen
- NPT Vs NPTF 01Dokument2 SeitenNPT Vs NPTF 01Rajendra SharmaNoch keine Bewertungen
- Saudi Aramco Piping QC Inspector Sample Interview QuestionsDokument6 SeitenSaudi Aramco Piping QC Inspector Sample Interview QuestionsRichard Periyanayagam100% (3)
- Piping & Piping ComponentsDokument37 SeitenPiping & Piping ComponentsRavindra S. JivaniNoch keine Bewertungen
- Threaded Fittings General - Definition and Details - ASME B16.11 and ASME B1.20Dokument3 SeitenThreaded Fittings General - Definition and Details - ASME B16.11 and ASME B1.20abhay_patil_22Noch keine Bewertungen
- Threads Standard Reference Guide Rev4 PDFDokument21 SeitenThreads Standard Reference Guide Rev4 PDFPham CongNoch keine Bewertungen
- Flanges General For DummiesDokument68 SeitenFlanges General For DummiesditoNoch keine Bewertungen
- ANスレッドサイズ表Dokument1 SeiteANスレッドサイズ表busuyomeNoch keine Bewertungen
- Pipe Thread Standards and TypesDokument2 SeitenPipe Thread Standards and Typessushant shirsatNoch keine Bewertungen
- Taper Thread TorqueDokument1 SeiteTaper Thread TorqueRichardNoch keine Bewertungen
- BS 2779-1986 Ó ÖÆ ÇÃÜ Â ÜÂÝÎÆ (BSP)Dokument20 SeitenBS 2779-1986 Ó ÖÆ ÇÃÜ Â ÜÂÝÎÆ (BSP)Vaibhav ShuklaNoch keine Bewertungen
- Piping Olets: Branching Fittings GuideDokument3 SeitenPiping Olets: Branching Fittings Guiderenger20150303100% (1)
- Mechanical ComponentsDokument14 SeitenMechanical ComponentspushkarajNoch keine Bewertungen
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Which Process?: A Guide to the Selection of Welding and Related ProcessesVon EverandWhich Process?: A Guide to the Selection of Welding and Related ProcessesNoch keine Bewertungen
- All-in-One Manual of Industrial Piping Practice and MaintenanceVon EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceBewertung: 5 von 5 Sternen5/5 (1)
- Cylindrical Compression Helix Springs For Suspension SystemsVon EverandCylindrical Compression Helix Springs For Suspension SystemsNoch keine Bewertungen
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Reflow Soldering: Apparatus and Heat Transfer ProcessesVon EverandReflow Soldering: Apparatus and Heat Transfer ProcessesNoch keine Bewertungen
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionVon EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNoch keine Bewertungen
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Daftar Pustaka FIXDokument2 SeitenDaftar Pustaka FIXAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- 680815Dokument223 Seiten680815Ahmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Yahya Sukma Nugraha - CV - Tanpa FotoDokument2 SeitenYahya Sukma Nugraha - CV - Tanpa FotoAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Iso 6892 PDFDokument4 SeitenIso 6892 PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Licensing Information Form For API Spec 5BDokument1 SeiteLicensing Information Form For API Spec 5BAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Program Fact Sheet Radiography PDFDokument2 SeitenProgram Fact Sheet Radiography PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- 4534-2006 Pre PDFDokument6 Seiten4534-2006 Pre PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Yahya Sukma Nugraha - CVDokument2 SeitenYahya Sukma Nugraha - CVAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Hot Rolled 300S0 Product Data Sheet PDFDokument2 SeitenHot Rolled 300S0 Product Data Sheet PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- M Ce 345 PDFDokument17 SeitenM Ce 345 PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- LME High Grade Zinc PDFDokument1 SeiteLME High Grade Zinc PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Ethanol Fuels: Energy Balance, Economics, and Environmental Impacts Are NegativeDokument8 SeitenEthanol Fuels: Energy Balance, Economics, and Environmental Impacts Are Negativesridhar.ashwathNoch keine Bewertungen
- 4799 PDFDokument4 Seiten4799 PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Program Fact Sheet Magnetic Particle Inspection PDFDokument2 SeitenProgram Fact Sheet Magnetic Particle Inspection PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- 4534-2006 Pre PDFDokument6 Seiten4534-2006 Pre PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- 32 Oct-Dec52 PDFDokument56 Seiten32 Oct-Dec52 PDFAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- American National Standard For Electrical Rigid Steel Conduit (ERSC)Dokument9 SeitenAmerican National Standard For Electrical Rigid Steel Conduit (ERSC)Ramesh V-sNoch keine Bewertungen
- Interfacing The Standard Parallel PortDokument17 SeitenInterfacing The Standard Parallel Portshawnleegabriel100% (4)
- Ethanol Fuels: Energy Balance, Economics, and Environmental Impacts Are NegativeDokument8 SeitenEthanol Fuels: Energy Balance, Economics, and Environmental Impacts Are Negativesridhar.ashwathNoch keine Bewertungen
- KalenderDokument2 SeitenKalenderAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Syllabus of Tribology Unit IDokument1 SeiteSyllabus of Tribology Unit IAhmad Jukliv Pandu YoedhawanNoch keine Bewertungen
- Smithy: Applications of ForgingDokument8 SeitenSmithy: Applications of Forginghuman kindNoch keine Bewertungen
- BS Flange Tables EDokument3 SeitenBS Flange Tables ERashedul HasanNoch keine Bewertungen
- HomgeDokument80 SeitenHomgeRobert HarveyNoch keine Bewertungen
- Of Kent USA Not ReproduceDokument53 SeitenOf Kent USA Not Reproducetapas ranjan jenaNoch keine Bewertungen
- List of Manufacturing Processes - Wikipedia, The Free EncyclopediaDokument9 SeitenList of Manufacturing Processes - Wikipedia, The Free EncyclopediaKhalid SheikhNoch keine Bewertungen
- Gating System: The Passage That Leads The Molten Metal Into The Mould CavityDokument15 SeitenGating System: The Passage That Leads The Molten Metal Into The Mould CavityjohnrabikNoch keine Bewertungen
- Vise 1 Goog2 PDFDokument5 SeitenVise 1 Goog2 PDFKristine KellerNoch keine Bewertungen
- Module 1 - EIM Prepare Electrical Power and HydraulicDokument58 SeitenModule 1 - EIM Prepare Electrical Power and HydraulicNoel Bua-ay100% (1)
- Apm Et13e Chapter 11 Fire ProtectionDokument65 SeitenApm Et13e Chapter 11 Fire ProtectiontuNoch keine Bewertungen
- P.E.S College of Engineering, Mandya: Report On Recent Technologies in Workholding Device"Dokument17 SeitenP.E.S College of Engineering, Mandya: Report On Recent Technologies in Workholding Device"kiran kumarNoch keine Bewertungen
- RollingDokument9 SeitenRollingFiq IskandarNoch keine Bewertungen
- ShopNotes No. 136 FullDokument52 SeitenShopNotes No. 136 FullKen Lock100% (3)
- Standard Weld JointDokument3 SeitenStandard Weld Jointtalparadipak100% (1)
- Cutting Tool MaterialsDokument44 SeitenCutting Tool MaterialsGokul AnugrahNoch keine Bewertungen
- MANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)Dokument18 SeitenMANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)TsihatesfaNoch keine Bewertungen
- (Corus) SHS Jointing - Flowdrill and Hollo-BoltDokument13 Seiten(Corus) SHS Jointing - Flowdrill and Hollo-Bolt_at_to_Noch keine Bewertungen
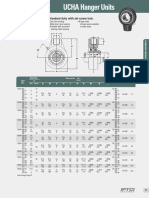
- UCHA Hanger Units: Standard Duty With Set Screw LockDokument1 SeiteUCHA Hanger Units: Standard Duty With Set Screw LockRicardo KharisNoch keine Bewertungen
- Length Calibration For Pin Gauge and Feeler Gauge. - SarmientoDokument38 SeitenLength Calibration For Pin Gauge and Feeler Gauge. - SarmientoEricson Ramos100% (1)
- Alloy Steel (8740) NAS Shear Type Lockbolts - ArconicDokument3 SeitenAlloy Steel (8740) NAS Shear Type Lockbolts - ArconicAnonymous mq0U43UsPNoch keine Bewertungen
- EDM (Electric Discharge Machine)Dokument29 SeitenEDM (Electric Discharge Machine)Tanvi KhuranaNoch keine Bewertungen
- MP 2nd Mid-Sem Question PaperDokument1 SeiteMP 2nd Mid-Sem Question PaperAnshul KhandelwalNoch keine Bewertungen
- Master Grinding WheelsDokument82 SeitenMaster Grinding WheelsHouariKouadriNoch keine Bewertungen
- METALWORKING PROCESSES GUIDEDokument15 SeitenMETALWORKING PROCESSES GUIDERonie DagaleaNoch keine Bewertungen
- Presentation 1Dokument28 SeitenPresentation 1ikamelyaastutiNoch keine Bewertungen
- f1554 Grade 55 Anchor BoltsDokument4 Seitenf1554 Grade 55 Anchor BoltsRico PadillaNoch keine Bewertungen
- Lista de AccesoriosDokument8 SeitenLista de AccesoriosRONALDNoch keine Bewertungen
- TTS-100 Tormek JIGSDokument4 SeitenTTS-100 Tormek JIGSRAFIDYNoch keine Bewertungen
- Asme Ix Changes 2017Dokument4 SeitenAsme Ix Changes 2017END - PTSC S.A.S.Noch keine Bewertungen
- 2tda180503 SH01 CDokument1 Seite2tda180503 SH01 CnightmanmxNoch keine Bewertungen
- Sheet Metal Gauge Size Chart-Stainless SteelDokument2 SeitenSheet Metal Gauge Size Chart-Stainless Steellorenzinho290Noch keine Bewertungen